Изобретение относится к электрофизическим и электрохимическим методам обработки, а именно к способам электроэрозионного легирования.
Цель изобретения - повышение производительности и качества легирования путем равномерного распределения разрядов по торцу электрода-инструмента.
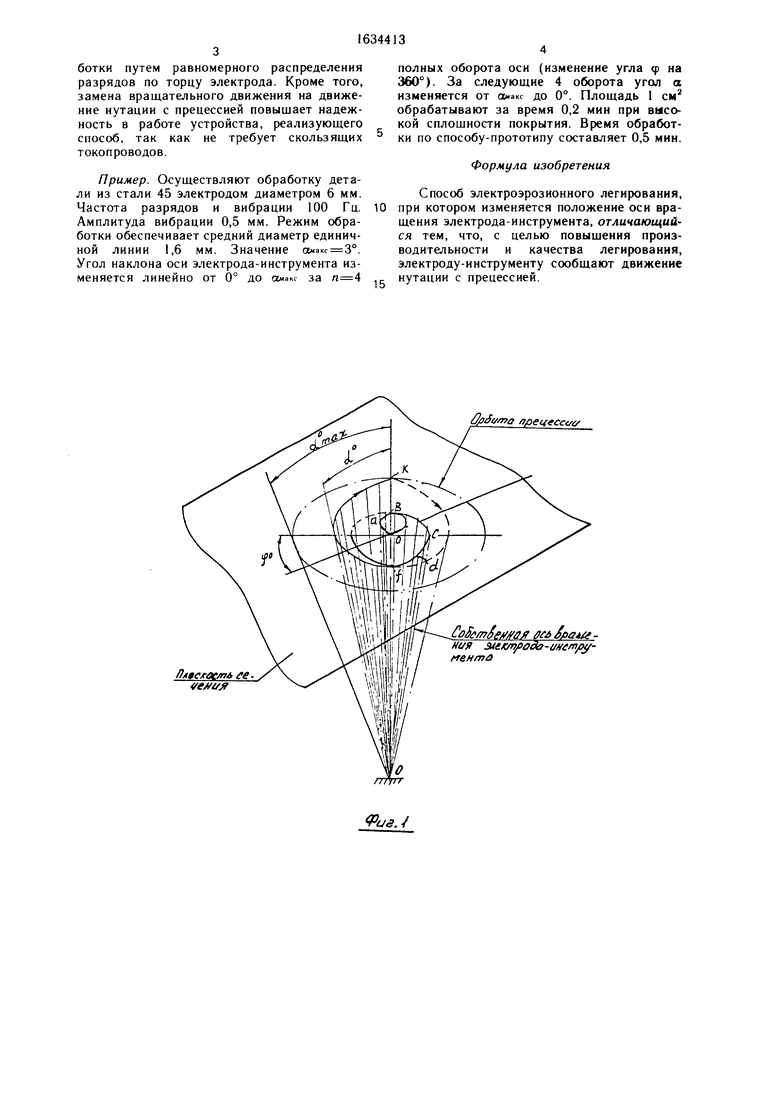
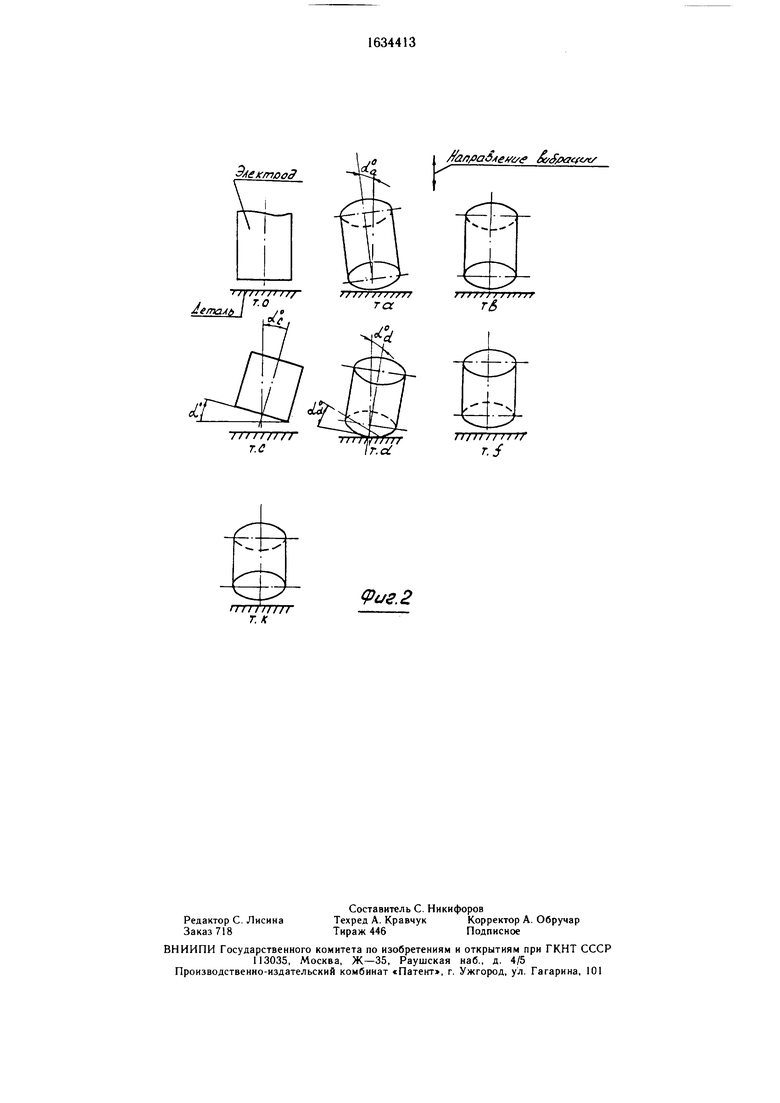
На фиг. 1 показаны положения оси вращения электрода-инструмента в различные моменты времени; на фиг. 2 - положение торца электрода-инструмента при различных положениях его оси
Способ осуществляется следующим образом.
В исходном положении ось электрода- инструмента нормальна к обрабатываемой поверхности и совпадает с прямой 0-О (фиг. 1), а торец электрода-инструмента параллелен обрабатываемой поверхности (фиг. 2, т.о.).
Электрод периодически контактирует с обрабатываемой поверхностью, возбуждая разряд при подаче импульсов технологического тока (вибратор и генератор импульсов не показаны).
В процессе обработки электроду-инструменту сообщают движение мутации с прецессией. При этом постоянно изменяется положение оси электрода-инструмента. Изменяется как угол поворота оси (f, так и угол наклона оси а. Разряд возбуждается между другими точками торца электрода-инструмента и обрабатываемой поверхности (фиг. 2, т.а. / ).
При периодическом изменении угла а ось электрода-инструмента описывает в секущей плоскости, перпендикулярной прямой О-0, спираль, раскручивающуюся и закручивающуюся. Перемена направления изменения угла наклона оси электрода-инструмента производится при достижении некоторого максимального значения ал.. , выбираемого опытным путем
Способ обеспечивает повышение производительности процесса и качество обра05
со
4 -U
СЈ
ботки путем равномерного распределения разрядов по торцу электрода. Кроме того, замена вращательного движения на движение нутации с прецессией повышает надежность в работе устройства, реализующего способ, так как не требует скользящих токопроводов.
Пример. Осуществляют обработку детали из стали 45 электродом диаметром 6 мм. Частота разрядов и вибрации 100 Гц. Амплитуда вибрации 0,5 мм. Режим обработки обеспечивает средний диаметр единичной линии 1,6 мм. Значение сс«акс 3°. Угол наклона оси электрода-инструмента изменяется линейно от 0° до омакс за
полных оборота оси (изменение угла ф на 360°). За следующие 4 оборота угол а изменяется от оь-акс до 0°. Площадь 1 см2 обрабатывают за время 0,2 мин при высокой сплошности покрытия. Время обработ- ки по способу-прототипу составляет 0,5 мин.
Формула изобретения
Способ электроэрозионного легирования, при котором изменяется положение оси вращения электрода-инструмента, отличающийся тем, что, с целью повышения производительности и качества легирования, электроду-инструменту сообщают движение нутации с прецессией.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного легирования | 1986 |
|
SU1484515A1 |
| Способ электроэрозионного нанесения покрытий | 1986 |
|
SU1362577A1 |
| Способ электроэрозионного легирования | 1986 |
|
SU1491635A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2001 |
|
RU2196665C1 |
| Способ электроэрозионного легирования | 1986 |
|
SU1641541A1 |
| Способ поверхностного легирования электрическим разрядом | 1985 |
|
SU1404225A1 |
| СПОСОБ ОБРАБОТКИ ШАРОВ | 1992 |
|
RU2047466C1 |
| Способ поверхностного легирования электрическим разрядом | 1988 |
|
SU1585101A1 |
| Устройство для электроэрозионной обработки зубчатых изделий пространственного зацепления | 1987 |
|
SU1537432A1 |
| Устройство для электроэрозионного легирования | 1986 |
|
SU1493403A1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, а именно к способам электроэрозионного легирования Цель изобретения - повышение производительности и качества легирования за счет равномерного распределения разрядов по торцу электрода- инструмента. Электроду-инструменту сообщают движение нутации с прецессией. При этом изменяется угол поворота оси электрода-инструмента и угол ее наклона Разряд возбуждается между различными точками торца электрода-инструмента и обрабатываемой поверхности. 2 ил
fl/)Јe//r a пречесс /&
Јо$ст6емая вел браме - ниц зиктрода-метру- иентй
Фиг.-l
Электаод
Летать I ,t
«/
/////////
T.C
ГГГГТ/ТГ/Т
T.K
P
fonpaSjewf &Ј/ gtftst/
r6
11 /1 f /1 f f If
г./
Pi/e.2
| Устройство для электроискрового легирования металлических деталей | 1977 |
|
SU624760A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
