Изобретение относится к магнитной дефектоскопии и может быть использовано при контроле качества односторонних стыковых сварных соединений, выполненных на съемной подкладке, формирующей обратный валик шва (например, обечаек, полотнищ резервуаров).
Известен контрольный образец для магнитной дефектоскопии, представляющий две пластины, соединенные сварным швом с монотонно изменяющейся величиной валика шва.
Недостатком его является низкая точность имитации дефекта в корне шва одностороннего сварного соединения.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является контрольный образец, представляющий две планки, соединенные сварным швом переменного сечения с изменяющейся величиной радиуса кривизны валика шва, содержащий с противоположной стороны шва в его корне прорези, имитирующие дефект, с установленным вдоль дефекта ферромагнитным сегментом
переменного сечения с монотонно изменяющейся величиной радиуса кривизны.
Недостатком его является низкая точность имитации дефекта в корне шва одностороннего стыкового соединения. В соединении, выполненном на съемной подкладке, обратный валик образуется только при условии полного проплавления материала свариваемых деталей. Поэтому по отсутствию обратного валика косвенно можно предположить о наличии в этом месте шва в его корне непровара. Ширина непровара может быть настолько мала, что визуально без изготовления макрошлифов обнаружить его невозможно. Отсутствие обратного валика шва недостаточно для установления наличия в шве дефекта и определения его величины.
Поле в зоне дефекта в значительной степени зависит от конфигурации обратного валика. Чем точнее имитирован обратный валик, тем точнее можно идентифицировать одинаковые дефекты в контрольном образце и в контролируемом изделии.
Целью изобретения является повышение точности имитации дефекта в корне
шва.
Поставленная цель достигается тем, что в контрольном образце для магнитной дефектоскопии сварных швов, содержащем две планки, соединенные сварным швом, обратный валик усиления шва и искусственный дефект в виде прорези, обратный валик выполнен прерывистым с закругленными концевыми участками, а прорезь выполнена между ними.
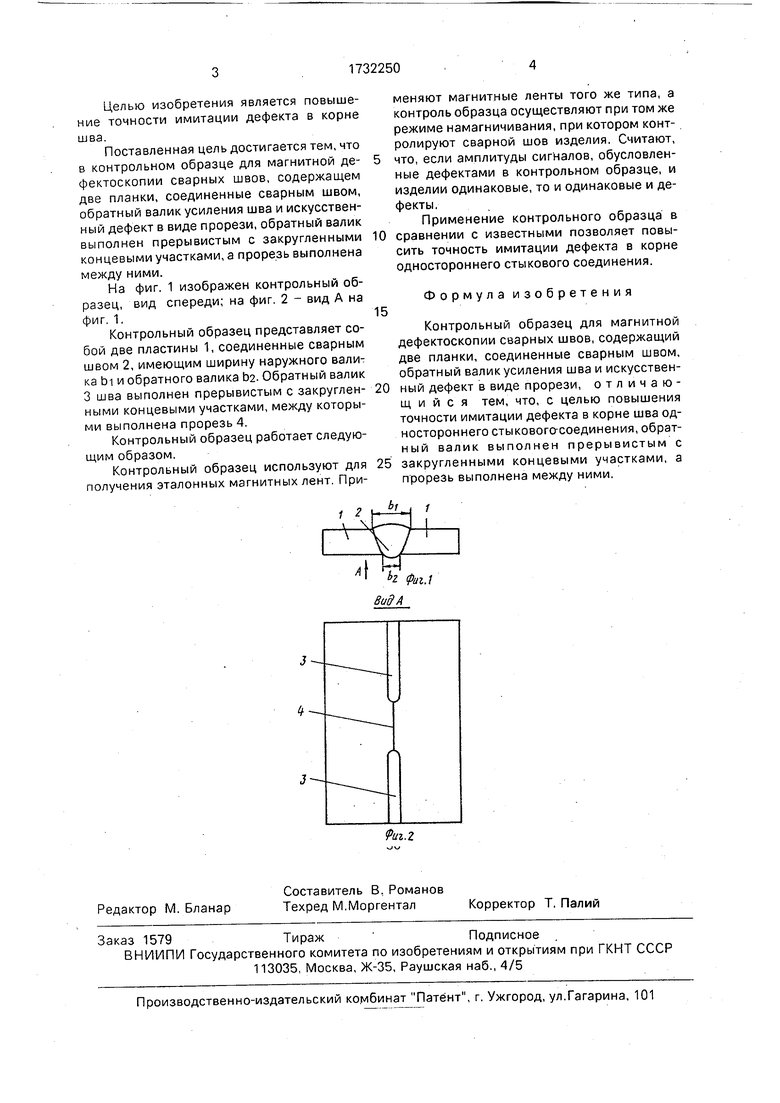
На фиг. 1 изображен контрольный образец, вид спереди; на фиг. 2 - вид А на фиг. 1.
Контрольный образец представляет собой две пластины 1, соединенные сварным швом 2, имеющим ширину наружного валика bi и обратного валика D2. Обратный валик 3 шва выполнен прерывистым с закруглен ными концевыми участками, между которыми выполнена прорезь 4.
Контрольный образец работает следующим образом.
Контрольный образец используют для получения эталонных магнитных лент. При-
10
15
20
25
меняют магнитные ленты того же типа, а контроль образца осуществляют при том же режиме намагничивания, при котором контролируют сварной шов изделия, Считают, что, если амплитуды сигналов, обусловленные дефектами в контрольном образце, и изделии одинаковые, то и одинаковые и дефекты.
Применение контрольного образца в сравнении с известными позволяет повысить точность имитации дефекта в корне одностороннего стыкового соединения.
Формула изобретения
Контрольный образец для магнитной дефектоскопии сварных швов, содержащий две планки, соединенные сварным швом, обратный валик усиления шва и искусственный дефект в виде прорези, отличающийся тем, что, с целью повышения точности имитации дефекта в корне шва одностороннего стыковогасоединения, обрат- ный валик выполнен прерывистым с закругленными концевыми участками, а прорезь выполнена между ними.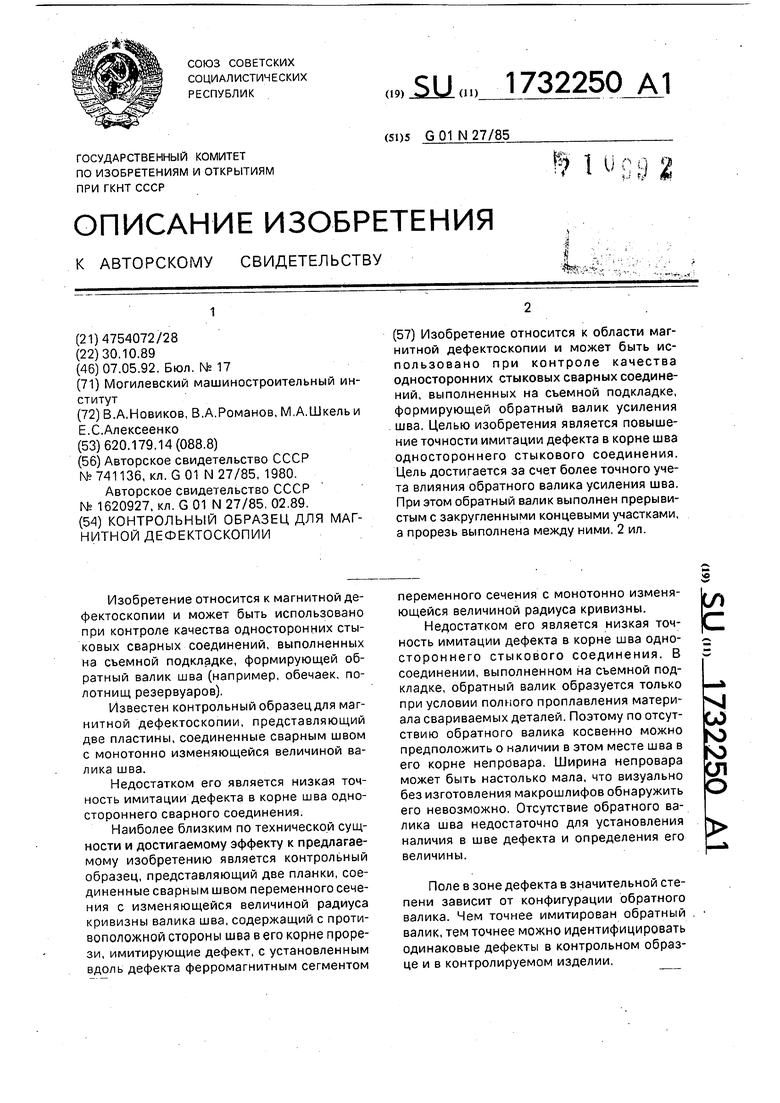
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления эталонных образцов для дефектоскопии | 1989 |
|
SU1705730A1 |
| Контрольный образец для магнитографической дефектоскопии | 1989 |
|
SU1677602A1 |
| Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2017 |
|
RU2653138C1 |
| Способ ультразвукового контроля стыковых сварных соединений с подкладкой | 1988 |
|
SU1548749A1 |
| Способ изготовления фланцевой вставки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне | 2016 |
|
RU2625985C1 |
| Контрольный образец для магнитной дефектоскопии | 1989 |
|
SU1658069A1 |
| Устройство для калибровки магнитных дефектоскопов | 1988 |
|
SU1589191A2 |
| Способ магнитографического контроля сварных швов | 1990 |
|
SU1755169A1 |
| Контрольный образец для магнитной дефектоскопии | 1990 |
|
SU1778670A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
Изобретение относится к области магнитной дефектоскопии и может быть использовано при контроле качества односторонних стыковых сварных соединений, выполненных на съемной подкладке, формирующей обратный валик усиления шва, Целью изобретения является повышение точности имитации дефекта в корне шва одностороннего стыкового соединения. Цель достигается за счет более точного учета влияния обратного валика усиления шва, При этом обратный валик выполнен прерывистым с закругленными концевыми участками, а прорезь выполнена между ними. 2 ил.
| Контрольный образец для магнитной дефектоскопии | 1978 |
|
SU741136A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
