Изобретение относится к обработке металлов давлением, а именно к устройствам для правки цилиндрических изделий, преимущественно металлических бочек.
Цель изобретения - повышение эффективности правки изделий путем обеспечения равномерного приложения усилий.
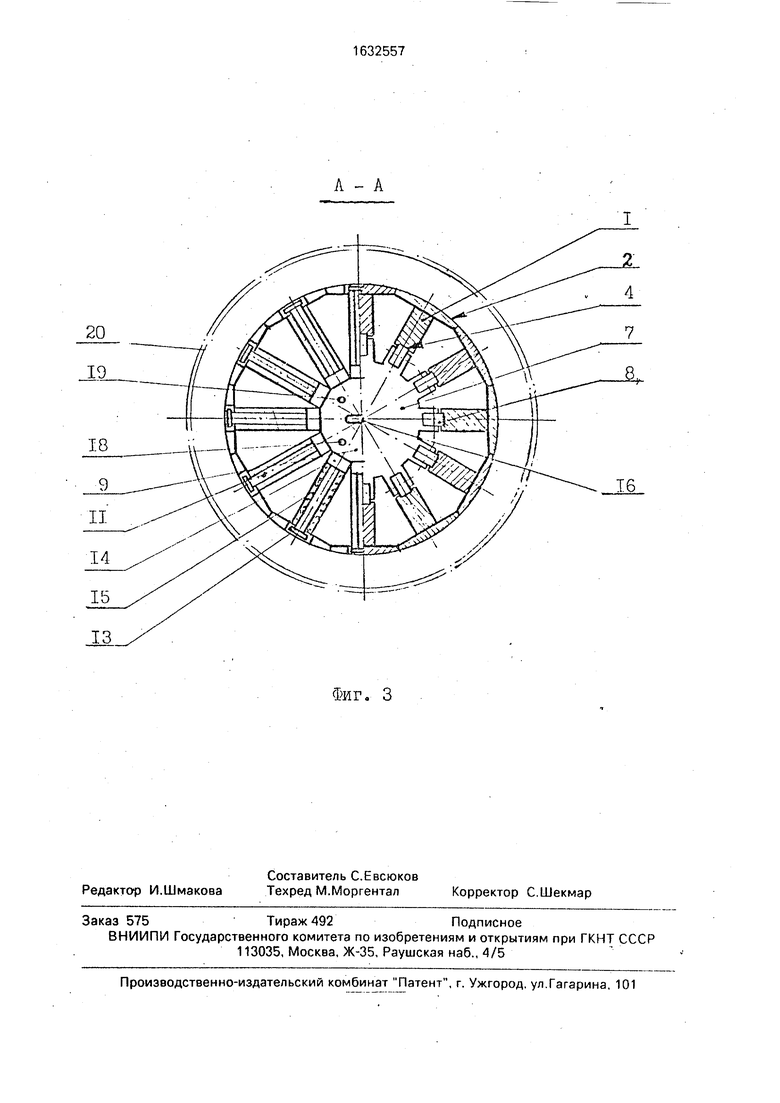
На фиг. 1 показано устройство, вид сбоку, при симметричном расположении подлежащего правке участка изделия; на фиг. 2 - то же, при смещенном положении этого участка; на фиг. 3 - разрез А-А на фиг. 1.
Устройство для правки содержит калибрующую головку, образованную сегментами 1, наружная поверхность 2 которых образует цилиндр, а внутренняя - две конических поверхности 3 с пазами 4, и силовой цилиндр, на шгоке 5 и корпусе 6 которого закреплены распорные элементы 7. На свободных концах распорных элементов 7 смонтированы с возможностью качения по пазам 4 сегментов 1 ролики 8. Все сегменты
Iсоединены между собой посредством шайб 9 и 10с консольно закрепленными на них рздиьльными направляющими 11, свободные концы которых пропущены сквозь радиальные каналы 12, выполненные в сегментах 1, Между выступами 13 и 14, выполненными соответственно на направляющих
IIи сегментах 1, расположены пружины 15 для возврата последних в исходное положение (с минимальным диаметром) К верхней
СО
ю ел ел
айбе 9 прикреплен рым-болт 16 для захваа и перемещения устройства, а к нижней айбе 10 - упругая опора 17. Рабочее тело жидкость или газ) подается в корпус б силового цилиндра по трубопроводам 18 и 19, ля пропуска которых в распорном элемене 7 и шайбе 9 выполнены отверстия (не показаны).
Устройство работает следующим образом.
Грузоподъемным механизмом за рым- болт 16 устройство устанавливают на опору 17 в вертикально стоящую деформированную бочку 20. Затем по трубопроводу 18 подают давление в бесштоковую полость силового цилиндра, и поршень со штоком 5 совершает рабочий ход. В результате расстояние между распорными элементами 7, установленными на штоке 5 и корпусе 6 цилиндра, увеличивается на величину хода поршня. При этом ролики 8 прокатываются по наклонным плоскостям пазов 4, что вызывает перемещение сегментов 1 по радиальным направляющим 11, Таким образом, осевому перемещению элементов 7 соответствует пропорциональное радиальное перемещение сегментов 1, которые, достигая номинальных внутренних размеров бочки 20, выправляют вмятины на ее боковой поверхности.
По окончании правки по трубопроводу 19 подают давление в штоковую полость силового цилиндра, и его поршеньсоверша- ет обратный ход. В результате распорные элементы 7 занимают исходное положение. Одновременно под действием пружин 15
сегменты 1, не встречая противодействия роликов 8, также устэнааливаются в исходное положение. После этого устройство грузоподъемным механизмом извлекается из
бочки 20.
Использование устройства повышает эффективность правки за счет плавного перераспределения усилий в процессе рабочего хода сегментов и производительность
труда за счет одновременной правки всей боковой поверхности бочки и простоты технологической операции в среднем на 40%. Формула изобретения Устройство для правки металлических
пустотелых изделий, содержащее силовой цилиндр с распорными элементами, закрепленными на его корпусе и штоке, сегменты, установленные вокруг цилиндра с возможностью радиального перемещения, внутренняя поверхность которых выполнена в виде двух усеченных конусов, обращенных один к другому одинаковыми основаниями, причем на конической поверхности каждого сегмента выполнен паз, в котором расположены распорные элементы, по одному от корпуса и штока, и возвратного механизма, отличающееся тем, что, с целью повышения эффективности правки путем обеспечения равномерного приложения
усилия, на концах каждого сегмента выполнены по два радиальных отверстия, а устройство снабжено двумя группами направляющих штырей, установленных в отверстиях сегментов, при этом штыри каждой группы жестко связаны между собой, а сегменты подпружинены в направлении центра
16
9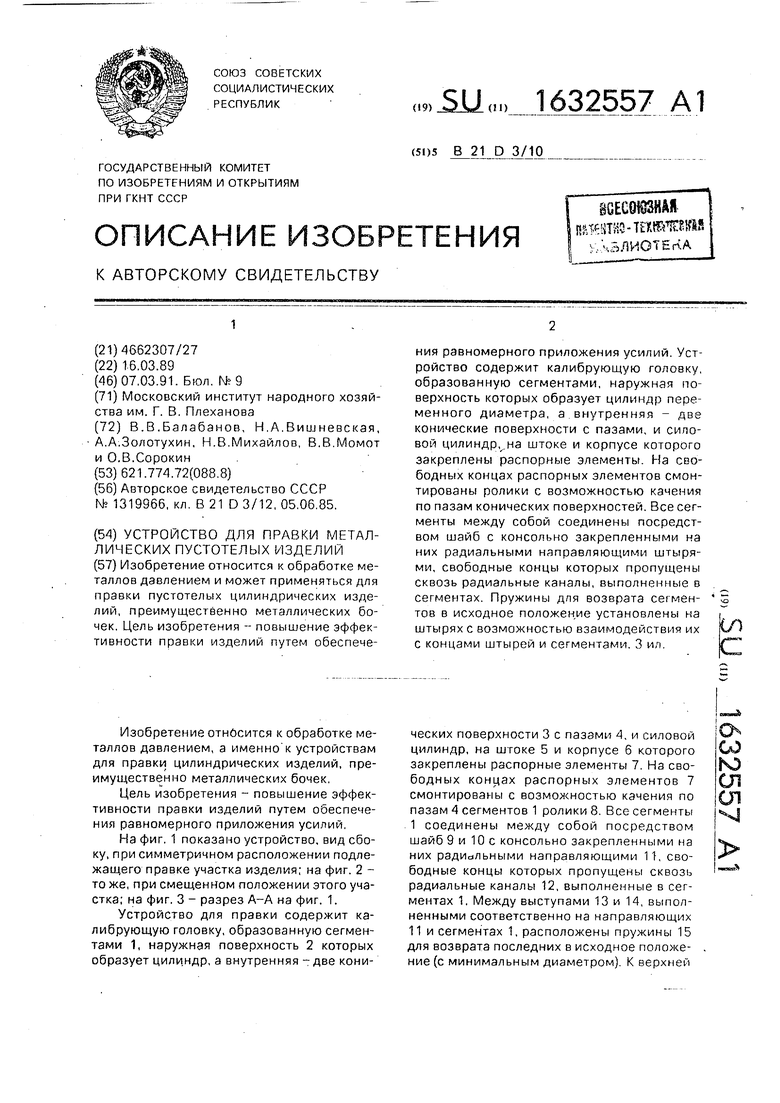

| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПРИЖАТИЯ ДЕТАЛЕЙ ПРИ ИХ ПРИКЛЕИВАНИИ | 2004 |
|
RU2272185C2 |
| Станок для правки пластин | 1989 |
|
SU1706761A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ И РАЗДАЧИ ТРУБ | 2013 |
|
RU2533621C1 |
| Роторный станок для шлифования отверстий деталей | 1989 |
|
SU1660940A1 |
| Устройство для распределения сортового проката на рольганге | 1990 |
|
SU1755987A1 |
| Автомат для сборки трубного пакета радиатора | 1981 |
|
SU996162A1 |
| УСТРОЙСТВО УДЕРЖАНИЯ И ОСВОБОЖДЕНИЯ РАСКРЫВАЕМЫХ ЭЛЕМЕНТОВ КОНСТРУКЦИИ КОСМИЧЕСКИХ АППАРАТОВ | 2015 |
|
RU2619497C2 |
| Гидромеханический экспандер дляКАлибРОВКи ОбЕчАЕК | 1979 |
|
SU822952A1 |
| Штамп для калибровки отверстий однорядных решеток сотового типа | 1977 |
|
SU707645A2 |
| ВНУТРЕННИЙ САМОЦЕНТРИРУЮЩИЙ ЛЮНЕТ | 2013 |
|
RU2542045C1 |

Изобретение относится к обработке металлов давлением и может применяться для правки пустотелых цилиндрических изделий, преимущественно металлических бочек. Цель изобретения -- повышение эффективности правки изделий путем обеспечения равномерного приложения усилий. Устройство содержит калибрующую головку, образованную сегментами, наружная поверхность которых образует цилиндр переменного диаметра, а внутренняя - две конические поверхности с пазами, и сипо- вой цилиндр, на штоке и корпусе которого закреплены распорные элементы. На свободных концах распорных элементов смонтированы ролики с возможностью качения по пазам конических поверхностей. Все сегменты между собой соединены посредством шайб с консольно закрепленными на них радиальными направляющими штырями, свободные концы которых пропущены сквозь радиальные каналы, выполненные в сегментах. Пружины для возврата сегментов в исходное положение установлены на штырях с возможностью взаимодействия их с концами штырей и сегментами. 3 ил
/////////////// Л
Щиг.1
S77&. -/лЧ- v
ФИГ. 2
Л - А
Фиг о 3
| Труборасширитель | 1985 |
|
SU1319966A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
