Изобретение относится к области обработки металлов давлением, а именно конструкциям штампового инструмента для объемной штамповки поковок, преимущественно имеющих полотно и развитую боковую поверхность в виде перпендикулярных полотну ребер, и является усовершенствованием известного устройства по авт„ св. № 1433621.
Целью изобретения является повышение надежности работы штампа,,
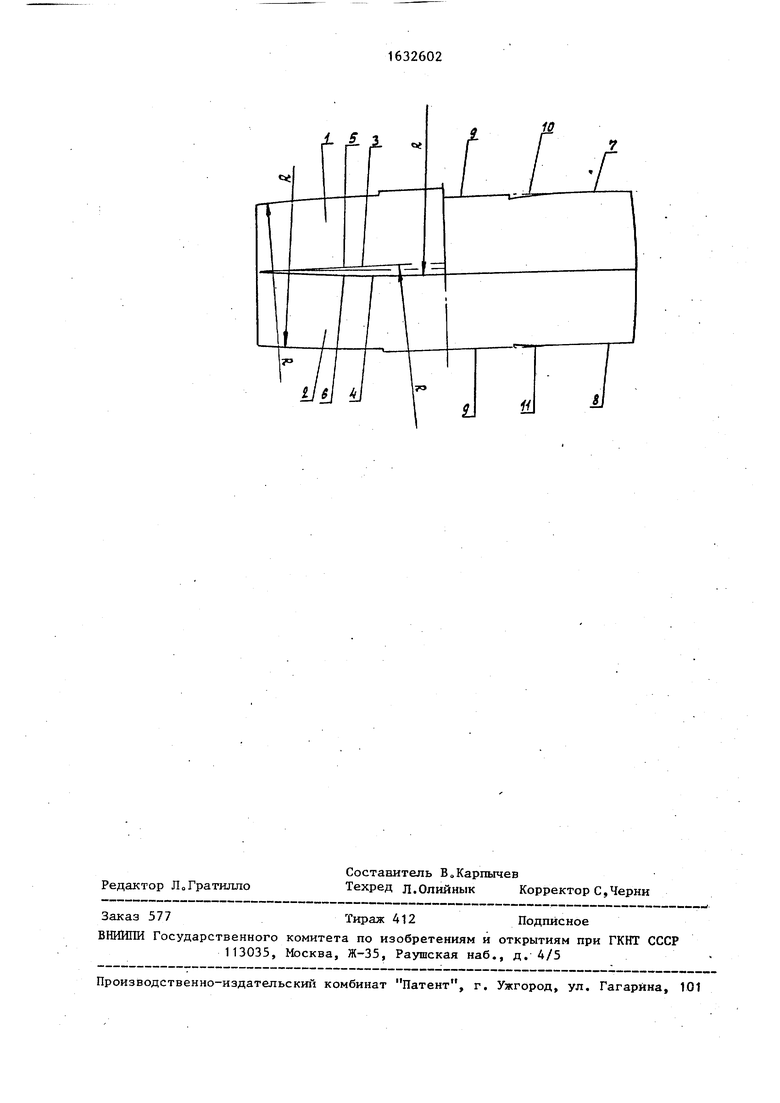
На чертеже показана схема штампа (слева - при штамповке в момент касания обращенных одна к другой торцовых поверхностей половин штампа по
их поперечным кромкам; справа - в момент окончания штамповки)„
Штамп содержит верхнюю 1 и нижнюю 2 половины, на каждой из которых выполнены ручьевые гравюры на соответственно ооращенных одна к другой торцовых участках 3 и 4 соответствующих половин штампао Поверхности 5 и 6 участков 3 и 4 выполнены вогнутыми, цилиндрическими. Противолежащие торцовые участки 7 и 8 для передачи усилий штамповки в средней своей части имеют выступ 9С Вне выступа поверхности 10 и 11 противолежащих торцовых участков 7 и 8 для передачи усиО00
to
I05 О
го
лий штамповки выполнены эквидистантно поверхностям 5 и 6 обращенных од- на к другой торцовых участков 3 и 40 Например, если поверхности 5 и 6 вы- полнены цилиндрическими с радиусом мм, то поверхности 10 и 11 выполнены также цилиндрическими с тем же радиусом ммс
Штамп работает следующим образом,, Верхнюю половину 1 штампа (фиг01), укрепленную на траверсе пресса (не показано), поднимают над нижней половиной 2 штампа до положения макси- мального раскрытия На нижнюю 2 половину штампа помещают заготовку и опускают верхнюю половину 1 штампа до соприкосновения поверхностей 5 и 6 по их поперечным кромкам После этого продолжают сближение обеих половин штампа, упруго деформируя концевые участки этих полонии„ При этом за счет одновременного упругого деформирования поверхностей 5 и 6, 10 и 11 происходит их выпрямление с постеленным увеличением контакта поверхностей 5 и 6 по длине и увеличением протяженности поверхностей 10 и 11 противолежащих торцовых участков 7 и 8, через которые передаются усилия штам- повкИо В момент окончания штамповки поверхности 5 и 6, 10 и 11 принимают прямолинейную форму с полным соприкосновением поверхностей 5 и 6 между собой по всей длине, а поверхности 10 и 11 всей своей площадью передают усилия штамповки„
В процессе получения удлиненных поковок в штампе с уменьшением толщины полотна и оформлением ребер воз- растают усилия ытамповки, воспринимаемые противолежащими торцовыми участками штампа для передачи усилий штамповки. Величина этих усилий на заключительных стадиях формоизменения приводит к возникновению больших контактных напряжений на поверхности этих участков о Уменьшить величину этих напряжений позволяет форма выполнения противолежащих торцовых участков для передачи усилий штамповки, расположенных вне выступа, а именно эквидистантно обращенным одна к другой торцовым участкам с ручьевыми гравюрами соответствующих половин штампа. Уменьшение контактных напряжений на поверхностях указанных участков достигается за счет того, что в процессе упругого деформирования концевых участков половин штампа одновременно с этим происходит увеличение протяженности противолежащих торцовых участков, передающих усилие штамповки, следовательно, увеличивается и их площадь К моменту окончания штамповки величина этой площади становится равной всей площади поверхности противолежащих торцовых участков
Формула изобретения
Н тамп для получения удлиненных поковок по авт. ев Ь° 1433621, отличающийся тем, что, с целью повышения надежности работы, противолежащие торцовые участки каждой половины штампа, предназначенные для передачи усилий- штамповки и расположенные вне выступа, выполнены с формой, эквидистантной форме обращенных один к другому торцовых участков с ручьевыми гравюрами соответствующих половин штампа
Л Л А
«
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения удлиненных поковок | 1987 |
|
SU1433621A1 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ | 1992 |
|
RU2013180C1 |
| Способ крепления штамповых вставок | 1988 |
|
SU1687352A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Штамп для объемной штамповки | 1977 |
|
SU668759A1 |
| Способ штамповки поковок удлиненной формы с двумя симметричными продольными ребрами и устройство для осуществления способа | 2016 |
|
RU2641217C2 |
Изобретение относится к обработке металлов давлением, может быть использовано в кузнечно-штамповочном производстве при изготовлении штампо- вого инструмента для штамповки удлиненных поковок, имеющих полотно и ребра жесткости, и является усовер- авт„ св„ № 1433621 о Цель - повышение надежности работы штампа Штамп содержит торцовые участки для передачи усилии штамповки половин штампа, расположенные вне выступов, размещенных по оси штампа. Эти участки выполнены по цилиндрическим с радиусом R поверхностям, эквидистантным обращенным одна к другой поверхностям торцовых участков соответствующих половин штампа В процессе деформирования заготовки происходит упругое деформирование концевых участков половин штампа и увеличение протяженности противолежащих торцовых участков, передающих усилие штамповки0 К моменту окончания штамповки величина этой площади становится равной всей площади поверхности противолежащих торцовых участков 1 ил, (Л
| Штамп для получения удлиненных поковок | 1987 |
|
SU1433621A1 |
