Изобретение относится машиностроению и может быть использовано при компоновке автоматических линий, в частности линий для механической обработки.
Цель изобретения - повышение произ- водительности при одновременной обработке симметрично расположенных наружных поверхностей заготовок, выполненных по дуге окружности.
На чертеже представлена схема опре- деления шага автоматической линии.
Способ компоновки технологического оборудования автоматической линии состоит в следующем.
На позиционный стол 1 устанавливают заготовку 2 с подлежащей обработке поверхностью 3. Зная радиус R обрабатываемой поверхности, а также габарит силового узла, например силовой шпиндельной головки, с помощью которой, как правило, ведется обработка в автоматических линиях, в центре окружности с радиусом, равным R, размещают ось поворота силового узла 4. Расстояние А от оси поворота силового узла 4 до оси привода 5 его поворота определяется конструктивно и зависит от габаритов этого привода.
Для обеспечения одновременной обработки второй поверхности заготовки 6, расположенной на позиционном столе 7, позиционный стол 7 размещают симметрично позиционному столу 1 относительно привода поворота силового узла. После определения положений соседних позиционных столов 1 и 7 определяют шаг автома- тической линии Т по формуле
T 2(R+A)-b,
где R - радиус обрабатываемой поверхности;
А - расстояние от оси поворота силового узла до оси привода его поворота;
Ь - ширина заготовки.
В случае, если возможно совмещение оси поворота силового узла с осью привода поворота, т.е. если А 0, то шаг автоматической линии Т - 2R-b.
При таком расположении оборудования и заготовок ведут раздельную одновременную обработку наружных поверхностей: на позиционном столе 1 - поверхность 3. на позиционном столе 7 - поверхность 6. На позиционный стол 7 заготовка поступает с уже обработанной поверхностью 3.
Формулаизобретения
Способ компоновки технологического оборудования автоматической линии для механической обработки деталей, включающий расстановку с определенным шагом в технологической последовательности станочного оборудования, отличающий- с я тем, что, с целью повышения производительности при одновременной обработке симметрично расположенных наружных поверхностей заготовок, выполненных по дуге окружности, оси поворота силовых узлов располагают в центре окружности с радиусом, равным радиусу обрабатываемой поверхности, а шаг линии назначают равным разнице между удвоенным расстоянием от оси привода поворота силовых узлов до боковой поверхности заготовки и шириной заготовки.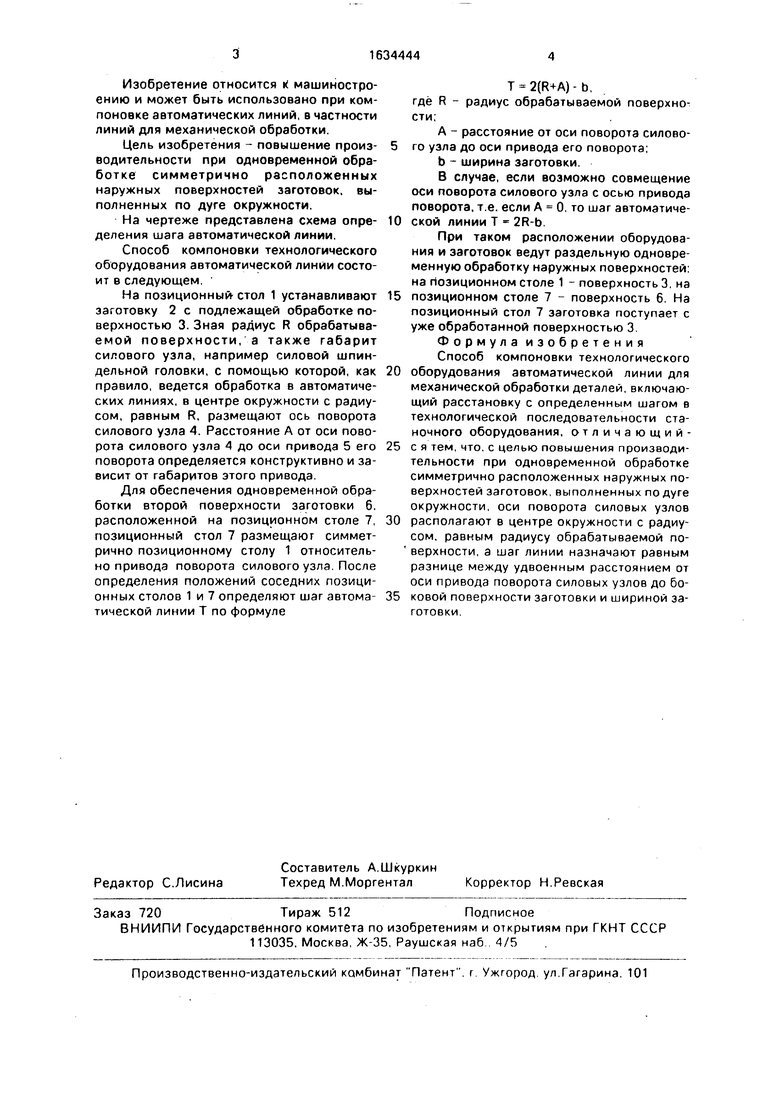
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Установка для позиционной обработки заготовок валяной обуви | 1988 |
|
SU1581791A1 |
| Способ нарезания торцовых зубьев | 1988 |
|
SU1590229A1 |
| Устройство для шагового перемещения спутников | 1985 |
|
SU1305085A1 |
| ФОРМОВОЧНОЕ УСТРОЙСТВО, В ЧАСТНОСТИ ШПИНДЕЛЬНЫЙ ПРЕСС, И СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК | 2016 |
|
RU2723877C2 |
| ДИСКРЕТНЫЙ ШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2008 |
|
RU2385216C2 |
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2618354C9 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Способ получения пружинных ламелей из форматной заготовки с одновременным получением готового закругленного профиля ребер и устройство для его реализации с механизмом подачи и перемещения, включающим систему поджима, фрезерным блоком и фрезерным диском, включая способ перемещения форматной заготовки, а также способ фрезерования и раскроя | 2016 |
|
RU2648110C2 |
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2625221C2 |
Изобретение относится к машиностроению и может быть использовано при компоновке автоматических линий в частности линий для механической обработки Цель изобретения - повышение производитель326 /I I T 2{R+A ности при одновременной обработке симметрично расположенных наружных поверхностей заготовок выполненных по дуге окружности Для обеспечения одновременной обработки второй поверхности заготовки 6 расположенной на позиционном столе 7 последний размещают симметрично позиционному столу 1 относительно привода поворота силового узла После определения положений соседних позиционных столов 1 и 7 определяют шаг автоматической линии Т по формуле Т 2(R + А) - b где R - радиус обрабатываемой поверхности А - расстояние от оси поворота силового узла до оси привода его поворота b - ширина заготовки 1 ил Ход инстр в X/ Ј О CJ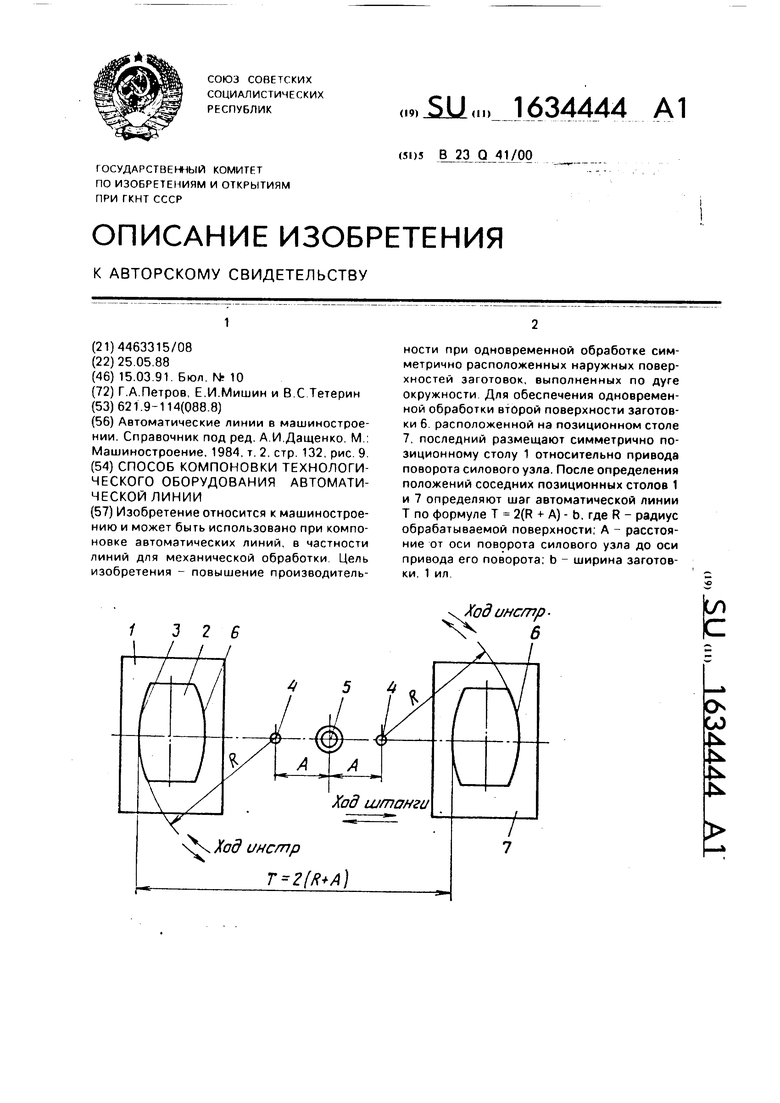
| Автоматические линии в машиностроении Справочник под ред А И Дащенко М Машиностроение | |||
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
