k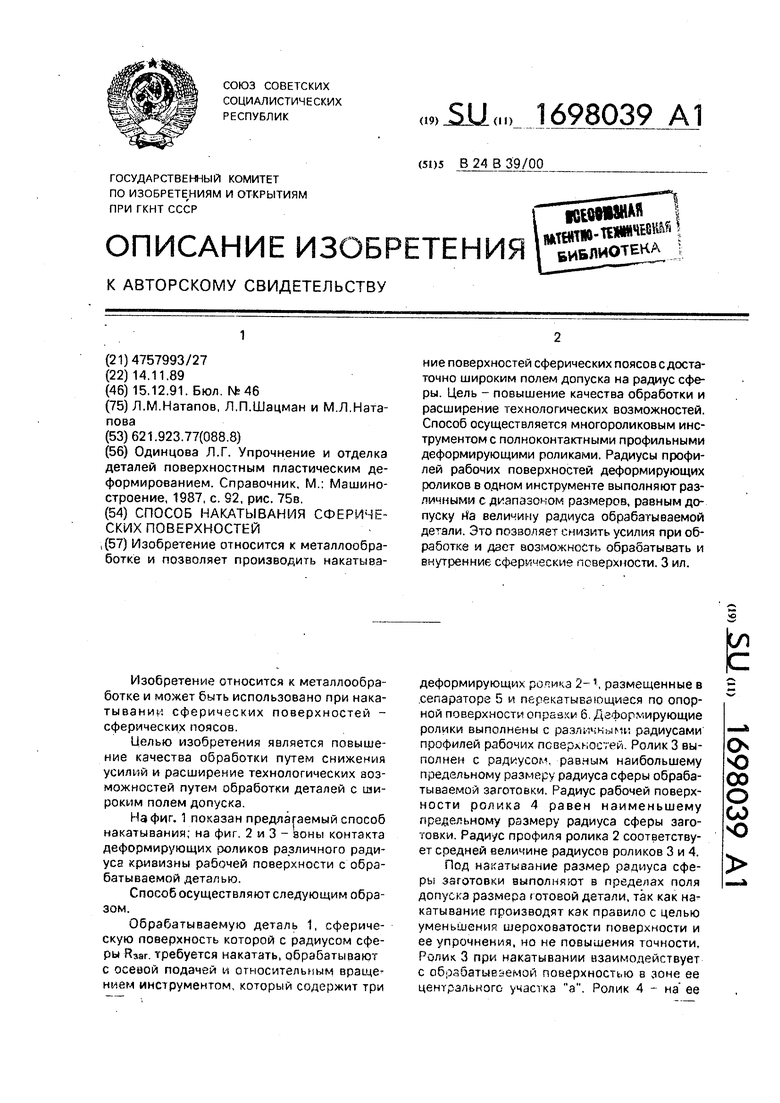
| название | год | авторы | номер документа |
|---|---|---|---|
| Сферическая накатка | 1990 |
|
SU1734990A1 |
| СПОСОБ ОБРАБОТКИ НЕПОЛНЫХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ | 1992 |
|
RU2031770C1 |
| Торцевая накатка | 1990 |
|
SU1752528A1 |
| Способ накатывания криволинейных выпуклых кольцевых поверхностей | 1991 |
|
SU1808673A1 |
| Способ накатывания кольцевых торцовых поверхностей | 1989 |
|
SU1632752A1 |
| СПОСОБ ПРОДОЛЬНОГО МНОГОПРОХОДНОГО НАКАТЫВАНИЯ ПРОФИЛЕЙ НА ВАЛАХ | 2003 |
|
RU2240196C1 |
| Способ чистовой обработки поверхности деталей типа тел вращения | 1989 |
|
SU1722797A1 |
| "Способ продольного многопроходного накатывания "глухих" профилей" | 1989 |
|
SU1655639A1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ШАРОВ И ДРУГИХ ДЕТАЛЕЙ ВРАЩЕНИЯ | 1997 |
|
RU2134176C1 |
Изобретение относится к металлообработке и может быть использовано при нака- тывании сферических поверхностей - сферических поясов.
Уелью изобретения является повышение качества обработки путем снижения усилий и расширение технологических возможностей путем обработки деталей с широким полем допуска.
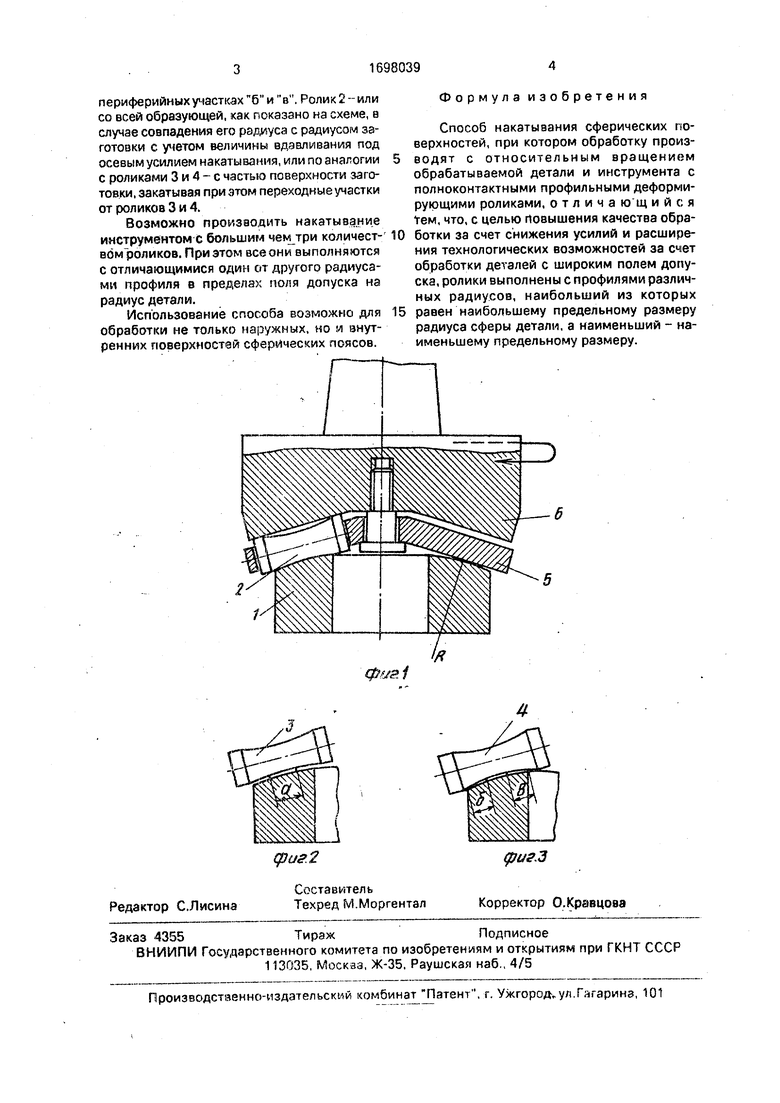
На фиг. 1 показан предлагаемый способ накатывания; на фиг, 2 и 3 - воны контакта деформирующих роликов различного радиуса кривизны рабочей поверхности с обрабатываемой деталью.
Способ осуществляют следующим образом.
Обрабатываемую деталь 1, сферическую поверхность которой с радиусом сферы R3ar. требуется накатать, обрабатывают с осевой подачей и относительным вращением инструментом, который содержит три
деформирующих ролика 2- V размещенные в Н сепараторе 5 и перекатывающиеся по опорной поверхности опразхи 6. Деформирующие ролики выполнены с различными радиусами профилей рабочих псверльоетей. Ролик 3 выполнен с радиусом, равным наибольшему предельному размеру радиуса сферы обрабатываемой заготовки. Радиус рабочей поверхности ролика 4 равен наименьшему предельному размеру радиуса сферы заготовки. Радиус профиля ролика 2 соответствует средней величине радиусов роликов 3 и 4. Под накатывание размер радиуса сферы заготовки выполняют в пределах поля допуска размера готовой детали, так как накатывание производят как правило с целью уменьшения шероховатости поверхности и ее упрочнения, но не повышения точности. Ролик 3 при накатывании взаимодействует с обрабатываемой поверхностью в зоне ее центрального участка а. Ролик 4 - на ее
О
ю
00
о
CJ
о
периферийных участках б и в. Ролик 2 - или со всей образующей, как показано на схеме, в случае совпадения его радиуса с радиусом заготовки с учетом величины вдавливания под осевым усилием накатывания, или по аналогии с роликами 3 и 4 - с частью поверхности заготовки, закатывая при этом переходные участки от роликов 3 и 4.
Возможно производить накатывание инструментом с большим количест- вбм роликов. При этом все они выполняются с отличающимися один от другого радиусами профиля в пределах поля допуска на радиус детали.
Использование способа возможно для обработки не только наружных, но и внутренних поверхностей сферических поясов.
фиг.2
Редактор С.Лисина
Составитель Техред М.Моргентал
Формула изобретения
Способ накатывания сферических поверхностей, при котором обработку производят с относительным вращением обрабатываемой детали и инструмента с полноконтактными профильными деформирующими роликами, о т л и ч а ю щ и и с я Тем, что, с целью повышения качества обработки за счет снижения усилий и расширения технологических возможностей за счет обработки деталей с широким полем допуска, ролики выполнены с профилями различных радиусов, наибольший из которых
равен наибольшему предельному размеру радиуса сферы детали, а наименьший - наименьшему предельному размеру.
ф/JBi
фиг.З
Корректор О.Кравцова
| Одинцова Л.Г | |||
| Упрочнение и отделка деталей поверхностным пластическим деформированием | |||
| Справочник, М.: Машиностроение, 1987, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Фальцовая черепица | 0 |
|
SU75A1 |
