Изобретение относится к обработке металлов давлением, преимущественно к способам изготовления деталей крепежа из стержневых заготовок на двухударных холодновысадочных автоматах, а именно винтов и шурупов с прямым шлицем на головке с конической опорной поверхностью.
Известен способ высадки стержневых деталей, по которому отрезают мерную заготовку с помощью отрезной матрицы от прутка и размещают ее в рабочем отверстии высадочной матрицы. Предварительно осаживают заготовку за первый удар с утолщением торца и формированием на головке паза, стенки которого наклонены к оси детали, после чего вторым ударом окончательного пуансона формируют цилиндрическую головку со шлицем на ней и удаляют готовую деталь из высадочной матрицы.
При высадке по этому способу возможен контакт рабочих поверхностей пуансона с заготовкой вследствие произвольного расположения шлица -с пазообразующего элемента сначала с одной стороны от них и возникновения в этой части материала заготовки больших усилий, так как в это время противолежащая от элемента пуансона часть торца еще не контактирует с поверхностью пуансона и в ней не возникает усилий. Особенно велика эта разница усилий в частях торца заготовки при увеличении неперпендикулярности торцов заготовки, к тому же действуют эти усилия на элементы пуансона в плоскости их немаксимальной жесткости (прочности). А так как паз на конической поверхности сквозной, то боковые стороны паза и шлицеобразующих элементов в известном способе должны контактировать с соответствующим участком рабочей конической поверхности матрицы, что исключает полностью возможность применения известных способов для высадки деталей с конусообразной головкой. Отсутствие контроля неперпендикулярности торцов заготовки к оси создает условия для произвольного увеличения неперпендикулярности в совокупности с постоянством работы одного сектора рабочего отверстия отрезной матрицы и ускоренным притуплением этого сектора.
Изобретение решает задачу создания такого способа высадки деталей, при использовании которого увеличивается стойкость пуансонов за счет уменьшения усилий деформации материала, действующих на них при высадке.
Суть изобретения состоит в том, что в способе высадки деталей с прямым шлицем на головке, преимущественно с конической опорной поверхностью, включающем отрезку мерной заготовки в отрезной матрице посредством ножа, установку ее в высадочную матрицу, предварительную формовку конической поверхности головки и паза на ее торце с наклонными к оси заготовки стенками предварительным пуансоном, окончательную высадку головки со шлицем с параллельными стенками окончательным пуансоном, согласно изобретению, на рабочих торцах высадочной матрицы, предварительного и окончательного пуансонов выполняют диаметральный паз и соответствующие ему пазо- и шлицеобразующие выступы, в режиме ручной высадки выставляют их оси симметрии в плоскости, проходящей через оси отрезной и высадочной матриц, в процессе высадки отрезную матрицу, зафиксированную в момент отрезки заготовки, дискретно вращают в каждом цикле высадки или периодически разворачивают вокруг оси на угол, равный или более работающего при отрезке сектора кромки ее рабочего отверстия с контролем неперпендикулярности торца заготовки, определяя момент такого разворота по превышению неперпендикулярности допустимой величины, а после притупления всей кромки восстанавливают ее и одновременно затачивают отрезной нож, после чего вновь используют их для высадки с дискретным или периодическим разворотом матрицы и контролем величины неперпендикулярности торцов заготовки.
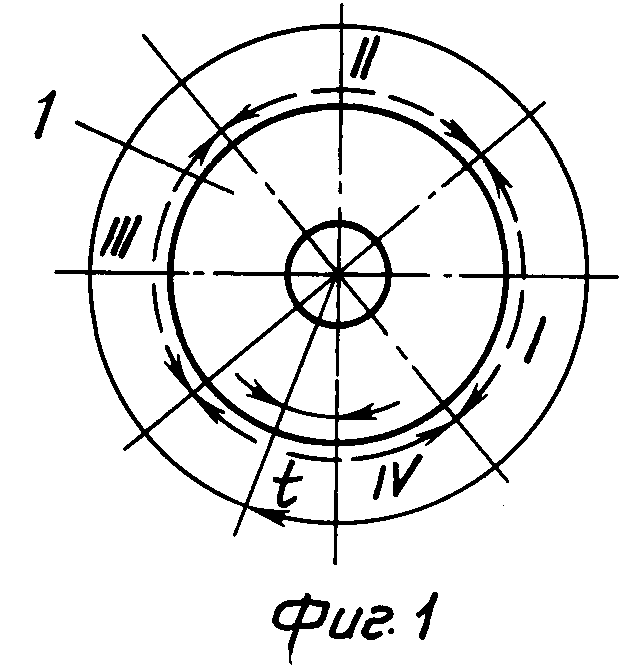
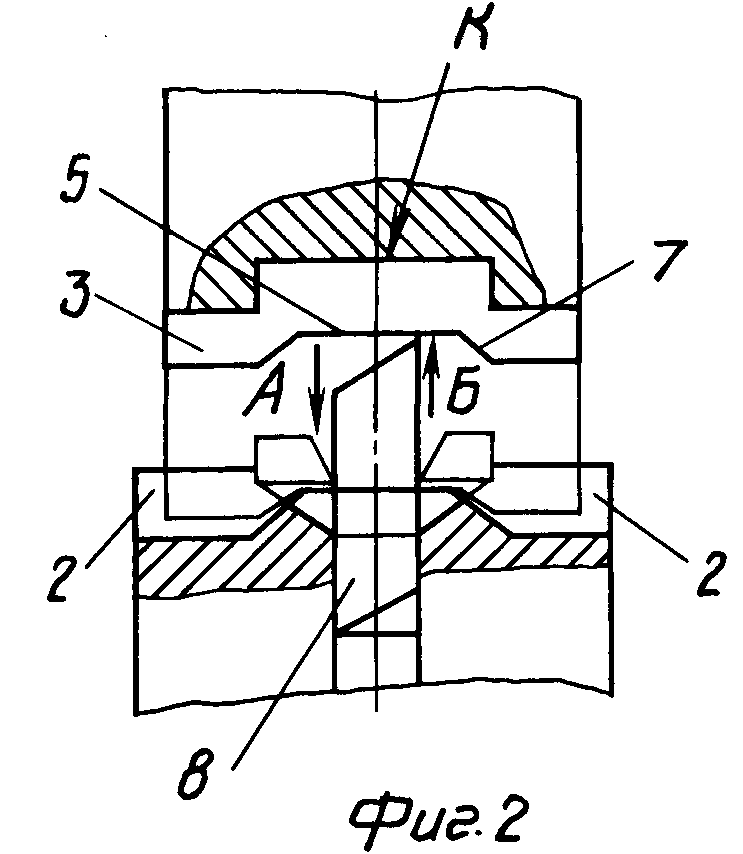
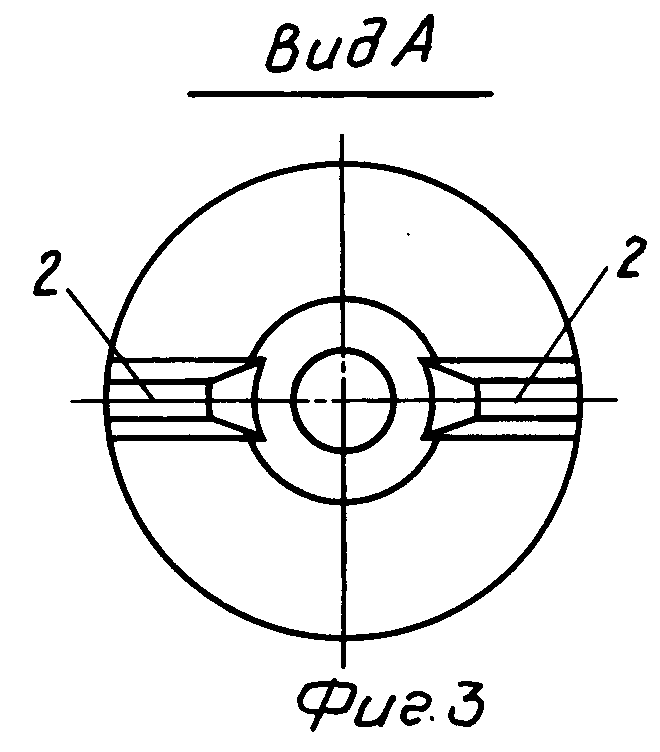
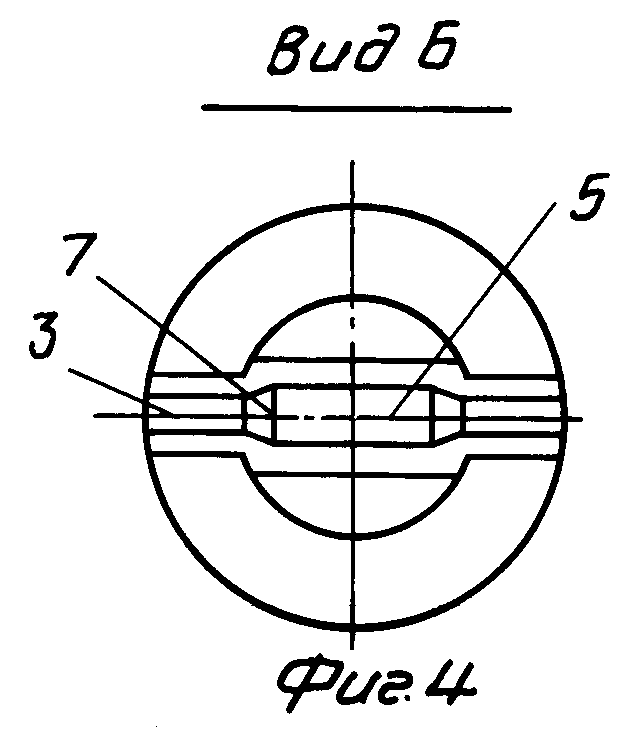
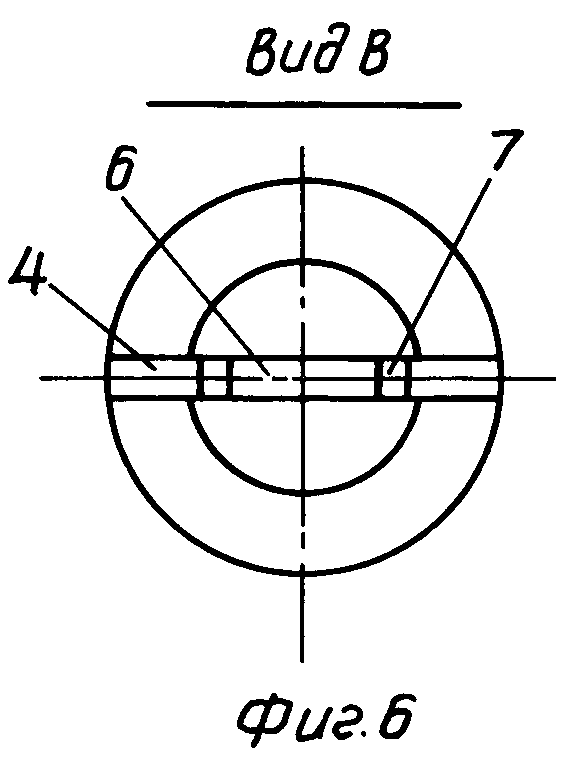
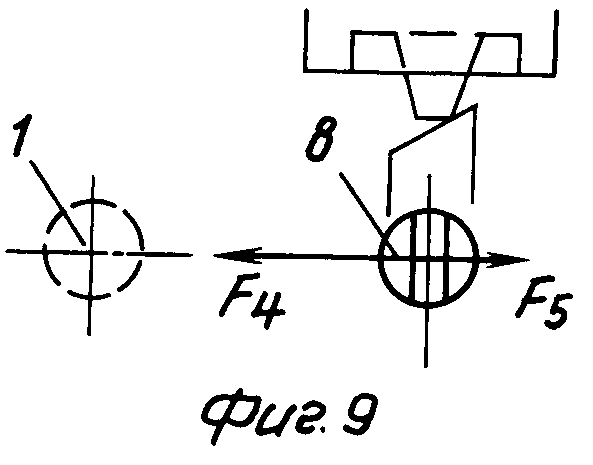
На фиг.1 изображены схемы дискретного вращения и разворота отрезной матрицы; на фиг. 2 предварительная высадка паза на головке; на фиг.3 вид по стрелке А на фиг.2; на фиг.4 вид по стрелке Б на фиг.2; на фиг.5 формирование шлица и головки окончательным пуансоном; на фиг.6 вид по стрелке В на фиг.5; на фиг.7 заполировка торца отрезной матрицы; на фиг.8 схема направления усилий в материале заготовки при высадке по предлагаемому способу; на фиг.9 то же, при высадке по известному способу.
Способ осуществляется следующим образом.
Отрезная матрица 1 установлена в холодновысадочном автомате, имеющем механизм вращения ее с шагом t, высадочная матрица выполнена с диаметральными пазами 2, а пуансоны с выступами пазообразующим 3 и шлицеобразующим 4 соответственно. В центральной части каждого элемента выполнены углубления 5 и 6 соответственно с наклонными внутрь участками 7. Выступы 3 и 4 при наладке автомата и пазы 2 устанавливают в плоскости, проходящей через оси отрезной 1 и высадочной матрицы.
В отрезной матрице 1 отрезают мерную заготовку 8 и устанавливают ее посредством отрезного механизма (не показан) в рабочее отверстие высадочной матрицы. При ударе предварительного пуансона выступы 3 его пазообразующего элемента входят в пазы 2 высадочной матрицы, а плоскость 5 его внедряется в торец заготовки, сначала формируя паз с наклонными стенками. Наклонные участки 7 элемента при этом ограничивают деформацию стержня в плоскости паза, а после внедрения элемента в тело стержня заготовки давление поверхности К на боковые части торца совместно с давлением поверхности 5 на дно пара осаживает стержень, формируя головку детали с предварительной высотой и наклонными стенками, так как выступ 3 имеет клинообразное поперечное сечение. Вторым ударом окончательный пуансон контактирует с торцом полуфабриката плоскостью К, а шлицеобразующий выступ 4, располагаясь в пазах 2 высадочной матрицы, занимает пространств паза и позволяет осадку металла лишь до упора в его поверхности, обеспечивая параллельность стенок паза.
Во время перемещения мерной заготовки 8 к высадочной матрице и высадки отрезная матрица 2 вращается на шаг t вокруг своей оси в каждом цикле высадки или через n циклов высадки на шаг t, или на очередной сектор II, III, IV, что позволяет длительное время отрезку заготовки выполнять с практически перпендикулярными оси торцами заготовки. Притупление кромки рабочего отверстия матрицы 1 будет происходить значительно медленнее, чем в известных способах, в которых неподвижная матрица работает постоянно одним и тем же сектором кромки. К тому же при любой неперпендикулярности, контролируемой, например, в режиме ручной высадки, возникающие в материале заготовки усилия F1, F2, F3 направлены вдоль пазообразующего выступа 3, т.е. в плоскости его наибольшей жесткости и повреждают его только усталостные разрушения.
Частота операций контроля неперпендикулярности торцов определяется экспериментально, по результатам эксплуатации предыдущих пуансонов. После превышения неперпендикулярности допустимого значения отрезную матрицу 1 снимают с автомата и производят заполировку торца f ее до восстановления острой кромки рабочего отверстия, после чего устанавливают матрицу на автомат и используют для высадки деталей вышеописанным образом с контролем неперпендикулярности торцов. Одновременно с заполировкой торца отрезной матрицы затачивают и нож отрезного механизма.
В известном способе установку элементов пуансонов и пазы высадочной матрицы выполняют произвольным образом, при котором они могут быть установлены самым неблагоприятным образом перпендикулярно плоскости, проходящей через оси отрезной 1 и высадочной матриц. При высадке в материале заготовки возникают усилия F4 и F5, из которых F4 направлена в плоскости наименьшей жесткости пазообразующего элемента и потому стойкость элемента будет минимальна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ | 1992 |
|
RU2016691C1 |
| Способ наладки узла пуансона | 1990 |
|
SU1729678A1 |
| Способ высадки деталей с прямым шлицем на головке | 1990 |
|
SU1784391A1 |
| Холодновысадочный автомат для изготовления полупустотелых заклепок | 1989 |
|
SU1632599A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОРНЕПЛОДОВ | 1992 |
|
RU2090994C1 |
| Клиновой штамп для двусторонней высадки стержневых деталей с головками | 1979 |
|
SU774753A2 |
| Холодновысадочный автомат | 1984 |
|
SU1281330A1 |
| ЗОЮЗНАЯ \Ь;;,П:НТй^-|?ШМ?04(Ц 1^нЬЛуТЕНД- j | 1972 |
|
SU331839A1 |
| Устройство к холодно-высадочному автомату для изготовления установочных винтов | 1989 |
|
SU1791072A1 |
| Двухударный однопозиционный автомат для холодной высадки деталей стержневого типа | 1982 |
|
SU1084102A1 |



Сущность изобретения: для высадки отрезают мерную заготовку отрезной матрицы. Устанавливают заготовку в высадочную матрицу, выполненную с пазами и пазообразующими и шлицеобразующими элементами, расположенными в полости осей отрезной и высадочной матриц. Формируют паз и шлиц на головке с периодическим вращением отрезной матрицы или разворотом после превышения неперпендикулярности торцов заготовки и с заполировкой торца отрезной матрицы. 9 ил.
СПОСОБ ВЫСАДКИ ДЕТАЛЕЙ С ПРЯМЫМ ШЛИЦЕМ НА ГОЛОВКЕ преимущественно с конической опорной поверхностью, включающий отрезку мерной заготовки в отрезной матрице посредством ножа, установку ее в высадочной матрице, предварительную формовку конической поверхности головки и паза с наклонными к оси детали стенками на ее торце предварительным пуансоном, окончательную высадку головки и шлица с параллельными оси детали стенками на торце окончательным пуансоном, отличающийся тем, что на рабочих торцах высадочной матрицы, предварительного и окончательного пуансонов выполняют диаметрально расположенный паз и соответствующие ему пазо- и шлицеобразующие выступы соответственно, в режиме ручной высадки выставляют оси симметрии пазо- и шлицеобразующих выступов и диаметрального паза в плоскости, проходящей через оси отрезной и высадочной матриц, в процессе высадки отрезную матрицу, зафиксированную в момент отрезки заготовки, дискретно вращают в каждом цикле высадки или периодически разворачивают вокруг своей оси на угол, равный или более работающего при отрезке сектора кромки ее рабочего отверстия, с контролем неперпендикулярности торца заготовки, определяя момент такого разворота по превышению неперпендикулярности торца заготовки допустимой величины, а после притупления всей кромки или разворота матрицы на полный оборот восстанавливают ее и одновременно затачивают отрезной нож, после чего вновь используют их для высадки с дискретным или периодическим разворотом отрезной матрицы и контролем величины неперпендикулярности торцов заготовки.
| Способ высадки | 1984 |
|
SU1328046A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
