СО
00 О)
ю
Изобретение относится к обработке металлов давлением, а именно к штампово- |му инструменту для объемной штамповки поковок, преимущественно имеющих полот- :но и развитую поверхность в виде пер- :пендикулярных полотну ребер. Целью изобретения является повышение iкачества изделий и увеличение коэффициента ;использования материала заготовки за счет уменьшения разнотолщинности полотна по длине изделия.
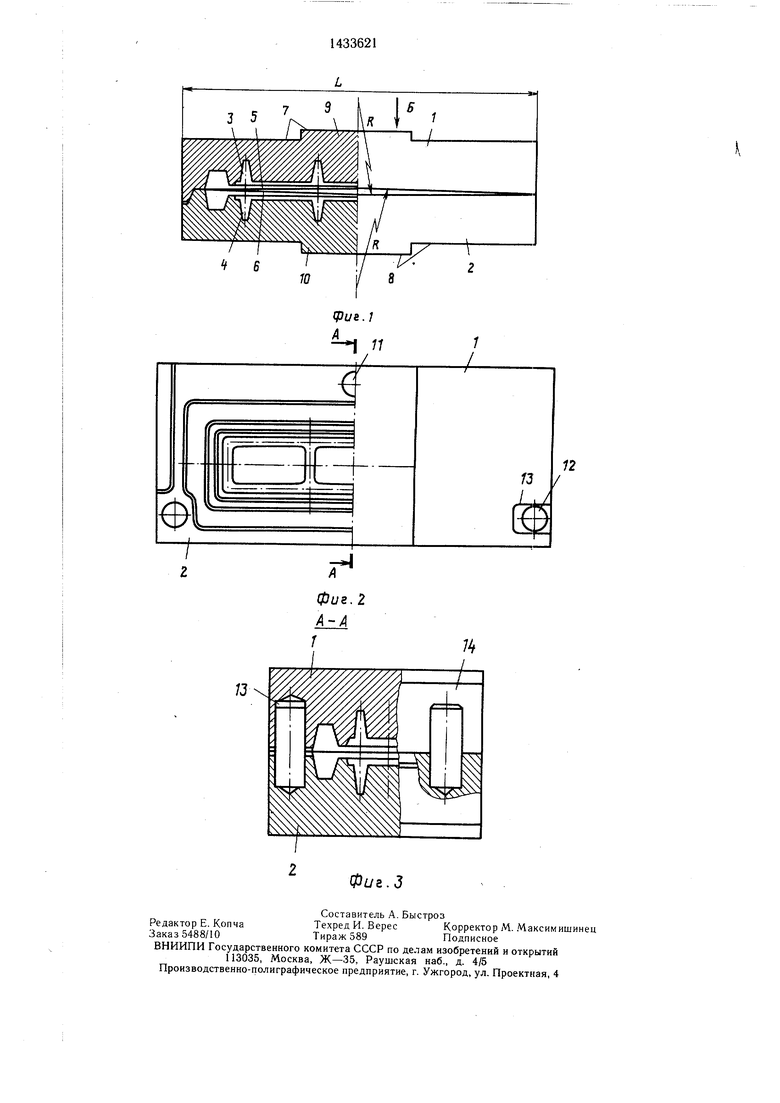
На фиг. 1 изображен щтамп в сборе, частичный разрез; на фиг. 2 - штамп, вид в плане; на фиг. 3 - разрез А-А на фиг. 2. Штамп состоит из верхней 1 и нижней 2 половин, на каждой из которых выполнены ручьевые гравюры 3 и 4 соответственно на обращенных одна к другой торцовых поверхностях 5 и 6. Эти поверхности за пределами гравюр выполнены в виде вогнутых щилиндрических поверхностей с радиусом, равным 50...83 длинам штампа.
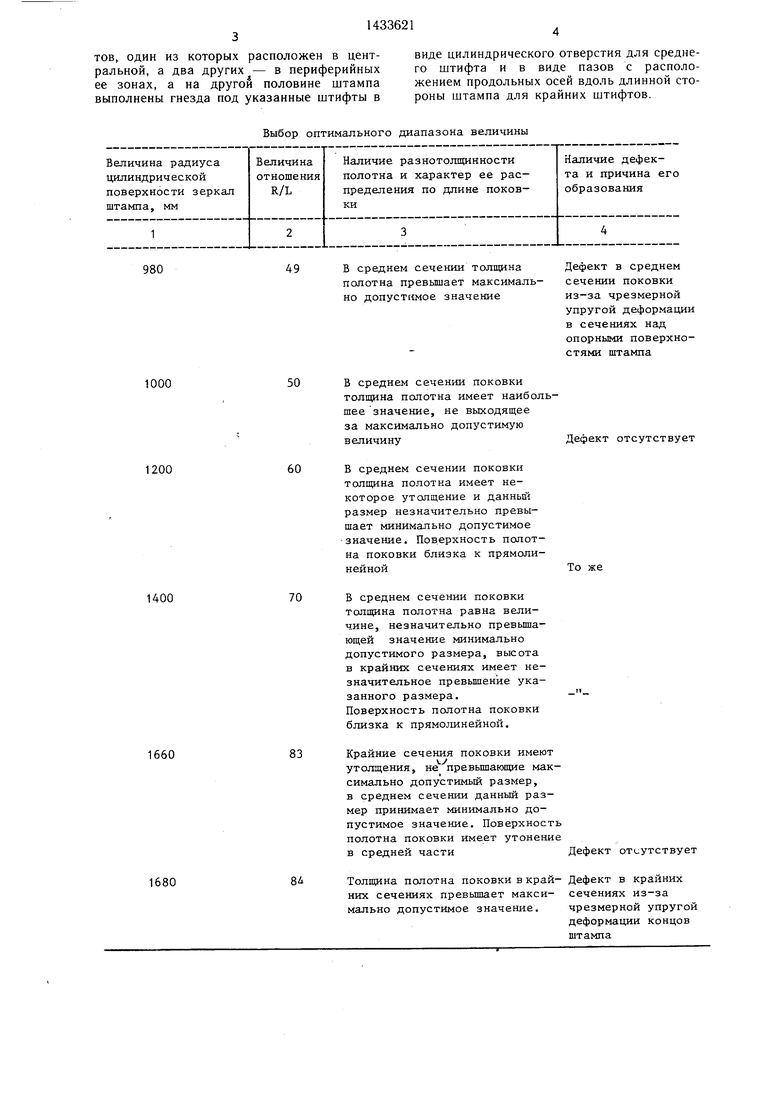
В таблице приведено несколько вариантов исполнения поверхностей 5 и 6 верхней 1 и нижней 2 половин штампа длиной L, равной 200 мм, с различными величинами радиусов R вогнутых цилиндрических поверхностей и показано изменение разнотолщинности полотен поковок в продольной плоскости в зависимости от этого параметра. Противолежащие торцовые поверхности 7 и 8 штампа выполнены ступенчатыми с выступами 9 и 10 в срединной части штампа. Эти выступы могут быть выполнены за счет механической обработки поверхностей 7 и 8 либо образованы путем размещения накладных пластин. Это позволяет локали- |зовать полное усилие деформирования в |центральной части штампа. I На нижней половине штампа установлены элемент центрирования: штифт 11 по середине длины штампа к два штифта 12 по краям штампа. Соответственно им на верхней I половине выполнены отверстие 13 под штифт |11 и два паза 14, продольные оси кото- рых расположены по длине штампа, соответствующие штифтам 12. Благодаря этому I осуществляется надежное центрирование обеих частей штампа как в продольном, так и в поперечном направлениях при условии деформационного изгиба поверхностей, их контакта во время деформирования.
Штамп работает следуюшим образо.м. Верхнюю половину 1 штампа.{фиг. 1), укрепленную на траверсе пресса (не показано), поднимают над нижней половиной 2 штампа л,о положения максимального раскрытия. На нижнюю половину 2 штампа помещают заготовку и опускают верхнюю половину 1 штампа до соприкосновения поверхностей 5 и 6 по их поперечным кромкам. После этого продолжают сближение обеих половин штампа, упруго деформируя концевые участки этих половин, до поверхностей 5 и 6 по всей их длине, при этом
0
за счет одновременного упругого деформирования ручьевых гравюр 3 и 4 штампа последние принимают форму готового изделия, и происходит перераспределение полного усиЛИЯ штамповки по длине штампа с увеличением его значения в центральной части штампа в. зоне выступов 9 и 10. При этом штифт 9 (фиг. 2), установленный в середине длины штампа, не испытывает никаких дополнительных нагрузок и по его поверхности происходит центрирование половин штампа на всем протяжении рабочего хода траверсы. По центрирующим поверхностям- крайних штифтов 10, установленных на концевых участках обеих половин штампа,
5 сначала происходит только сближение указанных половин, а при упругой деформации этих половин происходит перемещение штифтов 10 относительно поверхности пазов 12 без нарушения центровки. После раскрытия штампа поверхность зеркал верхней и
0 нижней половин штампа принимает исходную форму в результате обратной упругой деформации после действия. Полученную поковку удаляют из нижней половины 2 штампа в контейнер готовой продукции. Дас- лее цикл штамповки повторяют.
Применение предлагаемого штампа снижает энергозатраты на формоизменение за счет уменьшения продолжительности рабочего хода траверсы в среднем с 10-17 до с вследствие сокращения времени
Q штамповки с преимущественным истечением металла в заусенец при уменьшении вели чины потребного усилия штамповки.
Формула изобретения . Штамп для получения удлиненных поковок, преимущественно с перпендикуляр5 ными полотну ребра.ми, содержащий верхнюю и нижнюю половины, на обращенных одна к другой торцовых участках которых выполнены ручьевые гравюры, си.ммет- рично расположенные относительно плоскости смыкания указанных участков, с противолежащими торцовыми поверхностями для передачи усилий штамповки, отличающийся те.м, что, с целью повьинения качества изделий и увеличения коэффициента использования материа.ла заготовки за счет 5 уменьшения разнотолш.инности полотна по длине изделия, обращенные один к другому торцовые участки шта.мпа выполнены в виде вогнутых цилиндрических поверхностей, оси которых перпендикулярны фронтальной плоскости штампа, а противолежащие торцо0 вые участки для передачи усилий штамповки выполнены ступенчатыми по длине с выступом в зоне срединной части штампа.
2.Штамп по п. 1, отличающийся тем, что радиус кривизны вогнутых его поверхностей в 50...83 раз превышает длину
5 и.тампа.
3.Штамп пп. 1, 2, отличающийся тем, что на одной из половин штампа установлены три элемента центрирования в виде штиф0
тов, один из которых расположен в центральной, а два других - в периферийных ее зонах, а на другой половине штампа выполнены гнезда под указанные штифты в
виде цилиндрического отверстия для среднего штифта и в виде пазов с расположением продольных осей вдоль длинной стороны штампа для крайних штифтов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения удлиненных поковок | 1989 |
|
SU1632602A2 |
| Штамп для горячей объемной штамповки | 1990 |
|
SU1754311A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| Совмещенный штамп для многоручьевой объемной штамповки поковок с ребрами жесткости | 1985 |
|
SU1328053A1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2582843C2 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ | 1992 |
|
RU2013180C1 |
| ШТАМП ДЛЯ ОТКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ ПОКОВОК | 2013 |
|
RU2521929C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
Изобретение относится к обработке металлов давлением, а именно к штамповому инструменту для объемной штамповки поковок преимущественно с полотном и развитой поверхностью в виде перпендикулярных полотну ребер. Целью изобретения являются повышение качества изделий и увеличение коэффициента использования материала заготовки за счет уменьшения разно- толшинности полотна по длине изделия. Каждая из половин штампа имеет обращенные один к другому торцовые участки в виде вогнутых поверхностей круговых цилиндров. Их оси перпендикулярны фронтальной плоскости штампа, а радиусы равны 50...83 длинам штампа. Противолежащие торцовые участки половин штампа, предназначенные для передачи усилия деформирования, выполнены ступенчатыми с выступом в срединной зоне. Одна из половин штампа снабжена тремя элементами центрирования в виде штифтов, один из которых расположен в центральной, а два других - в периферийных ее зонах. В другой половине штампа выполнены гнезда под указанные штифты, при этом гнездо для среднего штифта выполнено в виде цилиндрического отверстия, а гнезда для периферийных штифтов - в виде пазов с расположением продольных осей вдоль длинной стороны штампа. При работе штампа полное усилие штамповки локализуется в средней части полотна изделия, чем исключается разнотол- I щинность изделия. 2 з.п.ф-лы, 3 ил., 1 табл. 2 
Выбор оптимального диапазона величины
980
49 В среднем сечении толщина
полотна превышает максимально допустимое значение
50 В среднем сечении поковки
толщина полотна имеет наибольшее значение, не выходящее за максимально допустимую величину
60 В среднем сечении поковки толщина полотна имеет некоторое утолщение и данньш размер незначительно превышает минимально допустимое значение. Поверхность полотна поковки близка к прямолинейнойТо же
Дефект
70 В среднем сечении поковки
толщина полотна равна величине, незначительно превышающей значение минимально допустимого размера, высота в крайних сечениях имеет незначительное превьшение указанного размера. Поверхность полотна поковки близка к прямо:шнейной.
83 Крайние сечения поковки имеют утолщения, не превьш1ающие максимально допустимый размер, в среднем сечении данный размер принимает минимально допустимое значение. Поверхность полотна поковки имеет утонение в средней части
1680
Si Толщина полотна поковки в край- Дефект в крайних них сечениях превьш1ает макси- сечениях из-за мально допустимое значение. чрезмерной упругой
деформации концов штампа
Дефект в среднем сечении поковки из-за чрезмерной упругой деформации в сечениях над опорными поверхностями штампа
Дефект отсутствует
Дефект отсутствует
Составитель А. Быстроз
Редактор Е. КопчаТехред И. ВересКорректор М. Максимишинец
Заказ 5488/10Тираж 589Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проект 1ая, 4
Фиг.З
| Технологический справочник по ковке и объемной штамповке / Под ред | |||
| М | |||
| В | |||
| Сто- рожева | |||
| М.: Машгиз, 1959 | |||
| с | |||
| Устройство для усиления токов посредством катодной лампы | 1921 |
|
SU453A1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
