(54) ШТАМП ДЛЯ КАЛИБРОВКИ ОТВЕРСТИЯ . ОДНОРЯДНЫХ РЕШЕТОК СОТОВОГО ТИПА
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для калибровки отверстий однорядных решеток сотового типа | 1976 |
|
SU604606A1 |
| Штамп для калибровки | 1979 |
|
SU820972A1 |
| Штамп для обжима боковой поверхности цилиндрической детали | 1972 |
|
SU455783A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
| Устройство для калибровки отверстий деталей шариком | 1978 |
|
SU770604A1 |
| Автоматический штамп | 1974 |
|
SU538781A1 |
| Штамп для изготовления втулок | 1983 |
|
SU1146120A1 |
Изобретение относится к области обработки металлов давлением, а именно, к устройствам для правки и калибров ки.
По основному авт.св. № 604606 известен штамп для калибровки отверстий однорядных решеток сотового типа, содержащий закрепленную на подвижной плите втулку с конической внутренней поверхностью,, пуансон с конической на ружной поверхностью, установленный на неподвижной плите и состоящий из нескольких радиально подвижных в плоскости перпендикулярной оси втулки частей, а также комп.лект штырей, закрепленных в подвижной плите, -кроме того он снабжён комплектом разрядшлх втулок, насаженных на стержни, уста новленные в неподвижной плите соосно со штырями подвижной плиты ill
Недостатком известного штампа является сравнительно низкое качестг во калибровки из-за возможного несовпадения осей штырей с осями отверстий решеток, .
Целью изобретения является повышение качества правки.
Указанная цель достигается за счет того, что штыри и разрезные
втулки снабжены опорами, выполненными в виде подпружиненных шариков и расположенными соответственно в подвижной и неподвижнрй плитах, при этом штыри и разрезные втулки установлены с зазором. .
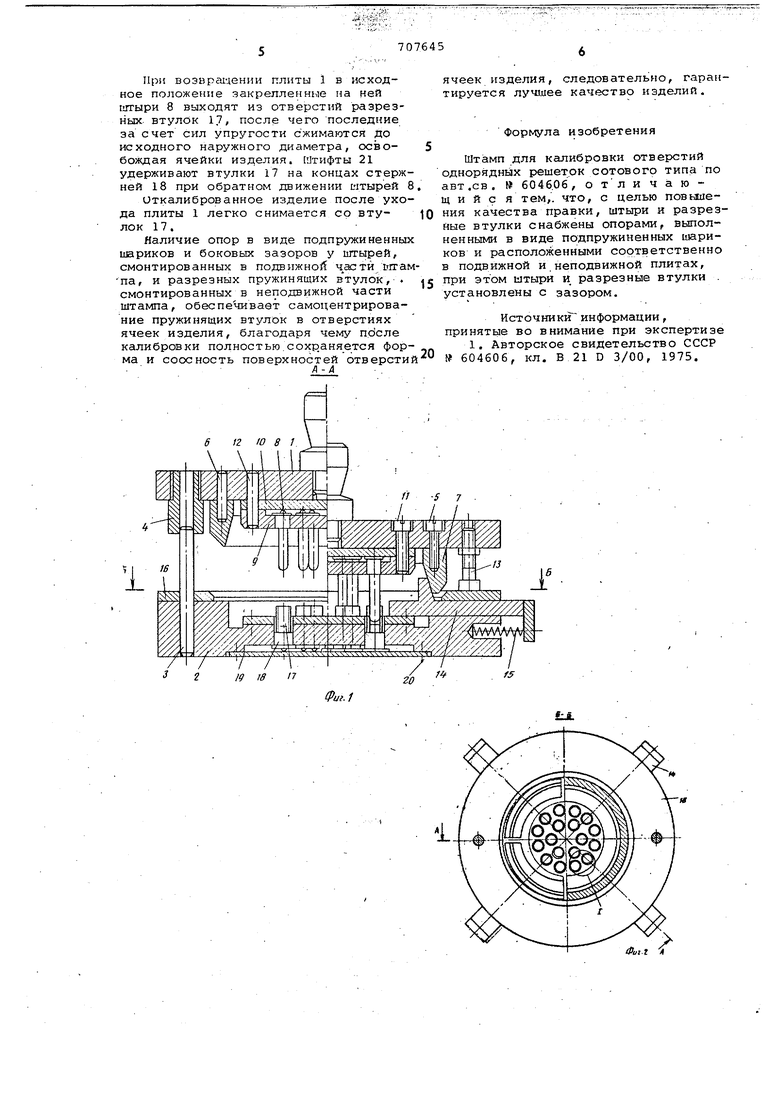
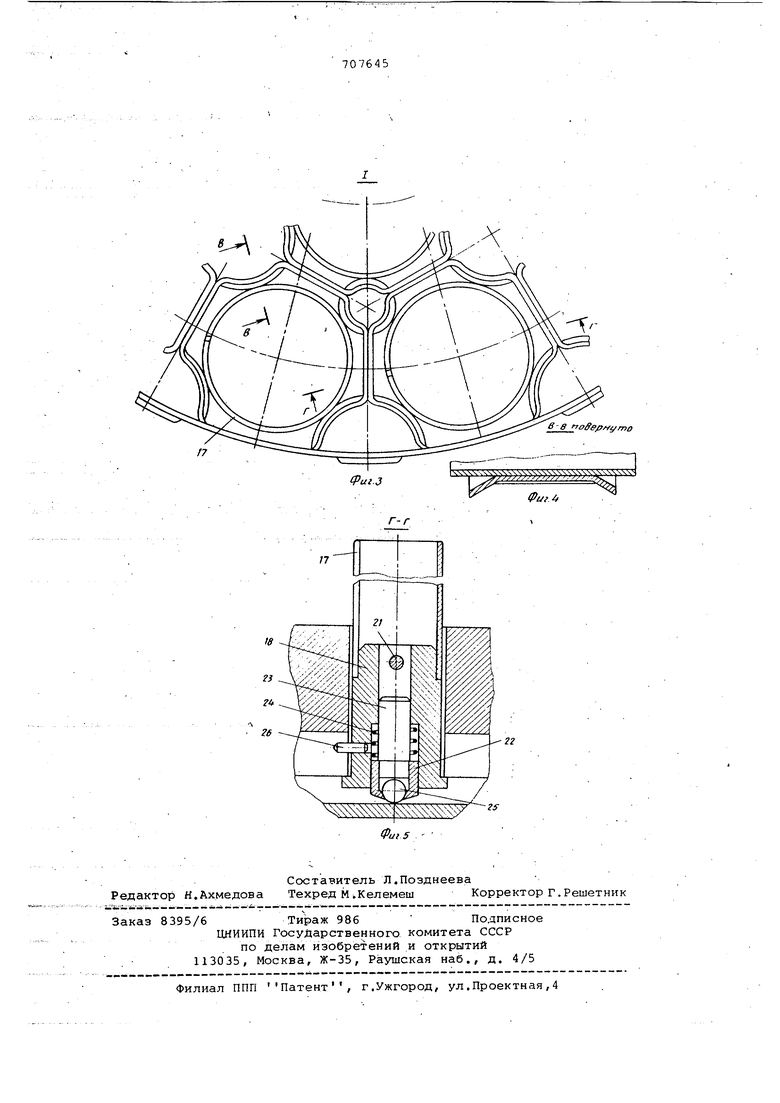
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - неподвижная часть штампа; на фиг. 3 -обрабатываемое
0 в штампе изделие, .общий вид и продольное сечение ячейки; на фиг. 4 - разрез В-В; на фиг. 5 - разрезная пружинящая втулка с шариковой подпружиненной опорой, продольный раз5рез.
Штамп содержит верхнюю подвижную 1 и нижнюю неподвижную 2 плиты,свя занные между собой направляющими колонками 3, запрессованны1«1и в не0подвижную плиту и скользящими в отверстиях направляющих втулок 4, которые закреплены с помощью стиракрила в верхней плите 1.
На подвижной плите 1 винтами 5
5 и ориентирующими ытифтами 6 закреплена втулка 7 с конической внутренней поверхностью . На .п .;движкой плите паралле.льно её перемещению смонтирован также комплект цллиндричес0них штырей 8, для установки применены обойма 9,подкладка 10, винты 11 и штифты 12. Для ограничения хода подвижной плиты в нее ввернуты на резьбе регулируемые упоры 13. На неподвижной плите 2 соосно вту не 7 смонтирован пуансон 14, состоящий из четьфёх частей с конической, наружной поверхностью. Части пуансо ira. вйпблйёны радиально подвижными в плоскости, перпендикулярной оси втул ки 7, и пoдпpvжинeны от 1осительно плиты 2 пружинами 15. Перемещение частей пуансона в пазах плиты 2 ограничено закрепленным на плите коль.цом 16. В отверстиях плиты 2 установлен также Комплект разрезных втулок 17. Втулки соосны штырям 8 и имеют наруж ныё диаметры, не превышающие размеры вписанного Диаметра ячеек калибруемо го изделия, а внутренние - уменьшенные по сравнению с диаметрами штырей 8. , Втулки 17 нижними частями отверс тий установлены по скользящей посадке на стержни 18 и имеют внизу опорную шайбу 19, закрепленную на нижней плите 2 винтами 20. Для ориентации разрезов втулок 17 и предотвращения их съема в процессе работы со стержней последние снабжены штифтами 21, свободно входящими в отверстия, вы полненные в противоположных стенках tffyjToK перпендикулярно их разрезам. Цилиндрические штыри 8 и втулки 17 со стержнями 18 установлены соответственно в обойме 9 и нижней плите 2 с зазорами, oбecпeчивaюu и lи возмож ность их перемещения в радиальных направлениях, перпендикулярных направлению перемещения подвижной плит Величина этих зазоров устанавливаетс несколько большей допуска на размер межосевых расстояний ячеек в репютке В отвефстия штырей 8 и стержней 18 со стороны их опорных деталей 10 и 19 вмонтированы с возможностью перемещения при помощи колец 22, опорных штифтов 23 и пружин 24 опоры в виде шариков 25., Подпружиненные шарики 25 до начала калибровки обеспечивают прижатие буртиков штырей 8 и стержней 18 к поверхностям обойм 9 и плиты 2. При этом между торцами штырей и стержней исоответственно поверхностями деталей 10 и 19 образуются зазоры. Для ориентирования стержней 18. предусмот рены штифты 26, входящие по подвижной посадке в пазы нижней плиты 2. Изделие представляет ..собой соединение множества фигурных трубчатых втулок-ячеек, образованное при помощи контактнойсварки в виде одноряд ной решетки сотового типа. Периферий ные ячейки соединены сваркой с ци- , линдрической тонкостенной обечайкой. Оси Ячеек в решетке пalJnллeльн.J микду собой..Вписанные диаметры d отверстий ячеек,касающиеся поверхностей радиусных участков ячеек по линиям, параллельным их осям, выполняются (до калибровки) с определенным занижением относительного диаметра, установленного по чертежу готового изделия . Устройство работает следующим образом. В исходном положении изделие перед калибровкой размещается внутри частей пуансона 14, свободно устанавливаясь ячейками на наружных поверхностях разрезных втулок 17. Затем, когда плита 1 со втулкой 7 и штырями 8 начинает сближаться с плитой 2, штыри 8 заходят в отверстия разрезных втулок 17. За счёт зазо-. ров и При помощи шариковых опор штыри 8 и втулки 17 получают радиальные пере йещения, перпендикулярные напрапленкю перемещения подвижной .плиты 1. Сферические части штырей 8, наталкиваясь на стенки втулок 17, заставляют последние перемещаться в радиальнйх направлениях, одновременно втулки 17, противодействуя штырям 8, также могут смещать По- . слейние перпендикулярно направлению перемещения подвижной плиты. К моменту захода цилиндрической части иггырей. 8 в разрезные втулки 17 оси последних оказываются совмещенными с ОСЯМ ячеек решетки, а торцы стержней 18 сближаются вплотную с опорной шяйбой 19. Шарики 25 совместно с кольцами 22 и опорными штифтами 23, сжимая пружины 24, утопают в отверстиях стержней 18. То же самое происходит и у верхних концов штырей 8. В дальней1чем штыри 8, перемещаясь во втулках 17, разжимают последние в радиальных направлениях, перпендийулярйьк йаправ лению перемещения плиты 1. Разрезные втулки, разжимаясь, увеличивают вписанные диаметры отверстий ячеек до размера, предписанного технологией и определяемого как сумма размеров диаметра штыря 8 и двух стенок втулки 17. При этом поверхности отверстий ячеек по вписанным диаметрам калибруются равномерно от осей отверстий, межосевые расстояния ячеек остаются без изменения ,.... Одновременно с этим втулка 7, воздействуя на части пуансона 14, перемещает последние по направлению к оси штампа. Пуансон 4 производит обжим обечайки решетки. Величина обжима определяется концом хода плиты 1 , устанавливаемым при помощи регулируег.1ых упоров 13, ввернутых в плиту 1и упирающихся в конце хода в нихчнюю плиту штампа.
При воэвра1-дении плиты 1 в исходное положение закрепленные на ней итыри 8 выходят из отверстий разрезных втулок 17, после чего последние за счет сил упругости сжимаются до исходного наружного диаметра, освобождая ячейки изделия. (Итифты 21 удерживают втулки 17 на концах стержней 18 при обратном движении штырей 8
Откалиброванное изделие после ухода плиты 1 легко снимается со втулок 17.
Наличие опор в виде подпружиненных шариков и боковых зазоров у штырей, смонтированных в подвижной ьггампа, и разрезных пружинящих втулок,-, смонтированных в неподвижной части штампа, обеспечивает самоцентрирование пружинящих втулок в отверстиях ячеек изделия, благодаря чему прсле калибровки полностью.сохр.аняется форма к соосность поверхностей отверстий - А - А
ячеек изделия, следовательно, гарантируется лучшее качество изделий.
Формула изобретения
Штамп для калибровки отверстий однорядных решеток сотового типа по авт .ев . 6046.06, отличагощ и и с я тем,, что, с целью повышения качества правки, штыри и разрезные втулки снабжены опорами, выполненными в виде подпружиненных шариков и расположенными соответственно в подвижной и неподвижной плитах, при этом штыри и разрезные втулки . установлены с зазором.
Источники информации, принятые во внимание при экспертизе
ff
Фаг г Л
