Изобретение относится к электрофизическим и электрохимическим способам обработки, в частности к электроэрозионному нанесению покрытий.
Целью изобретения является повышение производительности обработки и сплошности покрытий за счет оптимального выбора скорости враш,ения и угла наклона вибри- руюш,его, вращаюш,егося и расположенного наклонно к обрабатываемой поверхности электрода-инструмента.
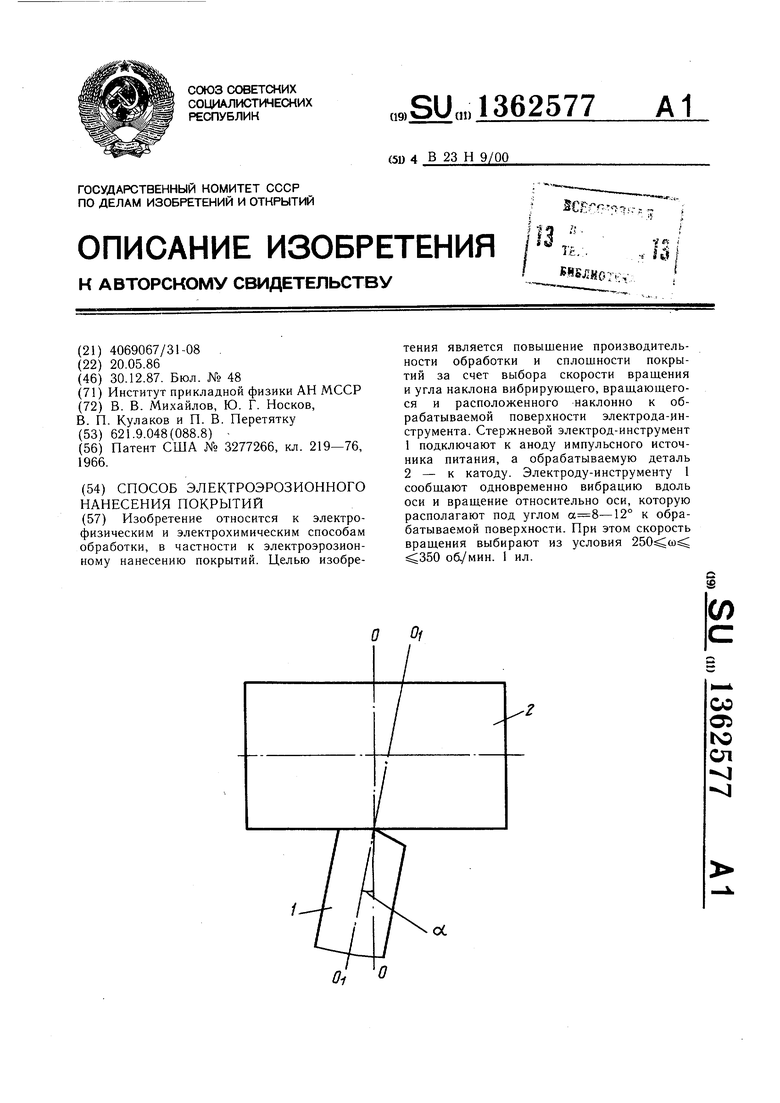
На чертеже изображено положение обрабатываюш,его электрода по отношению к обрабатываемой поверхности.
Способ осуществляется следуюш,им образом.;
Стержневой элекрод-инструмент 1 подключают к аноду импульсного источника питания, а обрабатываемую, деталь 2 - к катоду. Электроду-инструменту сообщают одновременно вибрацию вдоль оси и вращение относительно оси, которую располагают под углом а 8-12° к обрабатываемой поверхности. При этом скорость вращения выбирают из условия: 250 об/мин о): 350 обУмин.
При уменьшении угла наклона увеличивается площадь контактирования, что снижает привес. При увеличении привес также снижается. Увеличение скорости вращения за указанный предел приводит к появлению царапин на покрытии. Уменьшение скорости вращения ниже 250 об./мин снижает сплошность и равномерность покрытия по толщине, а также снижается привес: При указанных условиях обработки ограничивается площадь, на кото0
рую действует разряд, до 5-8% от площади торца, что увеличивает энергию разряда, приходящуюся на единицу площади и повыщает количество жидкой фазы. Вращение обеспечивает «размазывание жидкой фазы по поверхности детали без абразивного воздействия на нее.
Пример. Осуществлялась обработка на установке «ЭФИ-46А на 3-м режиме (рабочее напряжение VP 56 В, энергия разряда ,4 Дж, ток короткого замыкания ,8А, рабочий ток А). В качестве электрода-инструмента использовался стержень диаметром 2,5 мм. Удельное время обработки 1,5 мин/см. Частота вибра5 Ции 100 Гц. Наносилось покрытие на образец из сплава 40 ХНЮ-ВИ твердосплавным электродом из ВК-20, а также на образец из меди серебрянным электродом. При а 8-12° и об/мин был обеспечен максимальный привес и повы0 шена сплошность до 90-99%.
Формула изобретения
Способ электроэрозионного нанесения 5 покрытий вибрирующим стержневым электродом-инструментом, при котором его вращают вокруг своей оси и располагают под углом к поверхности обрабатываемой детали, отличающийся тем, что, с целью повышения производительности обработ- 0 ки и сплошности покрытий, скорость вращения со выбирают из условия
250 об. об./мин, а угол наклона выбирают в пределах от 8 до 12°.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 2001 |
|
RU2196665C1 |
| Способ электроэрозионного легирования | 1987 |
|
SU1634413A1 |
| Способ электроэрозионного легирования | 1986 |
|
SU1484515A1 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ЛЕГИРОВАНИЯ | 1995 |
|
RU2111095C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| Устройство для электроэрозионного легирования деталей типа тел вращения | 1991 |
|
SU1815043A1 |
| Способ электроэрозионного упрочнения зубчатых колес | 1985 |
|
SU1340953A1 |
| Способ электроискрового легирования | 1981 |
|
SU965700A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2016 |
|
RU2657670C2 |
| СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2707776C1 |
Изобретение относится к электрофизическим и электрохимическим способам обработки, в частности к электроэрозионному нанесению покрытий. Целью изобретения является повышение производительности обработки и сплошности покрытий за счет выбора скорости вращения и угла наклона вибрируюш,его, враш,аюш.его- ся и расположенного наклонно к обрабатываемой поверхности электрода-инструмента. Стержневой электрод-инструмент 1подключают к аноду импульсного источника питания, а обрабатываемую деталь 2- к катоду. Электроду-инструменту 1 сообш,ают одновременно вибрацию вдоль оси и враш.ение относительно оси, которую располагают под углом а 8-12° к обрабатываемой поверхности. При этом скорость враш,ения выбирают из условия 350 06./МИН. 1 ил. со 05 ю ел