Фиг.-З
Изобретение относится к обработке металлов давлением, в частности к оснастке для получения отверстий в листовом материале. Цель изобретения - повышение стойкости инструмента и исключения наплыва металла со стороны матрицы.
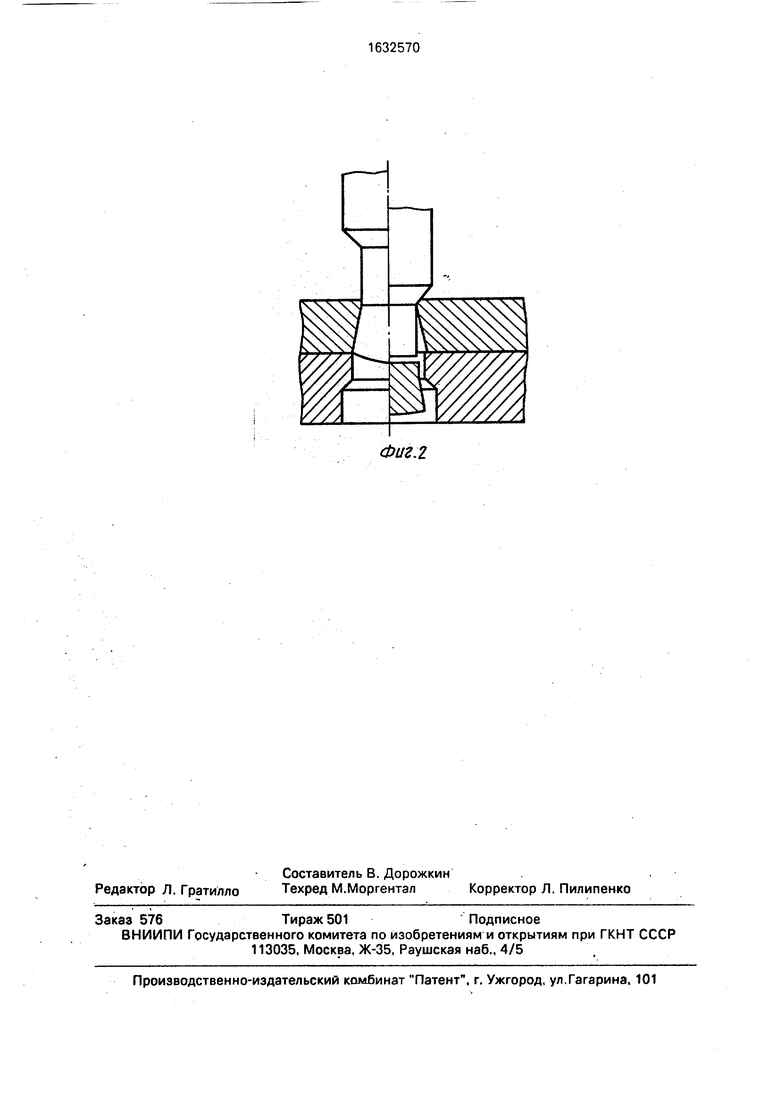
На фиг. 1 изображен инструмент в начальный момент перед пробивкой; на фиг. 2 - стадия пробивки; на фиг. 3 - стадия формовки.
Инструмент содержит матрицу 1 с отверстием 2 и пуансон 3 со ступенью 4 для пробивки и калибровки и ступенью 5 для формовки фаски. Образующая поверхность ступени 5 наклонена к оси пуансона 3 под углом а, а высота ступени 5 равна hi. Высота ступени 4 равна П2. Односторонний зазор Z между ступенью 4 и отверстием 2 выбирается из следующего соотношения:
ъ «Инструмент работает следующим образом.
Заготовку устанавливают на матрицу 1. Пуансон 3 своей ступенью 4 пробивает отверстие, в результате чего отверстие имеет поверхность в виде усеченного конуса, размер меньшего основания которого соответствует размеру торца ступени 4, а размер большего основания - размеру отверстия 2 матрицы 1.
Затем происходит формовка фаски ступенью 4. При этом обьем вытесняемого ма0
5
0
5
0
териала не превышает объема между поверхностью ступени 4 и поверхностью пробитого отверстия, что исключает напряженное состояние между поверхностью ступени 4 и поверхностью отверстия и исключает наплыв материала со стороны матрицы.
Внедрение предлагаемого изобретения позволит повысить стойкость инструмента и исключить наплыв материала,
Формула изобретения Инструмент для пробивки отверстия и формовки фаски, содержащий пуансон, имеющий ступень постоянного поперечного сечения для пробивки и калибровки отверстия и ступень для формовки фаски,и матрицу, рабочее отверстие которой выполнено с зазором относительно ступени пуансона для пробивки и калибровки, отличающийся тем, что, с целью повышения стойкости инструмента и исключения наплыва металла со стороны матрицы, величина одностороннего зазора выбрана из соотношения
Sh«где hi - высота ступени пуансона для формовки фаски;
ha - высота ступени пуансона для пробивки и калибровки;
а- угол наклона образующей поверхности ступени пуансона для формовки фаски к оси пуансона./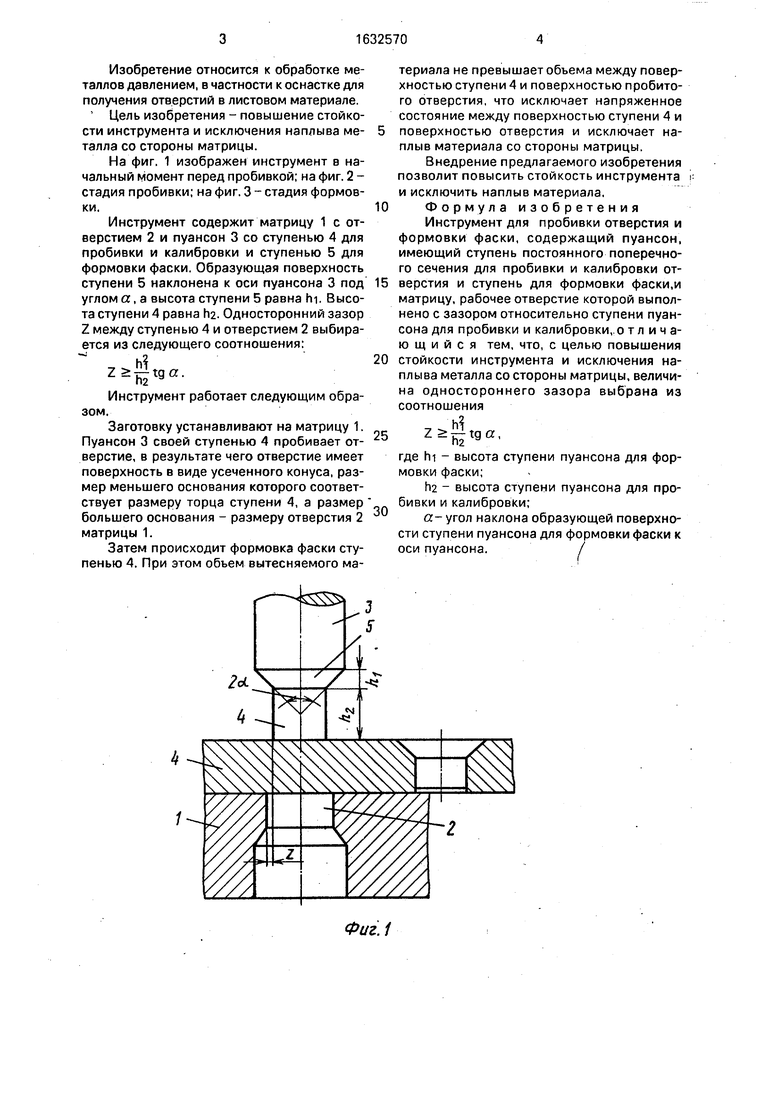
| название | год | авторы | номер документа |
|---|---|---|---|
| Пуансон к штампу для пробивки отверстия с фаской | 1973 |
|
SU442872A1 |
| Инструмент для пробивки граненых отверстий | 1984 |
|
SU1382540A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С НАКЛОННЫМИ СТЕНКАМИ | 1991 |
|
RU2010650C1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2020 |
|
RU2755786C1 |
| Способ формирования многогранных головок болтов | 1989 |
|
SU1764757A1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| Способ изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1986 |
|
SU1411084A1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| СПОСОБ ПОЛУЧЕНИЯ В ЛИСТОВОМ МЕТАЛЛЕ ОТВЕРСТИЙ С ФАСКАМИ | 1994 |
|
RU2071855C1 |
Изобретение относится к обработке металлов давлением, в частности к оснастке для листовой штамповки. Цель изобретения повышение стойкости инструмента и исключение наплыва металла со стороны матрицы. Инструмент содержит матрицу 1 с отверстием 2 и пуансон 3 со ступенью (С) 4 для пробивки и калибровки и С 5 для формовки. Односторонний зазор между С 4 и отверстием 2 выбирается из соотношения Z hVh2 tg а , где hi - высота С 5; h2 - высота С 4; а - угол между образующей поверхностью С 5 и осью пуансона. При пробивке образуется отверстие с поверхностью в виде усеченного конуса. Меньшее основание последнего соответствует торцу С 4, большее основание-отверстию 2. При формовке фаски из области формовки вытесняется объем материала, не превышающий объем пространства между С 4 и поверхностью пробитого отверстия. 3 ил. S Ё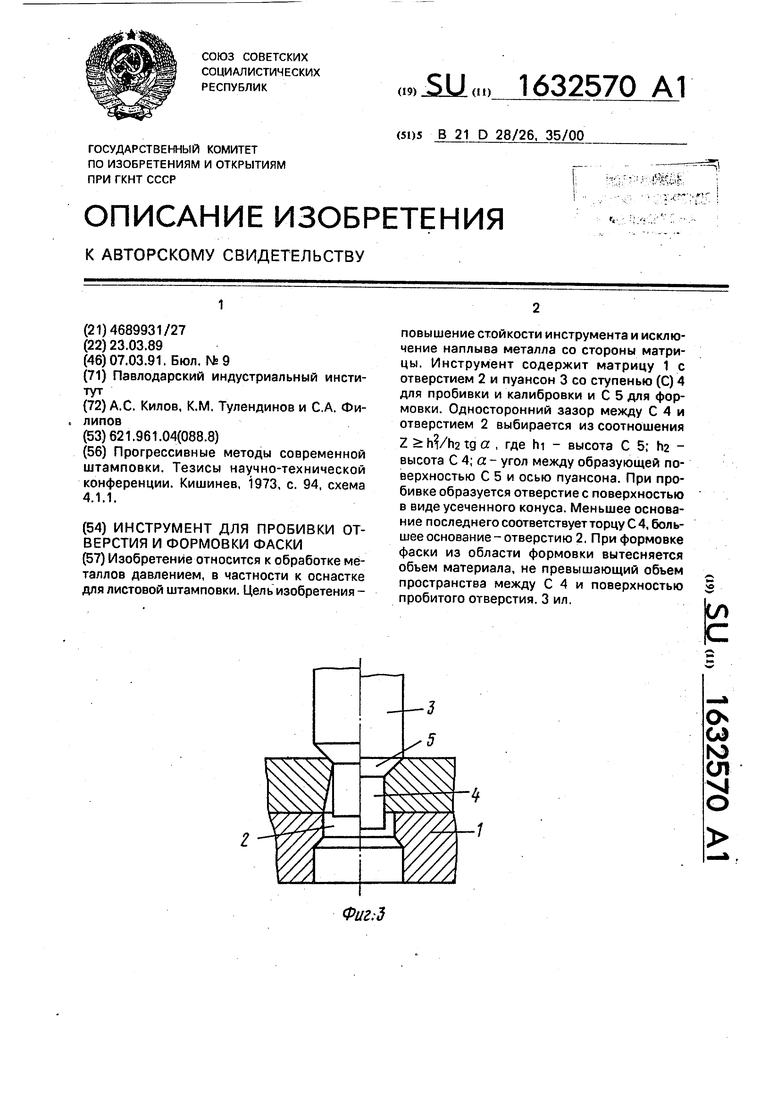
Фиг.1
Фиг.г
| Прогрессивные методы современной штамповки | |||
| Тезисы научно-технической конференции | |||
| Кишинев, 1973, с | |||
| Экономайзер | 0 |
|
SU94A1 |
