4 to го сд
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способам электроэрозионного легирования.
Целью изобретения является повышение производительности обработки и увеличение толщины покрытия за счет переноса материала электрода-инструмента на обрабатываемую поверхность в стационарном дуговом разряде в поперечном потоке жидкой диэлектрической среды.
На чертеже приведена схема реализации предлагаемого способа.
Способ осуществляется следующим образом.
Обрабатываемую деталь 1 подключают к отрицательному полюсу источника постоянного тока (не показан) и герметизируют специальной камерой 2, через отверстие 3, в которой в зону обработки подают жидкую диэлектрическую среду под динамическим давлением 0,01 - 1,0 МПа. При подводе электрода-инструмента 4, выполненного из Наносимого на деталь материала, между электродом и деталью возбуждают дуговой разряд при напряжении 20-100 В и токе -1000 А. Дуговой разряд, сжатый потоком рабочей среды, обеспечивает интенсивное разрущение-материала анода и перенос его на поверхность детали.
При уменьшении давления ниже 0,01 МПа поток не обеспечивает обжатия канала раз- ряда и происходит оплавление обоих электродов. При увеличении давления выше
5
,-
5
0
1 МПа поток рабочей среды ограничивает перенос продуктов эрозии анода на деталь.
При напряжении 20 В процесс обработки теряет устойчивость, а при увеличении напряжения выше 100 В резко увеличивается высота микронеровностей, что ухудшает качество обработанной поверхности. При токе менее 1 А дуговой разряд теряет стабильность, при токе более 1000 А отсутствует слой перенесенного материала.
Пример. Осуществляют обработку детали из стали Х12М электродами из меди Ml диаметром 24 мм с внутренним отверстием диаметром 18 мм. Обработку ведут на установке «Дуга-2Б с источником технологического тока - сварочным выпрямителем ВД4-504 и на режимах во всем диапазоне предлагаемых значений напряжения и тока. Получают покрытия толщиной от 23 мкм до 1,3 мм.
Формула изобретения
Способ поверхностного легирования электрическим разрядом, при котором разряды возбуждают между электродом-инструментом и обрабатываемой поверхностью в рабочей среде, прокачиваемой через зону обработки, отличающийся тем, что, с целью повышения производительности процесса и увеличения толщины покрытия, обработку ведут стационарной дугой при напряжении 20-100 В, токе 1 - 1000 А, а в качестве рабочей среды используют диэлектрическую жидкость при внешнем подводе ее в зону обработки под давлением 0,01 - 1 МПа.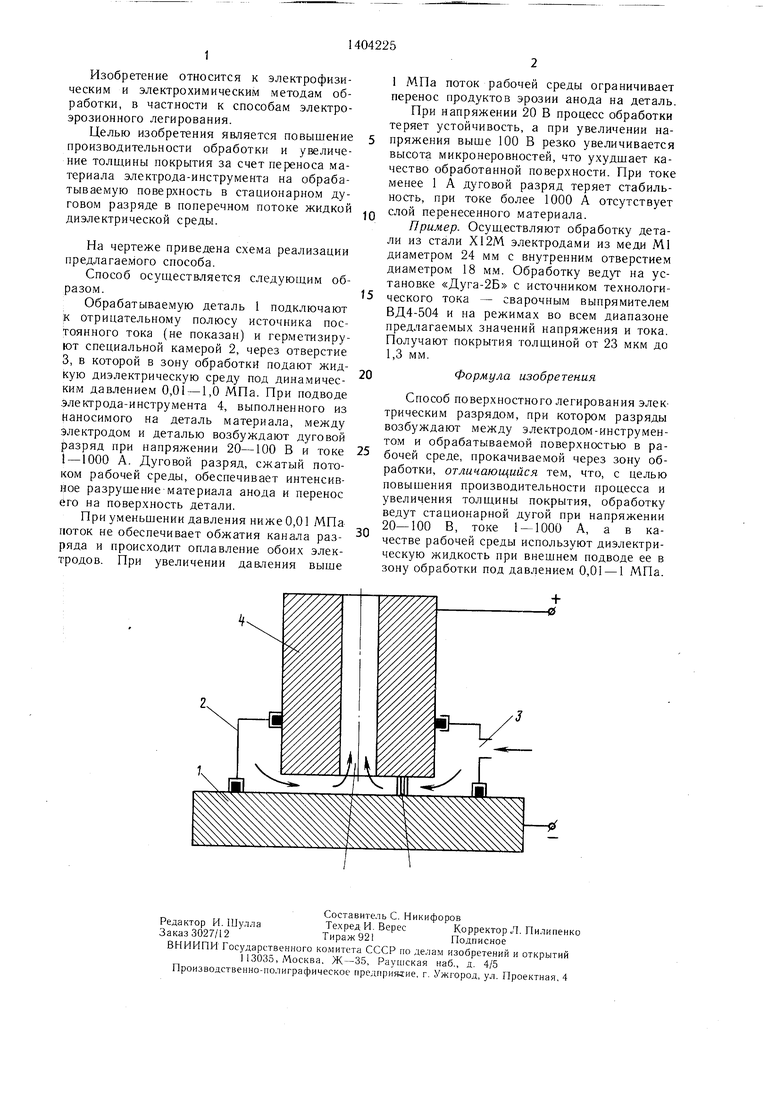
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного легирования электрическим разрядом | 1988 |
|
SU1585101A1 |
| СПОСОБ ОБРАБОТКИ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ И/ИЛИ ЧУГУННЫХ ДЕТАЛЕЙ | 2009 |
|
RU2410212C2 |
| Способ электроэрозионного легирования | 1986 |
|
SU1491635A1 |
| Способ электрообработки | 1989 |
|
SU1756048A1 |
| Способ электроэрозионного легирования | 1986 |
|
SU1484515A1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2013 |
|
RU2524467C1 |
| Способ электроэрозионного легирования и устройство для его осуществления | 1989 |
|
SU1704971A1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2711074C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299790C1 |
| СПОСОБ ОБРАБОТКИ ВКЛАДЫШЕЙ ПОДШИПНИКОВ СКОЛЬЖЕНИЯ | 2005 |
|
RU2299791C1 |
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к способам электроэрозионного легирования. Целью изобретения является повышение производительности обработки и увеличение толщины покрытия. При внешнем подводе жидкой диэлектрической среды в зону обработки и отводе ее через осевое отверстие в электроде-инструменте перенос материала электрода-инструмента на заготовку происходит при динамическом давлении 6,01 - 1 МПа и поддержании стационарного дугового разряда при напряжении 20-100 в и токе 1 -ЮОО А. 1 ил. 
| Способ электроэрозионного легирования | 1983 |
|
SU1121116A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
