(61) 1196746
(21)4,184200/25-28
(22)21.01.87
(46) 07.09.88. Бюл, № 33 (75) В.А.Новиков
(53)620.179.14(088.8)
(56)Авторское свидетельство СССР № 1196746, кл. G 01 N 27/85, 1985.
(54)СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ
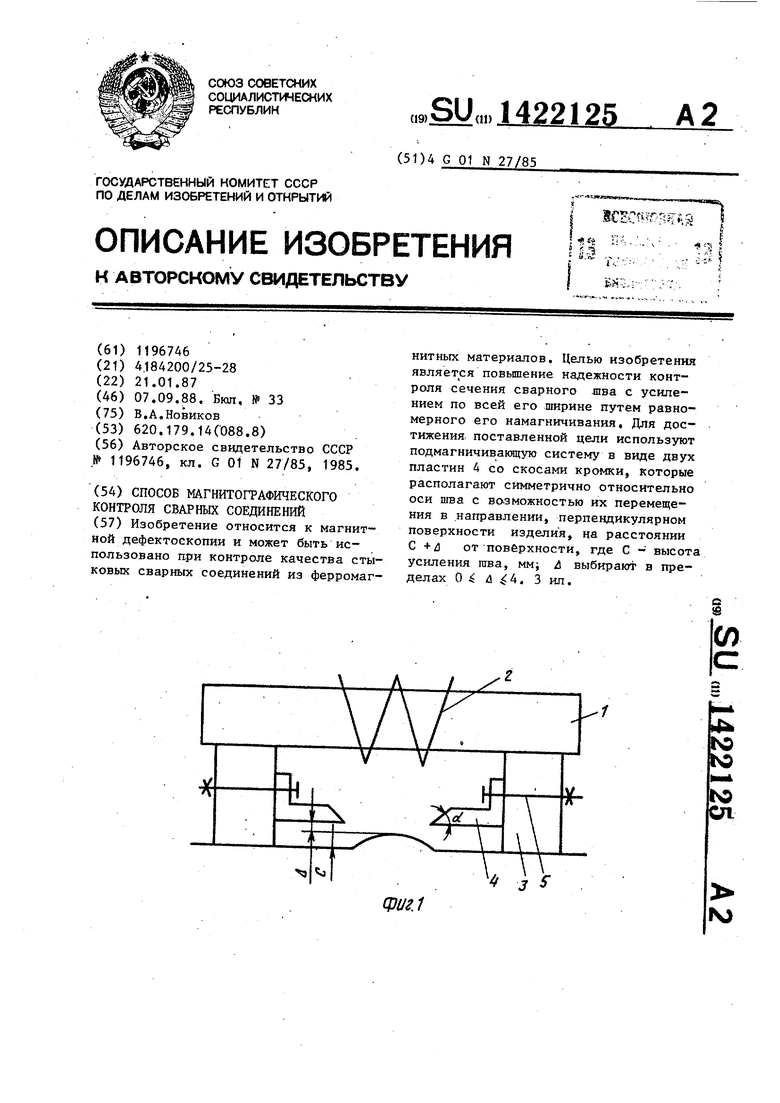
(57)Изобретение относится к магнитной дефектоскопии и может быть использовано при контроле качества стыковых сварных соединений из ферромагнитных материалов. Целью изобретения является повьппение надежности контроля сечения сварного лва с усилением по всей его ширине путем равномерного его намагничивания. Для достижения поставленной цели используют подмагничиваклцую систему в виде двух пластин 4 со скосами кромки, которые располагают симметрично относительно оси шва с во-зможностью их перемещения в .направлении, перпендикулярном поверхности изделия, на расстоянии С +/) от поверхности, где С - высота усиления гава, мм; 4 выбирают в пределах О d 4. 3 ил.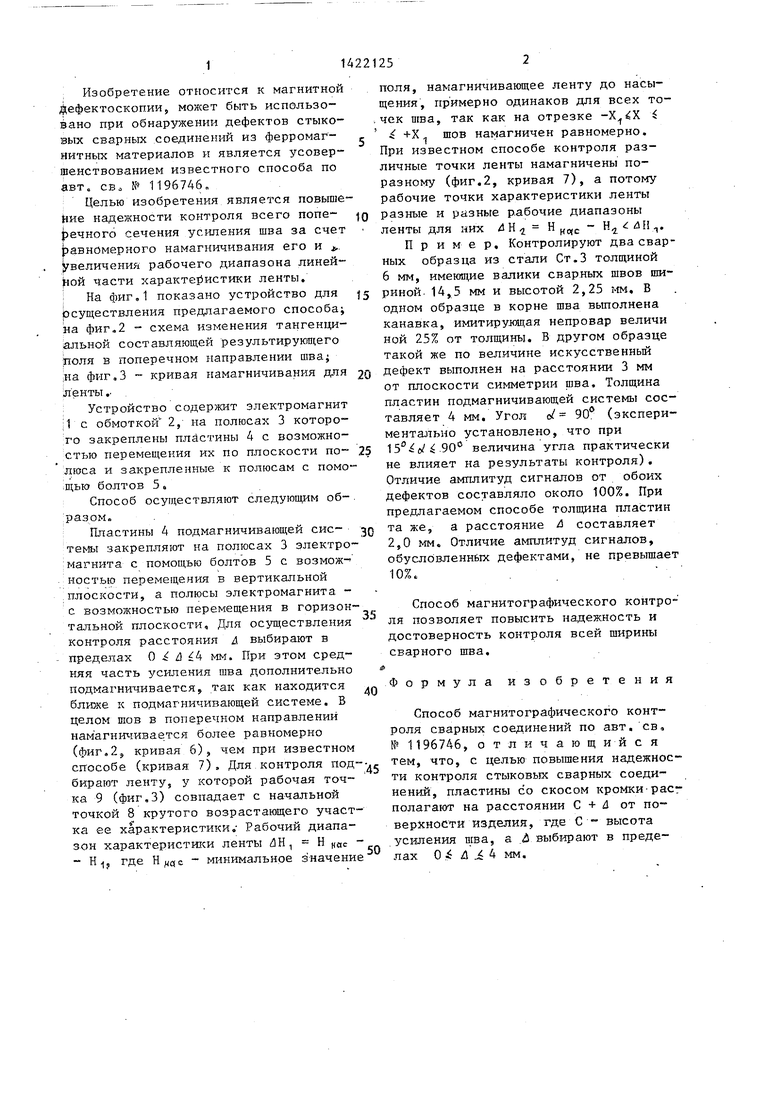
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля | 1988 |
|
SU1672345A1 |
| Способ магнитографического контроля сварных соединений | 1991 |
|
SU1772716A1 |
| Намагничивающее устройство для магнитографической дефектоскопии | 1990 |
|
SU1795361A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1672344A1 |
| Способ магнитографического контроля стыковых швов | 1990 |
|
SU1748037A1 |
| Способ магнитографического контроля сварных соединений | 1984 |
|
SU1196746A1 |
| Способ намагничивания при контроле односторонних сварных соединений | 1975 |
|
SU702291A2 |
3
Ф1/г.1
N)
Изобретение относится к магнитной j eфeктocкoпии5 может быть использовано при обнаружении дефектов стыковых сварных .соединений из ферромагнитных материалов и является усовершенствованием известного способа по авт. ев о № 1196746„
Целью изобретения является повышение надежности контроля всего поперечного сечения усиления шва за счет )авномериого намагничивания его и увеличения рабочего диапазона линей- Иой части характе1)истики ленты.
На фиг,1 показано устройство для Ьсуществления предлагаемого способа; на фиг.2 - схема изменения танген1ди- ;альной составляющей результирующего роля в поперечном направлении шва; jHa фиг.З - кривая намагничивания для ленты,. ,
: Устройство содержит электромагнит i1 с обмоткой 2, на полюсах 3 которого закреплены пластины 4 с возможностью перемещения их по плоскости полюса и закрепленные к полюсам с помо- щью болтов 5
Способ осуществляют следующим об разом.
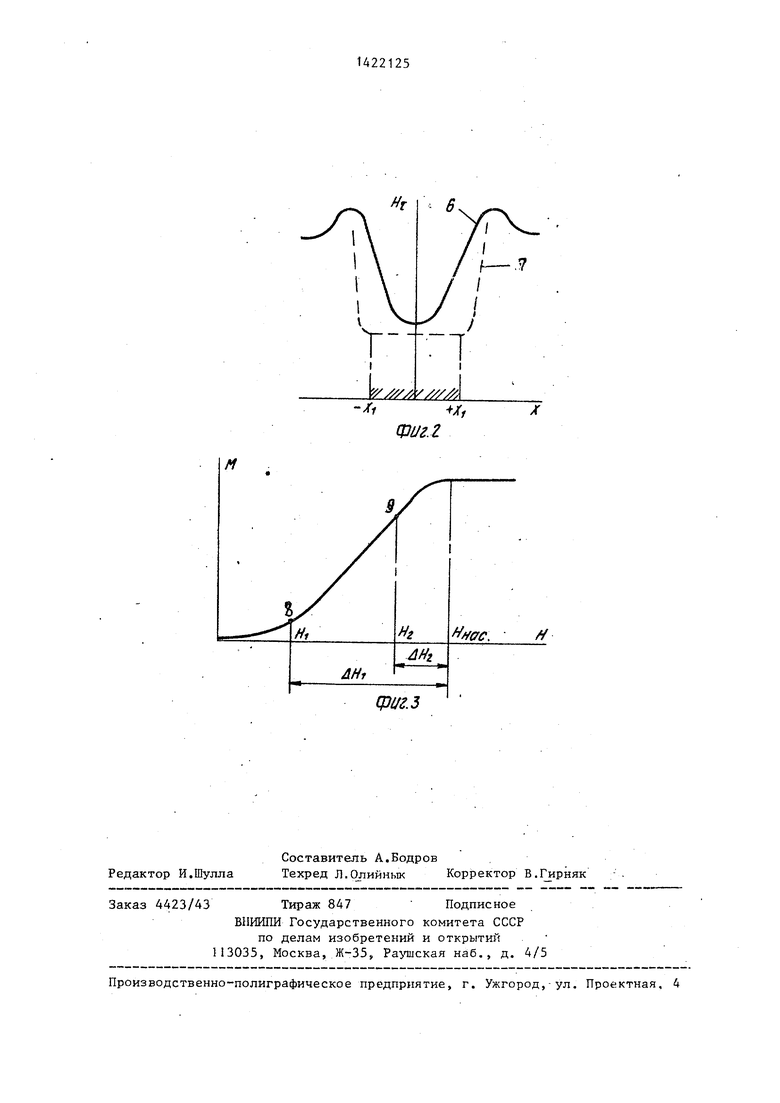
: Пластины 4 подмагничивающей системы закрепляют на полюсах 3 электро- :магнита с помощью болтов 5 с возмож- ностью перемещения в вертикальной плоскости, а полюсы электромагнита - с возможностью перемещения в горизонтальной плоскости. Для осуществления контроля расстояния /| выбирают в пределах О /3 4 мм. При этом средняя часть усиления щва дополнительно подмагничивается так как находится ближе к подмагничивающей системе. В целом шов в поперечном направлений намагничивается более равномерно (фиг,25 кривая 6), чем при известном сггособе (кривая 7), Для-контроля подбирают ленту, у которой рабочая точ ка 9 (фиг.З) совпадает с начальной точкой 8 крутого возрастающего участка ее характеристики, Рабочий диапазон характеристики ленты ЛН, Н (,йс где - минимальное з начение
0
5
0
5
0
5
0
5
0
поля, намагничивающее ленту до насыщения, примерно одинаков для всех то- чек шва, так как на отрезке -Х.йХ
+Х шов намагничен равномерно. При известном способе контроля различные точки ленты намагничены по- разному (фиг.2, кривая 7), а потому рабочие точки характеристики ленты разные и разные рабочие диапазоны ленты для них 4Н Н p, - Н,;.
П р и м е р. Контролируют два сварных образца из стали Ст.З толщиной 6 мм, имеющие валики сварных швов шириной. 14,5 мм и высотой 2,25 мм, В одном образце в корне шва выполнена канавка, имитирующая непровар величи ной 25% от толщины, В другом образце такой же по величине искусственный дефект выполнен на расстоянии 3 мм от плоскости симметрии щва. Толщина пластин подмагничивающей системы составляет 4 мм. Угол с/ 90 (экспериментально установлено, что при SO величина угла практически не влияет на результаты контроля). Отличие амплитуд сигналов от обоих дефектов составляло около 100%. При предлагаемом способе толщина пластин та же, а расстояние Л составляет 2,0 мм. Отличие амплитуд сигналов, обусловленньгх дефектами, не превышает 10%..
Способ магнитографического контроля позволяет повысить надежность и достоверность контроля всей щирины сварного шва,
S
Формула изобретения
Способ магнитографического контроля сварных соединений по авт. ев, № 1196746, отличающийся тем, что, с целью повыщения надежности контроля стыковых сварных соединений, пластины со скосом кромки-расг полагают на расстоянии С + Л от поверхности изделия, где С высота .усиления шва, а Л выбирают в пределах О . Л j 4 мм.
м
.
-/Г- /r
(Оиг.г
ср1/г.з
