Фи&.1
Изобретение относится к средствам Магнитной дефектоскопии и может быть использовано для калибровки магнитнь.1х дефектоскопов,
J Целью изобретения является расширение области использования за счет калибровки также и дефектоскопов, контролирующих изделия со сварным Швом,
На фиг, 1 приведена схема устройства; на. фиг, 2 - распределение маг- |штных полей дефекта, валика сварного фва при намагничивании образца полем 0 перпендикулярно его поверхности, ; Устройство содержит контрольный образец I без дефекта, две двухпровод йые линии 2 и 3, соединенные с источ- (мкамл тока 4 и 5 соответственно. Расстояние между проводниками двухпровод йой линии 2 больше, чем расстояние йежду проводниками первой, и выбира- ется равным ширине сварного шва Ъ, а расстояние между проводниками пер- Эой двухпроводной линии равно ширине минимального предполагаемого дефекта в контролируемом изделии.
Устройство работает следующим об- |разом.
Образец 1 без дефекта намагничива
ется полем Н перпендикулярно поверх- ности, От источников 4 и 5 тока по двухпроводным линиям 2 и 3 пропускают электрический ток в противоположных Направлениях, Направление тока во внутренней двухпроводной линии 3 выбирается таким, чтобы создаваемое манитное поле между проводниками было противоположно направлению внешнего поля Н , После установки необходимых Значений тока в двухпроводшлх линиях на поверхность устройства устанавливают датчик магнитного дефектоскопа (не показан) и перемещают его в направлении, пересекающем двухпроводные линии 2 и 3, При прохождении датчика по-двухпроводной линии 3 регулируют чувствительность магнитного де
0
5
0
5
0
5
фектоскопа так, чтобы дефектоскоп выявлял заданный дефект,
П р и м ер. Калибруют магнитографический дефектоскоп МД-11Г для контроля сварного изделия толщиной 6 мм с размерами усиления сварного шва Ъ 15 мм и мм при параллельном намагничивании. Необходимо выявить дефекты раскрытия более 0,5 мм,
Используют устройство, содержащее бездефектный образец толщиной 6 мм и две двухпроводные линии, расстояния между проводниками которых соответственно равно 15 и 0,5 мм. Затем на пластины укладывают магнитную ленту И-4701-35, Образец намагничивают внешним полем А/см, а по линии пропускают ток: 100А по внешней и 15А
по внутренней. Ленту считывают на дефектоскопе. Ручкой Чувствительность добиваются устойчивого сигнала, обусловленного полем узкой линии.
Устройство для калибровки магнитных дефектоскопов позволит калибровать дефектоскопы, предназначенные для контроля изделий со сварными швами, за. счет имитации валика усиления сварного шва на калибровочном контг- рольном образце без дефекта. Формула изобретения
Устройство для калибровки магнитных дефектоскопов по авт,св, № 911305, отличающееся тем, что, с целью расширения области использования за счет калибровки также и дефектоскопов, предназначенных для контроля изделий со сварным швом, оно снабжено второй двухпроводной линией, закрепленной на поверхности контрольно- . го образца в одной плоскости и параллельно первой двухпроводной линии, и подключенным к второй двухпроводной линии вторым источником тока, а рас,-. стояние между проводниками второй двухпроводной линии больше, чем расстояние между проводниками первой двухпроводной линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1988 |
|
SU1589190A1 |
| Способ калибровки магнитных дефектоскопов | 1991 |
|
SU1797029A1 |
| Устройство для калибровки магнитных дефектоскопов (его варианты) | 1980 |
|
SU911305A1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ МАГНИТНЫХ ДЕФЕКТОСКОПОВ | 1992 |
|
RU2040787C1 |
| Способ калибровки магнитных дефектоскопов и устройство для его осуществления | 1991 |
|
SU1817015A1 |
| Способ магнитографического контроля | 1989 |
|
SU1727043A1 |
| Способ магнитографического контроля изделий | 1990 |
|
SU1744630A1 |
| Способ магнитографического контроля сварных швов | 1989 |
|
SU1748035A1 |
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1990 |
|
RU2010225C1 |
| Способ магнитографического контроля | 1991 |
|
SU1832191A1 |

Изобретение относится к средствам магнитной дефектоскопии и может быть использовано для калибровки магнитных дефектоскопов. Целью изобретения является расширение функциональных возможностей за счет имитации валика усиления сварного шва на контрольном образце. Для достижения цели устройство для калибровки магнитных дефектоскопов содержит бездефектный контрольный образец 1, две двухпроводные линии 2 и 3, соединенные и источниками 4 и 5. Расстояние между проводниками внешней двухпроводной линии 2 выбирается равным ширине сварного шва, а расстояние между проводниками внутренней двухпроводной линии равно ширине минимального дефекта в контролируемом изделии. Направление тока во внутренней двухпроводной линии 3 выбирается таким, чтобы создаваемое магнитное поле между проводниками было противоположно направлению внешнего поля Н 0. 1 з.п.ф-лы, 2 ил.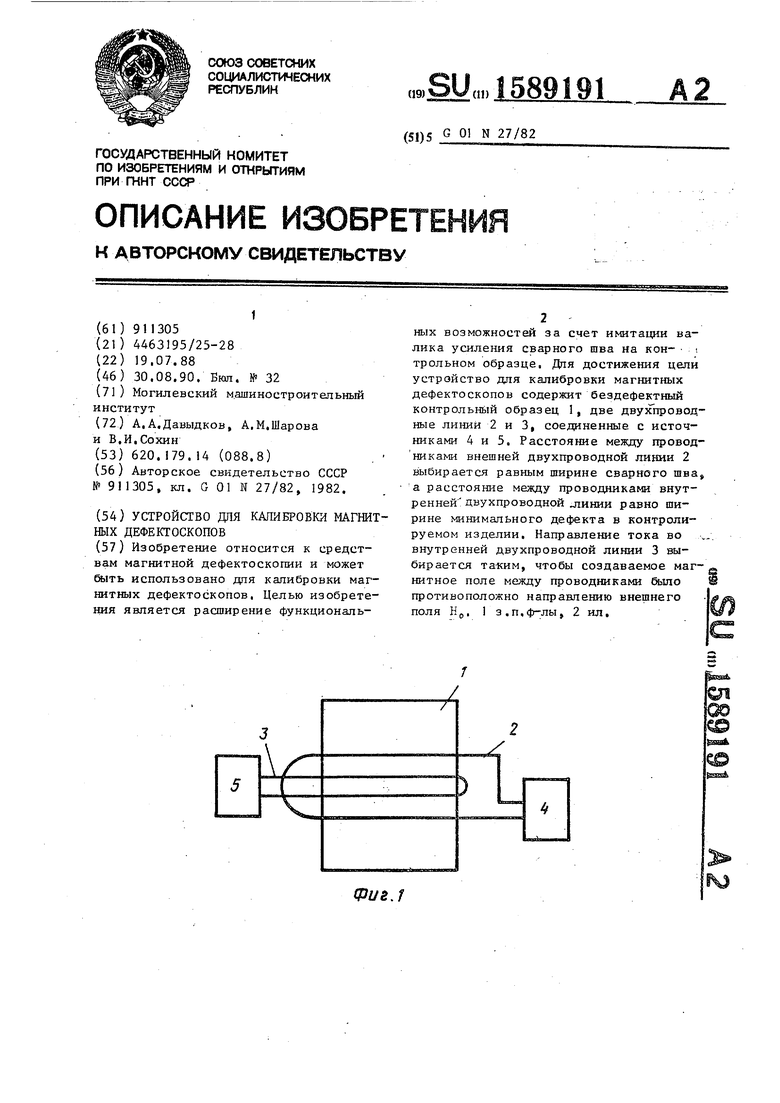
| Устройство для калибровки магнитных дефектоскопов (его варианты) | 1980 |
|
SU911305A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
