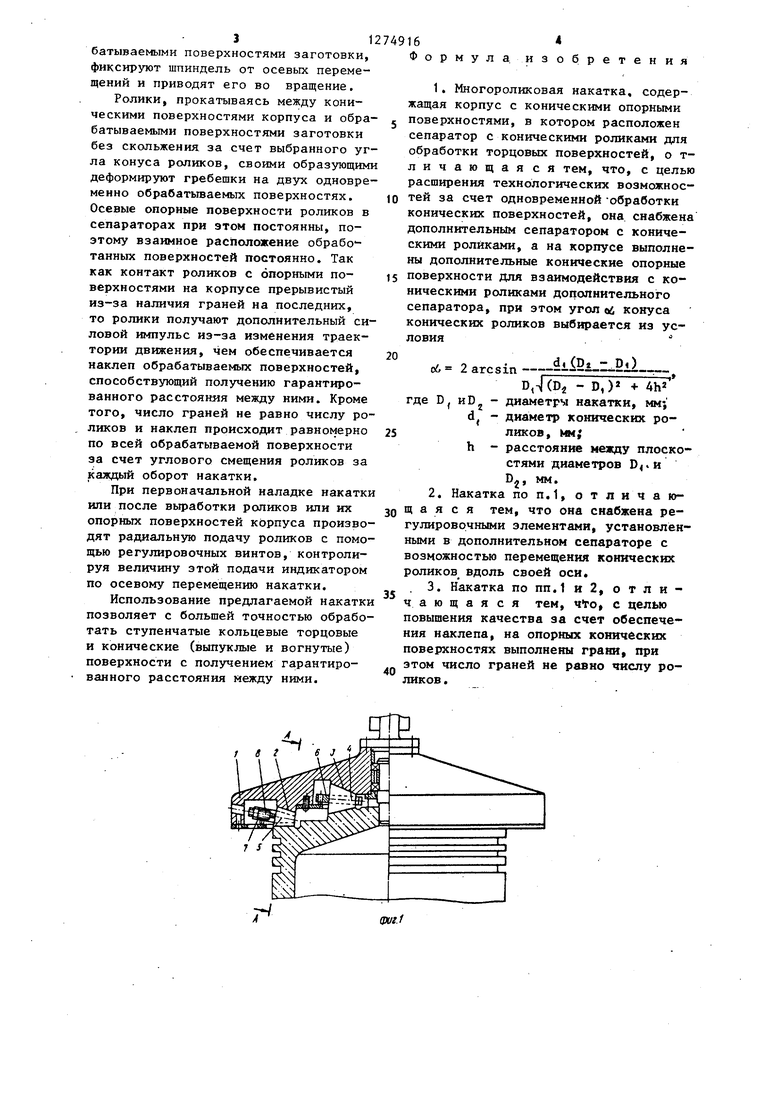
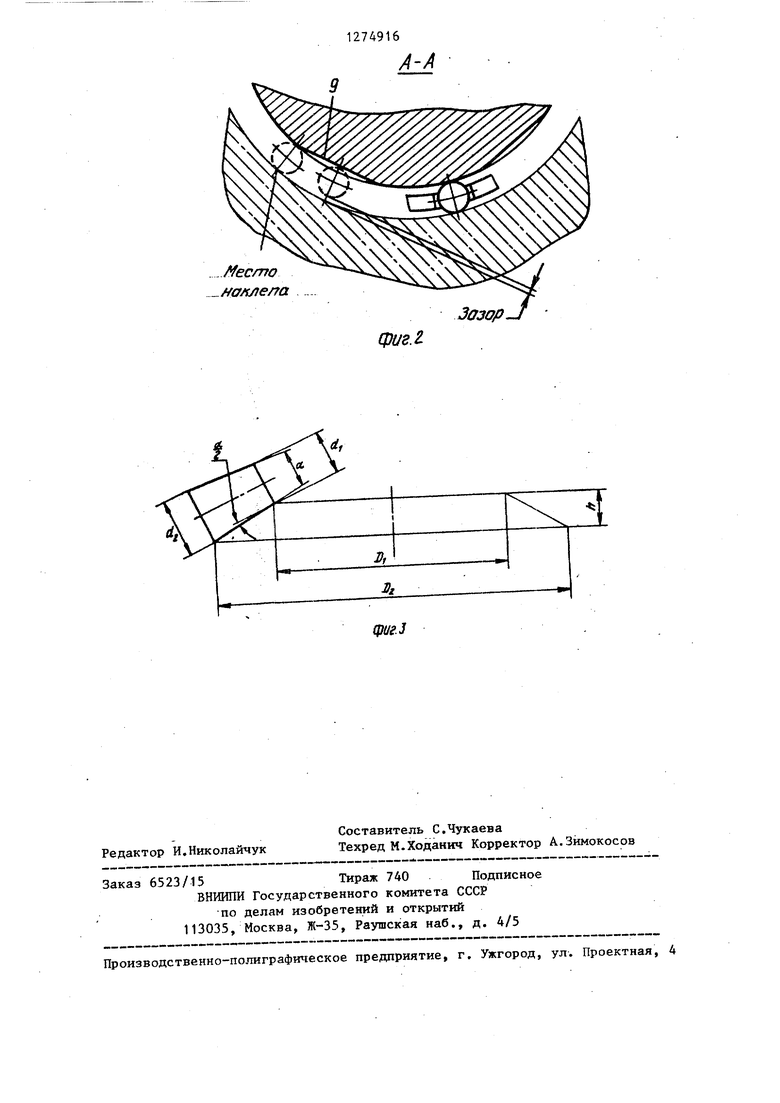
металлов пластичес сим деформировани и может быть использовано для получения ступенчатых, точно расположен ных между собой торцовых, конически выпуклых или вогнутых уплотненных кольцевьрг поверхностей, в частности для получения взаимных посадочных мест головки и тронка поршней дизелей . Цель изобретения - расширение те нологических воямвжностей накатки за счет обработки торцовых или кони ческих поверхностей с получением га рантированного расстояния между ним и повышение качества. 1 На фиг.1 представлена многоролик вая накатка, общий вид; на фиг.2 сечение А-А на фиг.1; на фиг.З - ра четная схема угла ролика. Накатка состоит из корпуса 1 с опорными коническими поверхностями и 3, рядов 4 и 5 накатных роликов и соответствующих им сепараторов 6 и В сепараторе 7 по оси каждого из ро ликов расположены регулировочные ви ты 8. На опорных поверхностях корпуса выполнены грани 9. Угол конуса- ролика определен (фиг.З) из условия скольжения (в пр тивном случае возможны заклинивания роликов) когда ,1rD, ITD, (1) уГ .- - .т- или Т- - hdi di d, dz где D, и D - диаметры обрабатываем поверхности, d, и d - соответствующие км ди метры ролика, Мм, По схеме на,фиг.З где h - высота конуса обрабатываемо конической поверхности. Подставив в формулу (2) из форму П).5Г получаем , ,, .. (Sr-4,)2 sin- 2-1(0., - D.)2 + 4h2 . d,(Da - Di) ««« ir --Trwv. D,-jT5i - 7) + 4h2 - « 4-TOri §tTH4bИз формулы видно, что при h о, т.е. при обработке торцовой поверхности ,0 d oL 2 arc sin --. Накатка работает следукмцим образом. Ролики 4 (фиг.1) обрабатывают коническую поверхность, ролики 5 - торцовую, плоскую кольцевую поверхность. Оба ряда состоят из конических роликов с углами конусов об , которые определяются по указанной зависимости. При этом углы вб нepeгyлиpye я Ie, постоянные, расчетные для данной накатки. Соответственно, опорные поверхности накатки - конуса корпуса соосны и нерегулируемы. Регулируется расстояние между накатными поверхностями двухрядной накатки за счет осевого перемещения каждого ролика 5 дополнительного ряда с помощью регулировочных опорных винтов 8. При перемещении конического ролика контактирующими с диаметрами накатки D, и D становятся диаметры d, и d конического ролика большего .циаметра. Накатные обра зующие роликов, создающие накатную поверхность накатки, перемещаются параллельно в сторону увеличения расстояния между этой накатной поверхностью и накатной поверхностью основного ряда роликов. Такая регулировка расстояния необходима из-за разной выработки двух рядов роликов, расположенных на разных радиальных расстояниях от оси накатки, окружная скорость более удалённьтх роликов выше, отсюда и выработка больше. Возможность регулировки способствует восстановлению необходимого расстояния между накатными поверхностями без какой-либо механической обработки элементов накатки, что экономически выгодно по сравнению с двухоперационной обработкой однорядными накатками или однооперационной двухрядной,, но нерегулируемой накаткой. Накатку устанавливают хвостовиком в шпиндель станка, например сверлильного, соосно с заготовкой, опускают ее до контакта роликов с опорными поверхностями корпуса накатки и обрабатываемыми поверхностями заготовки, фиксируют шпиндель от осевых перемещений и приводят его во вращение. Ролики, прокатываясь между коническими поверхностями корпуса и обрабатываемыми поверхностями заготовки без скольжения за счет выбранного угла конуса роликов, своими образующими деформируют гребешки на двух одновременно обрабатьгоаемьгх поверхностях. Осевые опорные поверхности роликов в сепараторах при этом постоянны, поэтому взаимное расположение обработанных поверхностей постоянно. Так как контакт роликов с опорными поверхностями на корпусе прерывистый из-за наличия граней на последних, то ролики получают дополнительный силовой импульс из-за изменения траектории движения, чем обеспечивается наклеп обрабатываемых поверхностей, способствующий получению гарантированного расстояния между ними. Кроме того, число граней не равно числу роликов и наклеп происходит равномерно по всей обрабатываемой поверхности за счет углового смещения роликов за каждый оборот накатки. При первоначальной наладке накатки или после выработки роликов или их опорных поверхностей корпуса произво дят радиальную подачу роликов с помо щью регулировочных винтов, контролируя величину зтой подачи индикатором по осевому перемещению накатки. Использование предлагаемой накатки позволяет с большей точностью обрабо тать ступенчатые кольцевые торцовые и конические (выпуклые и вогнутые) поверхности с получением гарантированного расстояния между ними. 1 16 Формула, и б р е т е н и я 1.Многороликовая накатка, содержащая корпус с коническими опорными поверхностями, в котором расположен сепаратор с коническими роликами для обработки торцовых поверхностей, о тличающаяся тем, что, с целью расширения технологических возможностей за счет одновременной -обработки конических поверхностей, она снабжена дополнительным сепаратором с коническими роликами, а на корпусе выполнены дополнительные конические опорные поверхности для взаимодействия с коническими роликами дополнительного сепаратора, при этом угол ei конуса конических роликов выбирается из условия ,, 2arcsin-- ii2 -::: 2i --, DjCDj - D,) + 4h2 где Dj иВ - диаметры накатки, мм; d - диаме11 конических роликов, мм; h - расстояние между плоскостями диаметров Т), мм. 2.Накатка поп.1, отличающ а я с я тем, что она снабжена регулировочными элементами, установленными в дополнительном сепараторе с возможностью перемещения конических роликов вдоль своей осн. 3.Накатка попп.1 и2, отличающаяся тем, чго, с целью повышения качества за счет обеспечения наклепа, на опорных конических поверхностях выполнены грани, при этом число граней не равно числу роликов.
-MecfTto -ffOff/ie a
Зазор,
фиг. 2.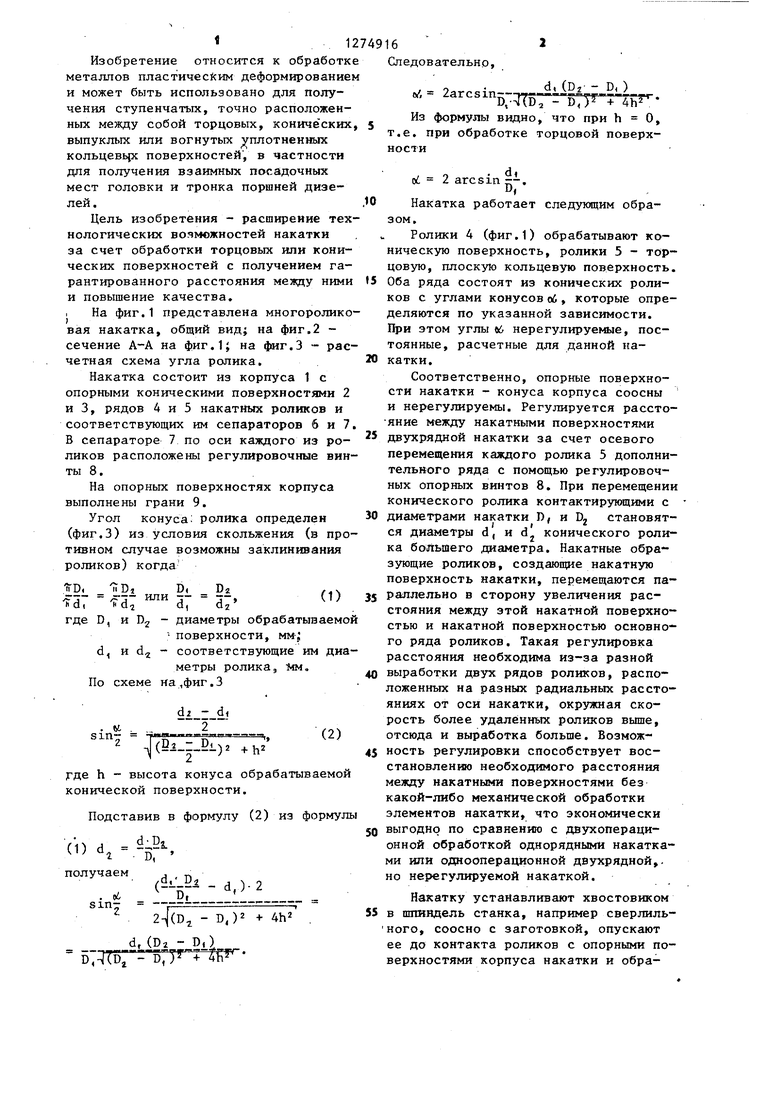
| название | год | авторы | номер документа |
|---|---|---|---|
| Многороликовое устройство для вибронакатывания | 1990 |
|
SU1803314A1 |
| Способ обработки фасок | 1986 |
|
SU1428565A1 |
| Многороликовый самоустанавливающийся обкатник | 1989 |
|
SU1680488A1 |
| Способ получения конических резьб на цилиндрических полых изделиях накатными роликами | 1981 |
|
SU1091970A1 |
| Способ накатывания кольцевых торцовых поверхностей | 1989 |
|
SU1632752A1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| МНОГОРОЛИКОВЛЯ НАКАТКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ТОРЦОВОЙ ПОВЕРХНОСТИ | 1967 |
|
SU200458A1 |
| АВТОМАТ ДЛЯ ОБРАЗОВАНИЯ ФАСОК | 1964 |
|
SU225026A1 |
| Способ чистовой обработки пластическим деформированием торцевых поверхностей деталей | 1991 |
|
SU1776225A3 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
Изобретение относится к обработке металлов пластическим деформированием и может быть использовано для обработки торцовых и конических поверхностей при чистовой и упрочняющей обработке поверхностей методом накатывания. Цель изобретения - расшире ние технологических возможностей накатки путем обработки торцовых и конических поверхностей с получением гарантированного расстояния между ними и повьппение качества. Для этого многороликовую накатку снабжают дополнительным сепаратором с коническими роликами. Последние установлены в корпусе под углом к оси накатки и взаимодействуют с конической опорной поверхностью корпуса. Угол конуса роглика выполняют по математической зависимости. Регулировочные элементы перемещают ролики вдоль своей оси, а на опорных конических поверхностях корпуса выполнены грани, число которых не равно числу роликов. Ролики, прокатываясь между коническими поа верхностями корпуса и обрабатьшаемыми поверхностями заготовки без скольже(Л ния за счет выбранного угла конуса роликов, своими образующими деформируют гребещки на двух одновременно обрабатываемых поверхностях. 2 з.п. ф-лы, 3 ил. ю 4;: СО
Д
/
| МНОГОРОЛИКОВЛЯ НАКАТКА ДЛЯ ОБРАБОТКИ ВНУТРЕННЕЙ ТОРЦОВОЙ ПОВЕРХНОСТИ | 0 |
|
SU200458A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
