Фиг,.
Изобретение относится к станкостроению и может быть использовано при креплении деталей типа тел вращения на фрезерных станках.
Цель изобретения - повышение производительности станка и стойкости обрабатывающего инструмента путем снижения динамической податливости станка.
На фиг. 1 схематически изображено устройство, реализующее предлагаемый способ, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1.
Устройство состоит из оправки 1, одним концом закрепленной в передней бабке 2 фрезерного станка. В задней бабке 3 станка установлен с возможностью вращения поддерживающий элемент 4, на свободном конце которого выполнен ложемент 5 для оправки 1. Ложемент 5 жестко соединен болтами 6 со съем ным ложементом 7.
Способ реализуют следующим образом.
Заготовку 8 жестко закрепляют на оправке 1. Последнюю предварительно заводят в конус шпинделя передней бабки 2 и базируют в ложементе 5 поддерживающего элемента 4, что обеспечивает прилегание конуса оправки 1 и конуса шпинделя передней бабки 2 при затяжке оправки 1 штре- велем.
Затянув оправку 1 в конус шпинделя передней бабки 2 и закрепив на столе 9 заднюю бабку 3, прижимают лежащий в ложементе 5 конец оправки при помощи съемного ложемента 7 к поддерживающему элементу 4, тем самым обеспечивая жесткий стык оправка-задняя бабка.
В результате жесткого стыка оправки с передней и задней бабками в стыках обоих концов оправки обеспечены линейные жесткости в трех направлениях и угловые жесткости по двум осям (исключая направление вращения), которые замыкают динамическую систему деталь-оправка-передняя бабка-стол-задняя бабка, тем самым увеличивая ее жесткость. Процесс фрезерования при этом происходит плавно без сильных динамических смещений и поломки фрез.
Динамические возмущения в зоне резания, обусловленные изгибной деформацией стола при использовании предлагаемого способа крепления заготовки снижаются в 4-4,5 раза, при этом частота собственных колебаний устройства, реализующего предлагаемый способ,
поднимается с 33 до 120 Гц.
Формула изобретения Способ крепления заготовки типа тела вращения, преимущественно на фрезерном
станке с установленными на его столе передней и задней бабками, при котором заготовку фиксируют на оправке, а затем один конец последней зажимают в передней бабке, а другой конец соединяют со свободным
концом поддерживающего элемента задней бабки, отличающийся тем, что, с целью повышения производительности станка и стойкости обрабатывающего инструмента путем снижения динамической податливости станка, берут поддерживающий элемент, имеющий возможность вращения, и осуществляют соединение оправки со свободным концом последнего посредством жесткого соединения ложементов,
один из которых выполняют на упомянутом конце поддерживающего элемента, а другой берут съемным, при этом диаметр внутренней цилиндрической поверхности ложементов в сборе выбирают равным диаметру наружной цилиндрической поверхности оправки.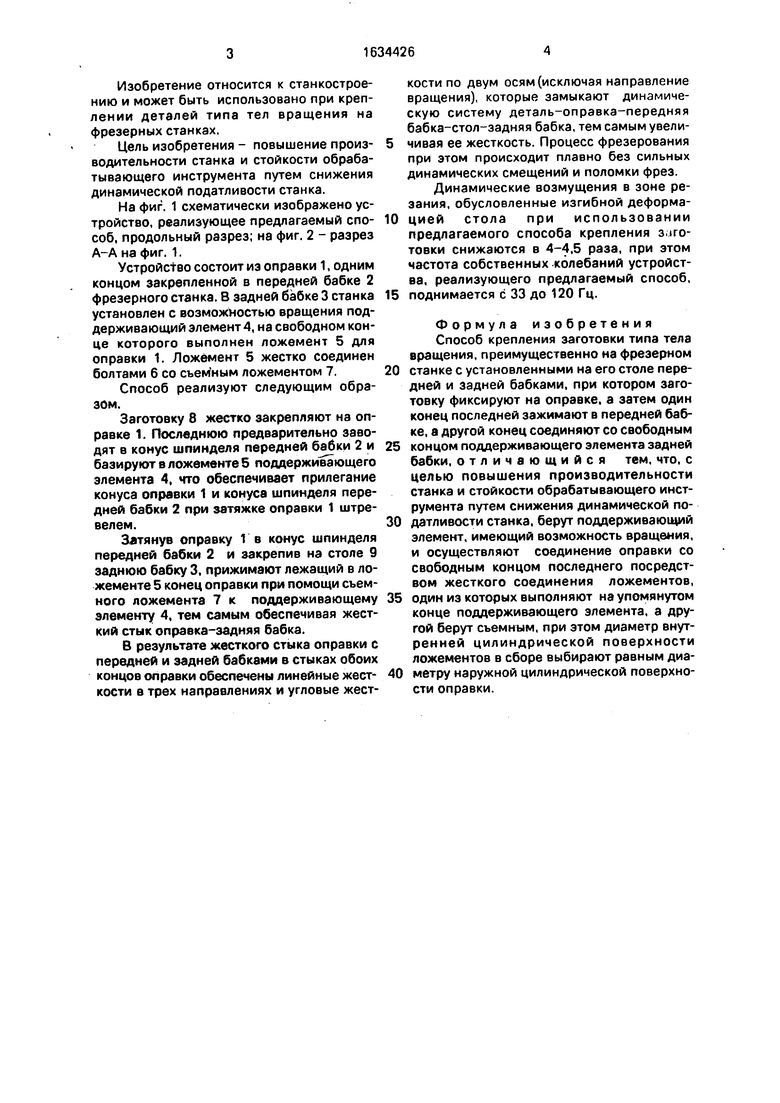
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Широкоуниверсальный фрезерный станок | 1990 |
|
SU1780939A1 |
| СТАНОК ДЛЯ НАРЕЗАНИЯ ВИТКОВ ЧЕРВЯЧНЫХ ФРЕЗИ ЧЕРВЯКОВ | 1972 |
|
SU331853A1 |
| ПОРТАТИВНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК ЕВГЕНЬЕВА | 2002 |
|
RU2229972C1 |
| Устройство для автоматического крепления инструмента | 1986 |
|
SU1400792A1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |

Изобретение относится к станкостроению и может быть использовано при креплении деталей типа тела вращения на фрезерных станках. Цель изобретения - повышение производительности станка и стойкости обрабатывающего инструмента. Заготовку жестко закрепляют на оправке 1. Оправку 1 одним концом затягивают в конус шпинделя передней бабки станка. Другой конец оправки жестко соединяют посредством ложементов 5 и 7 со свободным концом имеющего возможность вращения поддерживающего элемента задней бабки фрезерного станка. Ложемент 5 выполняют на упомянутом конце поддерживающего элемента, а ложемент 7 берут съемным. 2 ил.
/////////////
фиг.1
| Паспорт станка мод | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
