Изобретение относится к металлообработке и может быть использовано при накатывании кольцевых торцовых поверхностей.
Цель изобретения - повышение качества обработки за счет равномерного внедрения роликов.
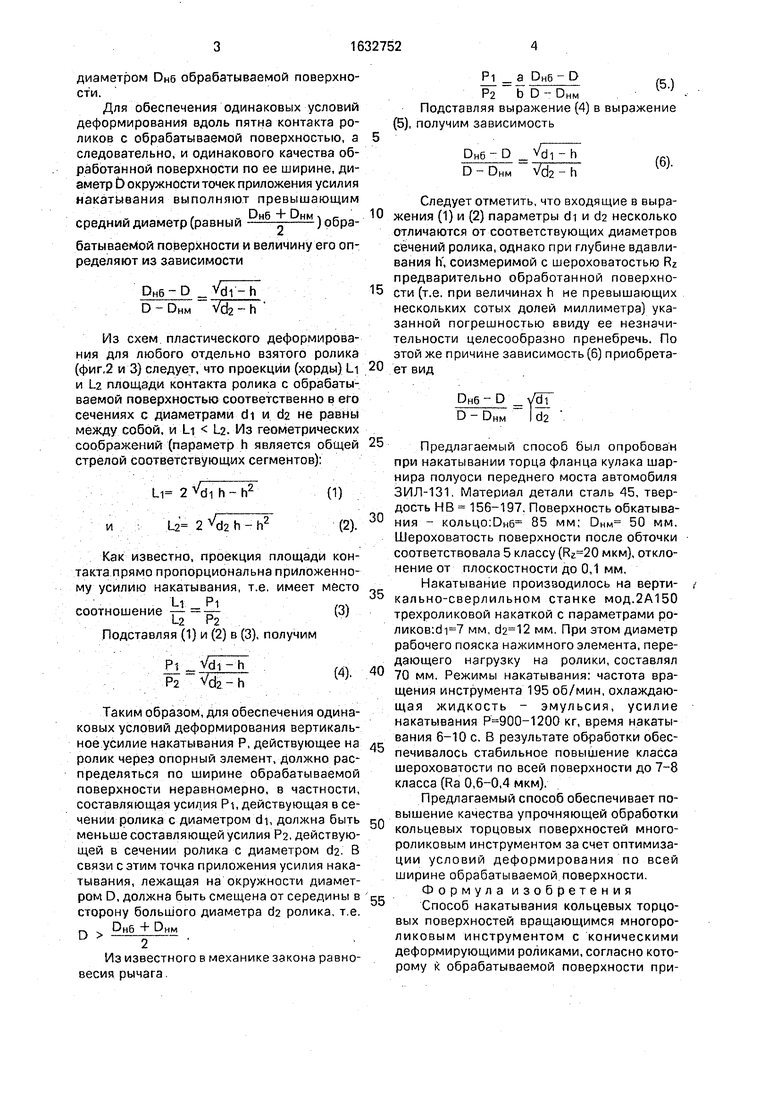
На фиг.1 изображена схема предлагаемого способа накатывания кольцевой торцовой поверхности; на фиг.2 - схема пластического деформирования; на фиг.З - вид А на фиг.2.
Сущность способа заключается в следующем.
Обрабатываемую заготовку 1, кольцевую торцовую поверхность которой требуется накатать, неподвижно закрепляют на столе станка. К коническим деформирующим роликам 2, размещенным в сепараторе 3, через опорный элемент 4 с выпуклой криволинейной рабочей поверхностью прикладывают в точках, расположенных по окружности диаметром D, усилие накатывания F, имеющее вертикальную составляющую Р. Указанные точки,расположенные на окружности диаметром D, являются точками взаимодействия конических поверхностей роликов с выпуклой криволинейной рабочей поверхностью опорного элемента. При этом опорному элементу 4 сообщают также вращательное движение. В результате конические деформирующие ролики, самоустанавливаясь по обрабатываемой кольцевой .торцовой поверхности, накатывают ее с глубиной вдавливания h, причем сечение ролика диаметром di контактирует с наименьшим диаметром 0Нм обрабатываемой поверхности, а сечение ролика диаметром d2 контактирует с наибольшим
OJ
го
-ч|
ел
го
диаметром Онб обрабатываемой поверхности.
Для обеспечения одинаковых условий деформирования вдоль пятна контакта роликов с обрабатываемой поверхностью, а следовательно, и одинакового качества обработанной поверхности по ее ширине, диаметр D окружности точек приложения усилия накатывания выполняют превышающим
/ - Онб + DHM ,- среднии диаметр (равный ) обрабатываемой поверхности и величину его определяют из зависимости
Рн6 - D Vdi - h D-DHM Vcfe-h
Из схем пластического деформирования для любого отдельно взятого ролика (фиг,2 и 3} следует, что проекции (хорды) Li и L.2 площади контакта ролика с обрабатываемой поверхностью соответственно в его сечениях с диаметрами di и da не равны между собой, и Li L.2. Из геометрических соображений (параметр h является общей стрелой соответствующих сегментов):
Li 2 Ли h - h2
(D
L2 2
(2).
Как известно, проекция площади контакта прямо пропорциональна приложенному усилию накатывания, т.е. имеет место
Ц Pi соотношение
1-2 Р2 Подставляя (1) и (2) в (3), получим
(3)
FM Vdi-h Р2 Vd2-h
(4).
Таким образом, для обеспечения одинаковых условий деформирования вертикальное усилие накатывания Р, действующее на ролик через опорный элемент, должно распределяться по ширине обрабатываемой поверхности неравномерно, в частности, составляющая усилия Р, действующая в сечении ролика с диаметром di, должна быть меньше составляющей усилия Р2, действующей в сечении ролика с диаметром J2. В связи с этим точка приложения усилия накатывания, лежащая на окружности диаметром О, должна быть смещена от середины в сторону большого диаметра cte ролика, т.е.
г, . Онб + Они D -.
Из известного в механике закона равновесия рычага
Ь.
Р2
а Онб - D
(5.)
b D - OHM
Подставляя выражение (4) в выражение (5), получим зависимость
Онб-D Vch -h
D-DHM Vd2-h
(6).
Следует отметить, что входящие в выра- жения (1) и (2) параметры di и cte несколько отличаются от соответствующих диаметров сечений ролика, однако при глубине вдавливания h , соизмеримой с шероховатостью RZ предварительно обработанной поверхно- сти (т.е. при величинах h не превышающих нескольких сотых долей миллиметра) указанной погрешностью ввиду ее незначительности целесообразно пренебречь. По этой же причине зависимость (6) приобрета- ет вид
Онб-О . О - Онм
Предлагаемый способ был опробован
при накатывании торца фланца кулака шарнира полуоси переднего моста автомобиля ЗИЛ-131. Материал детали сталь 45, твердость НВ 156-197, Поверхность обкатывания - кольцо:Онб 85 мм; 0Нм 50 мм. Шероховатость поверхности после обточки соответствовала 5 классу ( мкм), отклонение от плоскостности до 0,1 мм.
Накатывание производилось на верти- /
кально-сверлильном станке мод.2А150 трехроликовой накаткой с параметрами ро- ликов:сИ 7 мм, мм. При этом диаметр рабочего пояска нажимного элемента, передающего нагрузку на ролики, составлял
70 мм. Режимы накатывания: частота вращения инструмента 195 об/мин, охлаждающая жидкость - эмульсия, усилие накатывания Р 900-1200 кг, время накатывания 6-10 с. В результате обработки обеспечивалось стабильное повышение класса шероховатости по всей поверхности до 7-8 класса (Ra 0,6-0,4 мкм).
Предлагаемый способ обеспечивает повышение качества упрочняющей обработки
кольцевых торцовых поверхностей многороликовым инструментом за счет оптимизации условий деформирования по всей ширине обрабатываемой поверхности. Формула изобретения
Способ накатывания кольцевых торцовых поверхностей вращающимся многороликовым инструментом с коническими деформирующими роликами, согласно которому к обрабатываемой поверхности прикладывают усилие накатывания посредством роликов, на которые воздействуют опорным элементом с криволинейной поверхностью в точках, расположенных на окружности, отличающийся тем, что, с целью повышения качества обработки за счет равномерного внедрения роликов, диаметр D окружности точек приложения усилия накатывания определяют из выражения
Рнб-Р Vdi - h
D-DHM vcfe-h
0
где DH6 - наибольший диаметр кольцевой обрабатываемой поверхности;
DHM - наименьший диаметр кольцевой обрабатываемой поверхности;
ch - диаметр сечения ролика, контактирующего с наименьшим диаметром обрабатываемой поверхности;
d2 - диаметр сечения ролика, контактирующего с наибольшим диаметром обрабатываемой поверхности;
h - глубина внедрения роликов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Торцовая накатка | 1990 |
|
SU1749011A1 |
| Многороликовая накатка | 1985 |
|
SU1274916A1 |
| Способ обработки плочких кольцевых поверхностей | 1975 |
|
SU608644A1 |
| Способ накатывания криволинейных выпуклых кольцевых поверхностей | 1991 |
|
SU1808673A1 |
| Способ накатывания сферических поверхностей | 1989 |
|
SU1698039A1 |
| Сферическая накатка | 1990 |
|
SU1734990A1 |
| Многороликовый самоустанавливающийся обкатник | 1989 |
|
SU1680488A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Многороликовый самоустанавливающийся обкатник | 1989 |
|
SU1750930A1 |
| Устройство для отделочно-упрочняющей обработки винтовых поверхностей | 1990 |
|
SU1750934A1 |


Изобретение относится к металлообработке. Его применение позволяет повысить качество накатывания кольцевых торцовых поверхностей. Способ осуществляют многороликовым инструментом с коническими деформирующими роликами, к которым через опорный элемент с выпуклой криволинейной рабочей поверхностью прикладывают в точках, расположенных по окружности, усилие накатывания. Диаметр D окружности точек приложения усилия накатывания выбирают превышающим средний диаметр обрабатываемой поверхности и величину его определяют из зависимости Рнб -D/D- -Онм vdi - h / Vd2 - h , где DH6 - наибольший диаметр обрабатываемой поверхности; DHM - наименьший диаметр обрабатываемой поверхности; di - диаметр сечения ролика, контактирующего с наименьшим диаметром обрабатываемой поверхности; J2 - диаметр сечения ролика, контактирующего с наибольшим диаметром обрабатываемой поверхности; h - глбина вдавливания роликов. 3 ил.
$НБ
Фиг. 2
| МНОГОРОЛИКОВЫЙ САМОУСТАНАВЛИВАЮЩИЙСЯОБКАТНИК | 0 |
|
SU249231A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
