устройством 12 перемещения суппорта 7 и исполнительным устройством 13 поперечной подачи резца 8. Резец 8 установлен на жесткой прокладке 14, связанной с исполнительным устр-вом 13. В состав устройства входит источник 15 питания постоя иного тока, отрицательный вывод которого соединен с резцом 8, а положительный - подключен к основанию 1. Устройство позволяет повысить качество обточки за счет большей износостойкости резца 8 и лучшего отвода
стружки. Это происходит при пропускании через заготовку 5 изделия и резец 8 постоянного тока источника 15. Выделяемая благодаря электроосмосу вода обволакивает резец 8 тонкой пленкой, уменьшая силу трения между резцом и заготовкой и создавая лучшие условия для скольжения отходящей стружки. Кроме того, устройство содержит привод двухкоординатной подачи резца 8 и шпиндель 3 для вращения заготовки изделия 5. 7 ил.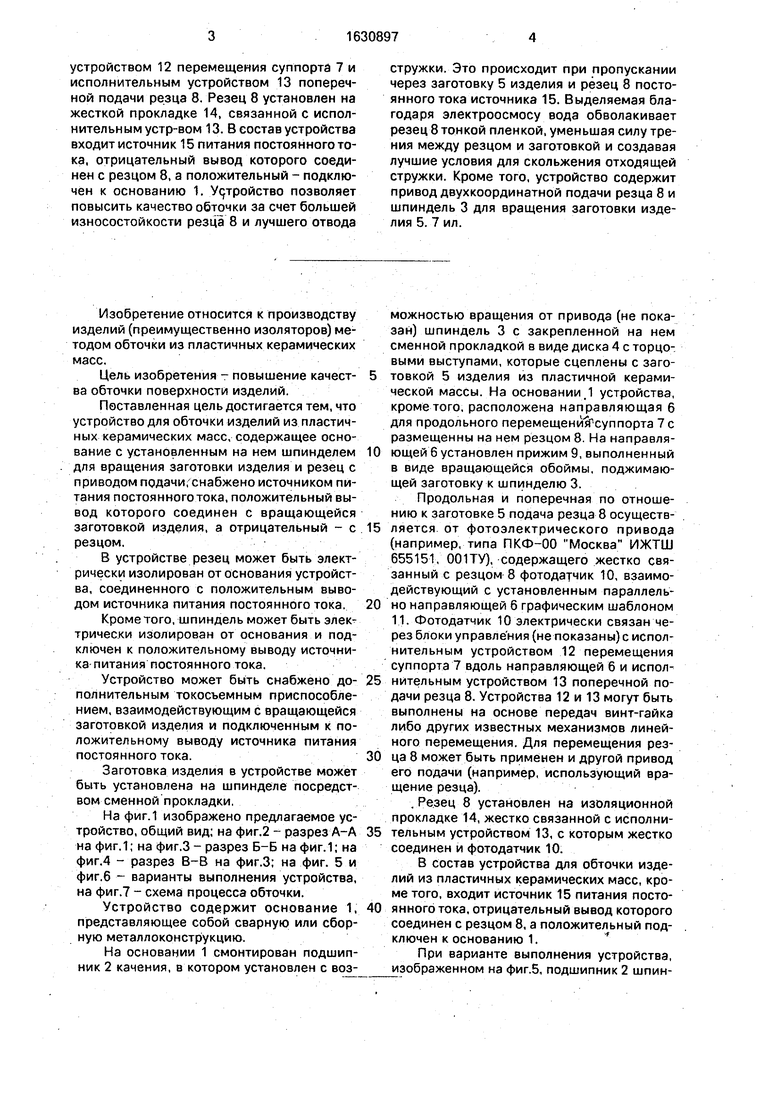
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| Устройство для обработки заготовок изоляторов | 1988 |
|
SU1645155A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ КРИСТАЛЛОВ | 1991 |
|
RU2030998C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕМПЕРАТУРЫ РЕЗАНИЯ ПРИ ТОЧЕНИИ | 2006 |
|
RU2311265C1 |
| Многошпиндельное устройство к токарному станку | 1984 |
|
SU1177060A1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2746316C1 |
| ВСЕСОЮЗНАЯ IОГ-ТТ}':"^!-!-. ...--..,,fА11г:г1*1ш-!:.А;-;-п;'' ^ЦЩ___БИ5ЛИС7и:?[Л (В. И. Романов | 1970 |
|
SU285473A1 |
| Способ комбинированной обработки точением и поверхностным пластическим деформированием | 2020 |
|
RU2728994C1 |
| Способ измерения термо-ЭДС при точении | 2020 |
|
RU2737660C1 |
Изобретение относится к производству изделий, преимущественно изоляторов, методом обточки из пластичных керамических масс. Целью изобретения является повышение качества обточки поверхности изделий. Устройство для обточки изделий содержит основание 1. На основании 1 смонтирован подшипник 2 качения, в котором установлен с возможностью вращения шпиндель 3 с закрепленной на нем сменной прокладкой в виде диска 4 с торцовыми выступами, которые сцеплены с заготовкой 5 изделия. На основании 1 устройства расположена направляющая 6 для продольного перемещения суппорта 7 с размещенным на нем резцом 8. Подача резца 8 осуществляется от фотоэлектрического привода, содержащего жестко связанный с резцом фотодатчик 10, взаимодействующий с графическим шаблоном 11. Фотодатчик 10 электрически связан через блоки управления с исполнительным с Ј о Gs О 00 Ю VI Фиг f
Изобретение относится к производству изделий (преимущественно изоляторов) методом обточки из пластичных керамических масс.
Цель изобретения - повышение качества обточки поверхности изделий.
Поставленная цель достигается тем, что устройство для обточки изделий из пластичных керамических масс, содержащее основание с установленным на нем шпинделем для вращения заготовки изделия и резец с приводом прдачи. снабжено источником питания постоя иного тока, положительный вывод которого соединен с вращающейся заготовкой изделия, а отрицательный - с резцом.
В устройстве резец может быть электрически изолирован от основания устройства, соединенного с положительным выводом источника питания постоянного тока.
Кроме того, шпиндель может быть электрически изолирован от основания и подключен к положительному выводу источника питания постоянного тока.
Устройство может быть снабжено дополнительным токосъемным приспособлением, взаимодействующим с вращающейся заготовкой изделия и подключенным к положительному выводу источника питания постоянного тока.
Заготовка изделия в устройстве может быть установлена на шпинделе посредством сменной прокладки.
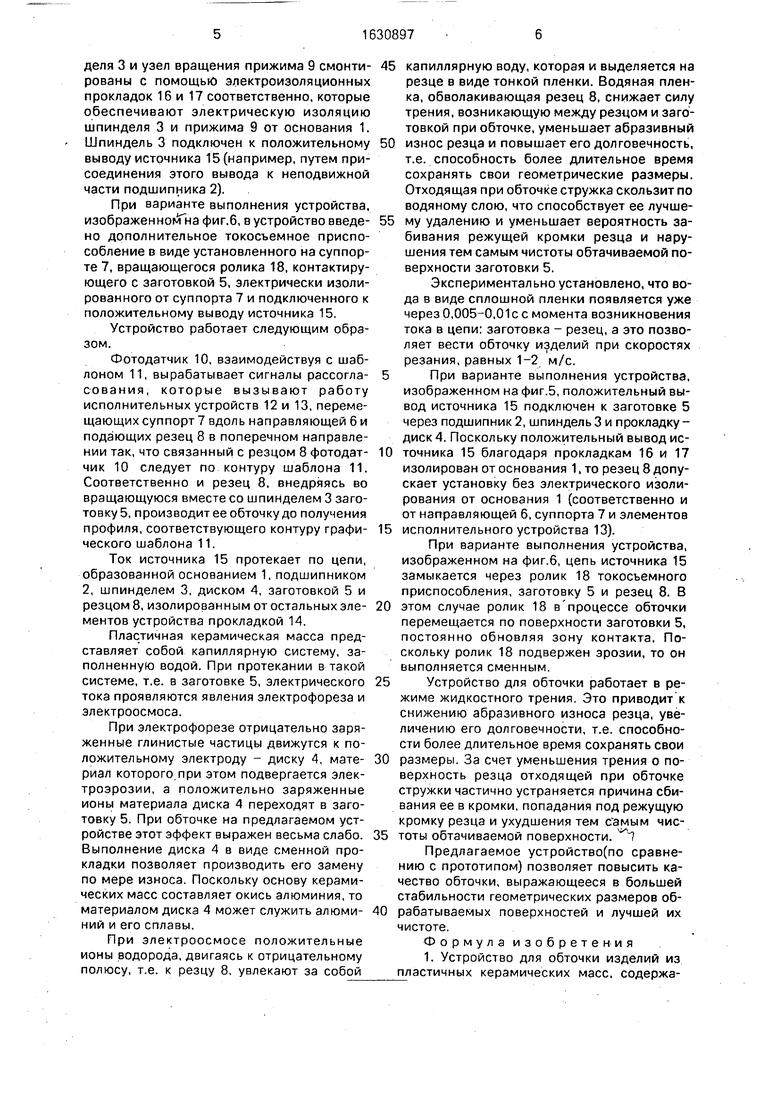
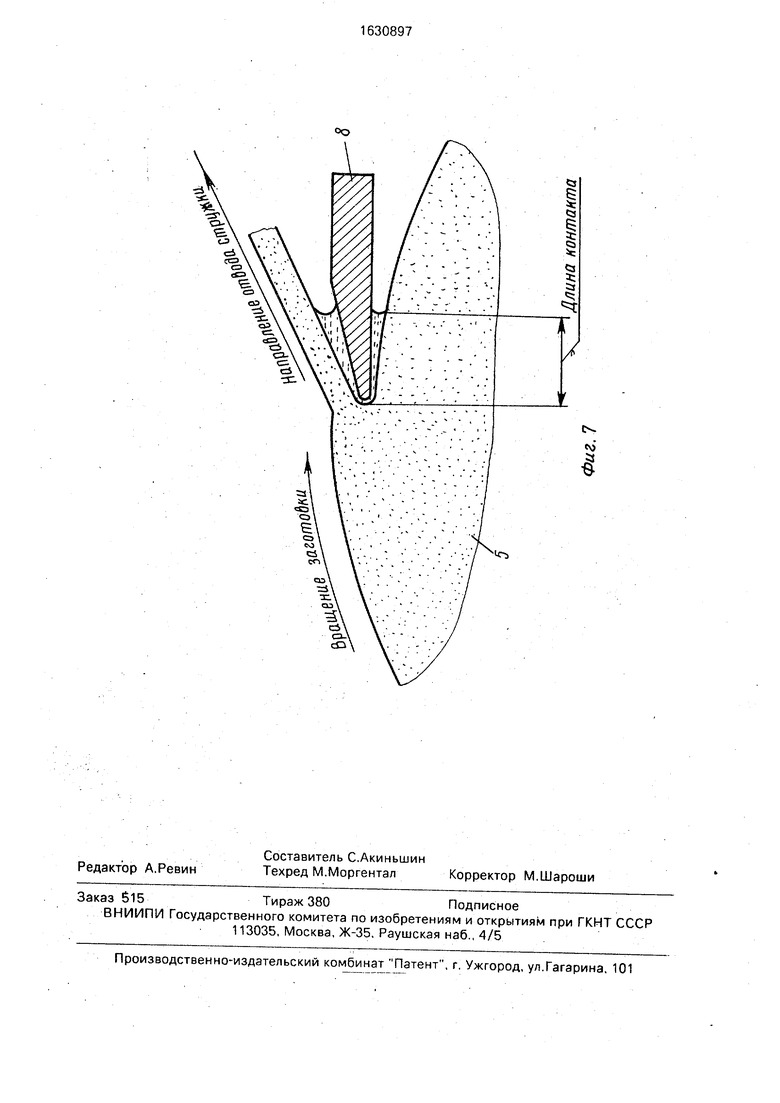
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг. 1; на фиг.4 - разрез В-В на фиг.З; на фиг. 5 и фиг.6 - варианты выполнения устройства, на фиг.7 - схема процесса обточки.
Устройство содержит основание 1, представляющее собой сварную или сборную металлоконструкцию.
На основании 1 смонтирован подшипник 2 качения, в котором установлен с возможностью вращения от привода (не показан) шпиндель 3 с закрепленной на нем сменной прокладкой в виде диска 4 с торцовыми выступами, которые сцеплены с заготовкой 5 изделия из пластичной керамической массы. На основании ,1 устройства, кроме того, расположена направляющая 6 для продольного перемещени суппорта 7 с размещенны на нем резцом 8. На направляющей 6 установлен прижим 9, выполненный в виде вращающейся обоймы, поджимающей заготовку к шпинделю 3.
Продольная и поперечная по отношению к заготовке 5 подача резца 8 осуществляется от фотоэлектрического привода (например, типа ПКФ-00 Москва ИЖТШ 655151, 001 ТУ), содержащего жестко связанный с резцом 8 фотодаучик 10, взаимодействующий с установленным параллельно направляющей 6 графическим шаблоном 11. Фотодатчик 10 электрически связан через блоки управления (не показаны) с исполнительным устройством 12 перемещения суппорта 7 вдоль направляющей 6 и исполнительным устройством 13 поперечной подачи резца 8. Устройства 12 и 13 могут быть выполнены на основе передач винт-гайка либо других известных механизмов линейного перемещения. Для перемещения резца 8 может быть применен и другой привод его подачи (например, использующий вращение резца).
, Резец 8 установлен на изоляционной прокладке 14, жестко связанной с исполнительным устройством 13, с которым жестко соединен и фотодатчик 10.
В состав устройства для обточки изделий из пластичных керамических масс, кроме того, входит источник 15 питания посто0 янного тока, отрицательный вывод которого соединен с резцом 8, а положительный подключен к основанию 1.
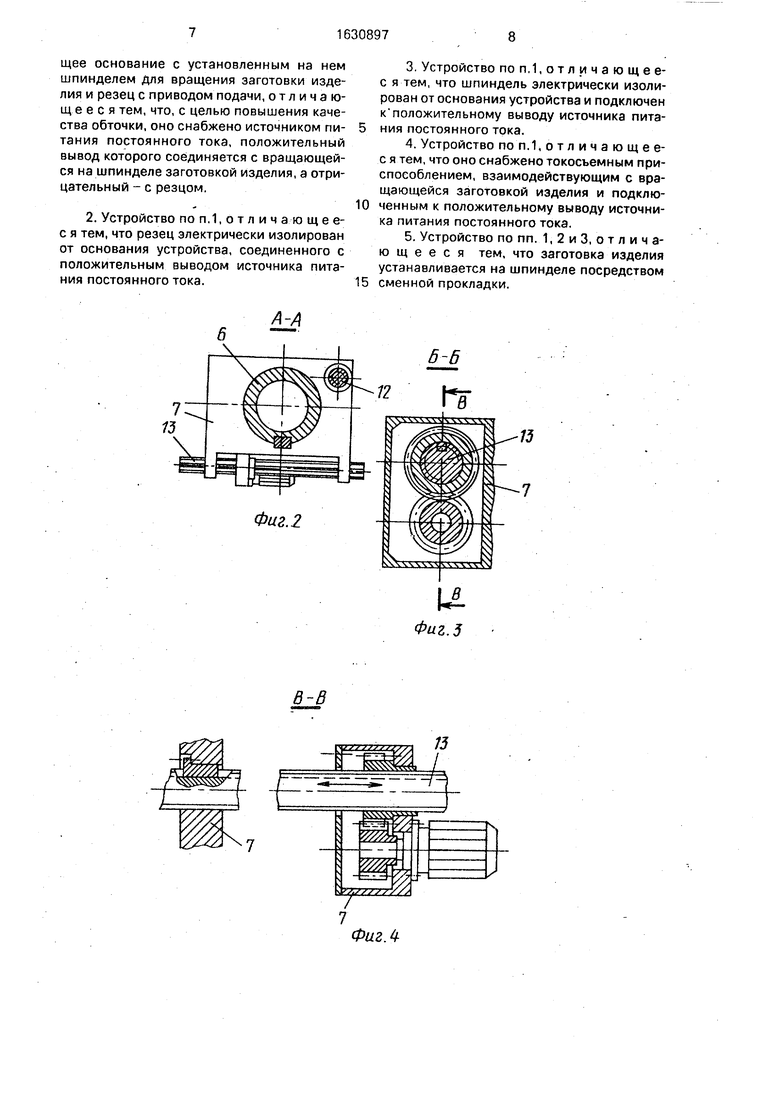
При варианте выполнения устройства, изображенном на фиг.5, подшипник 2 шпинделя 3 и узел вращения прижима 9 смонтированы с помощью электроизоляционных прокладок 16 и 17 соответственно, которые обеспечивают электрическую изоляцию шпинделя 3 и прижима 9 от основания 1. Шпиндель 3 подключен к положительному выводу источника 15 (например, путем присоединения этого вывода к неподвижной части подшипника 2).
При варианте выполнения устройства, изображенном на фиг.6, в устройство введено дополнительное токосъемное приспособление в виде установленного на суппорте 7, вращающегося ролика 18, контактирующего с заготовкой 5, электрически изолированного от суппорта 7 и подключенного к положительному выводу источника 15.
Устройство работает следующим образом.
Фотодатчик 10, взаимодействуя с шаблоном 11, вырабатывает сигналы рассогласования, которые вызывают работу исполнительных устройств 12 и 13, перемещающих суппорт 7 вдоль направляющей 6 и подающих резец 8 в поперечном направлении так, что связанный с резцом 8 фотодатчик 10 следует по контуру шаблона 11. Соответственно и резец 8, внедряясь во вращающуюся вместе со шпинделем 3 заготовку 5, производит ее обточку до получения профиля, соответствующего контуру графического шаблона 11.
Ток источника 15 протекает по цепи, образованной основанием 1, подшипником 2, шпинделем 3, диском 4, заготовкой 5 и резцом 8, изолированным от остальных элементов устройства прокладкой 14.
Пластичная керамическая масса представляет собой капиллярную систему, заполненную водой. При протекании в такой системе, т.е. в заготовке 5, электрического тока проявляются явления электрофореза и электроосмоса.
При электрофорезе отрицательно заряженные глинистые частицы движутся к положительному электроду - диску 4, материал которого при этом подвергается электроэрозии, а положительно заряженные ионы материала диска 4 переходят в заготовку 5. При обточке на предлагаемом устройстве этот эффект выражен весьма слабо. Выполнение диска 4 в виде сменной прокладки позволяет производить его замену по мере износа. Поскольку основу керамических масс составляет окись алюминия, то материалом диска 4 может служить алюминий и его сплавы.
При электроосмосе положительные ионы водорода, двигаясь к отрицательному полюсу, т.е. к резцу 8, увлекают за собой
5 капиллярную воду, которая и выделяется на резце в виде тонкой пленки. Водяная пленка, обволакивающая резец 8, снижает силу трения, возникающую между резцом и заготовкой при обточке, уменьшает абразивный
0 износ резца и повышает его долговечность, т.е. способность более длительное время сохранять свои геометрические размеры. Отходящая при обточке стружка скользит по водяному слою, что способствует ее лучше5 му удалению и уменьшает вероятность забивания режущей кромки резца и нарушения тем самым чистоты обтачиваемой поверхности заготовки 5.
Экспериментально установлено, что вода в виде сплошной пленки появляется уже через 0,005-0,01с с момента возникновения тока в цепи: заготовка - резец, а это позволяет вести обточку изделий при скоростях резания, равных 1-2 м/с.
5При варианте выполнения устройства,
изображенном на фиг.5, положительный вывод источника 15 подключен к заготовке 5 через подшипник 2, шпиндель 3 и прокладку - диск 4. Поскольку положительный вывод ис0 точника 15 благодаря прокладкам 16 и 17 изолирован от основания 1, то резец 8 допускает установку без электрического изолирования от основания 1 (соответственно и от направляющей 6, суппорта 7 и элементов
5 исполнительного устройства 13).
При варианте выполнения устройства, изображенном на фиг.6, цепь источника 15 замыкается через ролик 18 токосьемного приспособления, заготовку 5 и резец 8. В
0 этом случае ролик 18 в процессе обточки перемещается по поверхности заготовки 5, постоянно обновляя зону контакта. Поскольку ролик 18 подвержен эрозии, то он выполняется сменным.
5 Устройство для обточки работает в режиме жидкостного трения. Это приводит к снижению абразивного износа резца, увеличению его долговечности, т.е. способности более длительное время сохранять свои
0 размеры. За счет уменьшения трения о поверхность резца отходящей при обточке стружки частично устраняется причина сбивания ее в кромки, попадания под режущую кромку резца и ухудшения тем с амым чис- 5 тоты обтачиваемой поверхности.
Предлагаемое устройство(по сравнению с прототипом) позволяет повысить качество обточки, выражающееся в большей стабильности геометрических размеров об- 0 рабатываемых поверхностей и лучшей их чистоте.
Формула изобретения 1. Устройство для обточки изделий из пластичных керамических масс, содержащее основание с установленным на нем шпинделем для вращения заготовки изделия и резец с приводом подачи, отличающееся тем, что, с целью повышения качества обточки, оно снабжено источником питания постоянного тока, положительный вывод которого соединяется с вращающейся на шпинделе заготовкой изделия, а отрицательный - с резцом.
0
5
6-6
ФигЛ
Фиг. 5
Фиг. 6
cD
