Изобретение относится к обработке материалов резанием и может быть использовано для токарной обработки цилиндрических деталей
Целью изобретения является расширение технологических возможностей обработки за счет реализации в зоне резания сдвига с растяжением.
Указанная цель достигается тем, что в известном способе, при котором осуществляют обработку поверхности детали инструментом с режущей и деформирующей кромками, имеющими точку пересечения при вращении детали и продольной подаче инструмента, обработку осуществляют инструментом, точка пересечения деформирующей и режущей кромок которого смещена от вершины инструмента по радиусу детали на расстояние, равное разности технологического припуска и натяга пластического деформирования, при этом деформирующая кромка расположена перед режущей кромкой по направлению подачи.
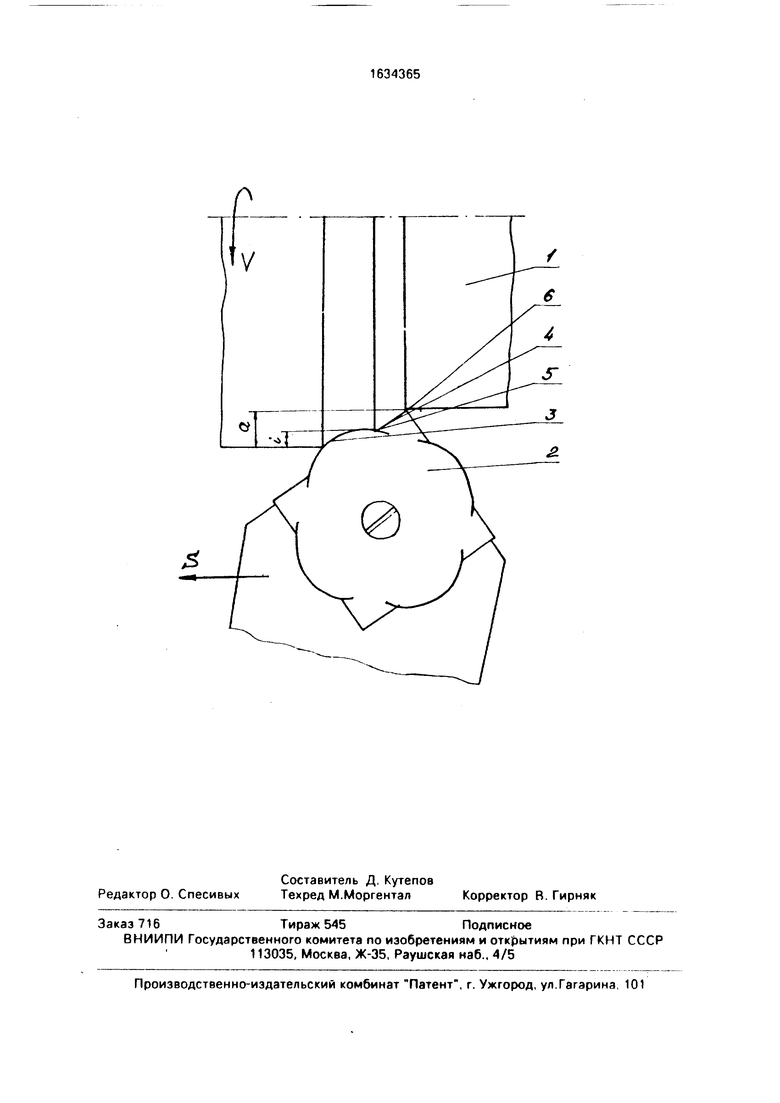
На чертеже показана схема реалиэащг- предлагаемого способа.
Обработка производится следующим образом.
Детали 1 сообщают вращательное жение со скоростью V. Инструмент 2, имею щий деформирующую 3 и режущую 4 кромки, перемещается вдоль оси детчли 1 г подачей S. Инструмент 2 устанавливают or носительно детали 1 таким образом, чтоб точка 5 пересечения деформирующей 3 и режущей 4 кромок инструмента 2 была сме щена от вершины 6 последнего на расстоя ние. равное разности технологического припуска и натяга пластического деформс. рования i по радиусу детали, деформирую щую кромку 3 располагают перед режущей кромкой 4 по направлению подачи.
Первой в контакт с деталью 1 вступает деформирующая кромка 3 инструмента 2, де формируя поверхностный слой металла детали 1 ня величину натяга i. Мэтериэл поМ
0
to
&
СА)
Л
верхмостного слоя перенаклепывается, в нем образуются микротрещины.
Далее в контакт с деталью 1 с деформированным поверхностным слоем вступает режущая кромка 4 инструмента 2, которая срезает перенаклепанный слой металла. Расположение деформирующей 3 и режущей 4 кромок позволяет получить в зоне резания напряженное состояние сдвига с растяжением, при котором наиболее активно растут микротрещины, образованные при воздействии на обрабатываемый материал детали 1 деформирующей кромки 3. что позволяет снизить энергоемкость процесса обработки, повысить стойкость инструмента 2.
Сдвиг с растяжением в зоне резания образуется в направлении.перпендикуляр- ном режущей кромке 4 и одновременно параллельном скорости V перемещения инструмента 2 относительно детали 1. В зоне резания возникает напряженное состояние сдвига со сжатием 3, снимаемая стружка стремится изменить свои размеры по сравнению с размерами срезанного слоя - увеличить площадь поперечного сечения и уменьшить длину. При увеличении площади поперечного сечения стружки увеличивается ширина последней, т.е. металл в данном направле нии будет удлиняться. Находящаяся перед режущей кромкой 4 в направлении подачи S деформирующая кромка 3 будет препятствовать удлинению металла в направлении, параллельном режущей кромке 4. следовательно, напряженное состояние поменяет свой знак и изменится со сжатия со сдиигом на растяжение со сдвигом в направлении перпендикулярном режущей кромке 4 и параллельном скорости перемещения инструмента относительно детали 1. Данное напряженное состояние приведет к лавинообразному росту микротрещин в зоне реза- ния, а следовательно, и снижению
энергоемкости процесса обработки и пропорционального этому повышению стойкости инструмента.
Расположение точки 5 пересечения деформирующей 3 и режущей 4 кромок от вершины 6 инструмента 2 на расстояние, равное разности технологического припуска а и натяга пластического деформирования I по радиусу детали 1, позволяет
получать наиболее рациональные параметры физико-механических свойств поверхности детали 1 в зоне обработки путем задания определенных натягов при данном припуске А Кроме того, зона резания находится в непосредственной близи от деформирующей кромки, что создает наибопьшее по величине растяжение в направлении, перпендикулярном режущей кромке и параллельном скорости перемещения инструмента 2 относительно детали 1
Формула изобретения
Способ обточки деталей, по которому
осуществляют предварительное нагруже- ние детали усилием деформирования, прикладываемым на участке первичной деформации зоны резания параллельно режущей кромке инструмента, и последующее
срезание поверхностного слоя режущей кромкой инструмента при вращении детали и продольной подаче инструмента, отличающий- с я тем, что, с целью расширения технологических возможностей, обработку осуществляют инструментом с режущей и деформирующей кромками, точка пересечения которых смещена от вершины инструмента по радиусу детали на расстояние, равное разности технологического припуска и натяга пластического деформирования, при этом деформирующую камеру располагают перед режущей кромкой по направлению подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ чистовой обработки цилиндрических зубчатых колес | 1986 |
|
SU1419833A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ деформирующе-режущей обработки и деформирующе-режущая протяжка для его осуществления | 1987 |
|
SU1488183A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Способ комбинированной упрочняюще-чистовой обработки | 1989 |
|
SU1669692A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
Изобретение относится к обработке металлов резанием. Целью изобретения является повышение технологических возможностей за счет реализации е зоке резания сдвига с растяжением Поставлен ная цель достигается за счет обработки ин струментом с режущей и деформирующем кромками, точка пересечения которых сме щена от вершины инструмента по радиуо детали на расстояние, ровное разности тех нологического припуска и натяга пластчче ского деформирования , при этом деформирующую кромку располагают п ред режущей кромкой по направлению подачи. 1 ил.
| Способ обработки резанием с пластическим деформированием | 1980 |
|
SU933266A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
