Изобретение относится к металлургии, а именно к получению непрерывнолитой тонкой леты.
Целью изобретения является повышение производительности и качества получаемой ленты за счет повышения надежности процесса смотки ленты в рулон.
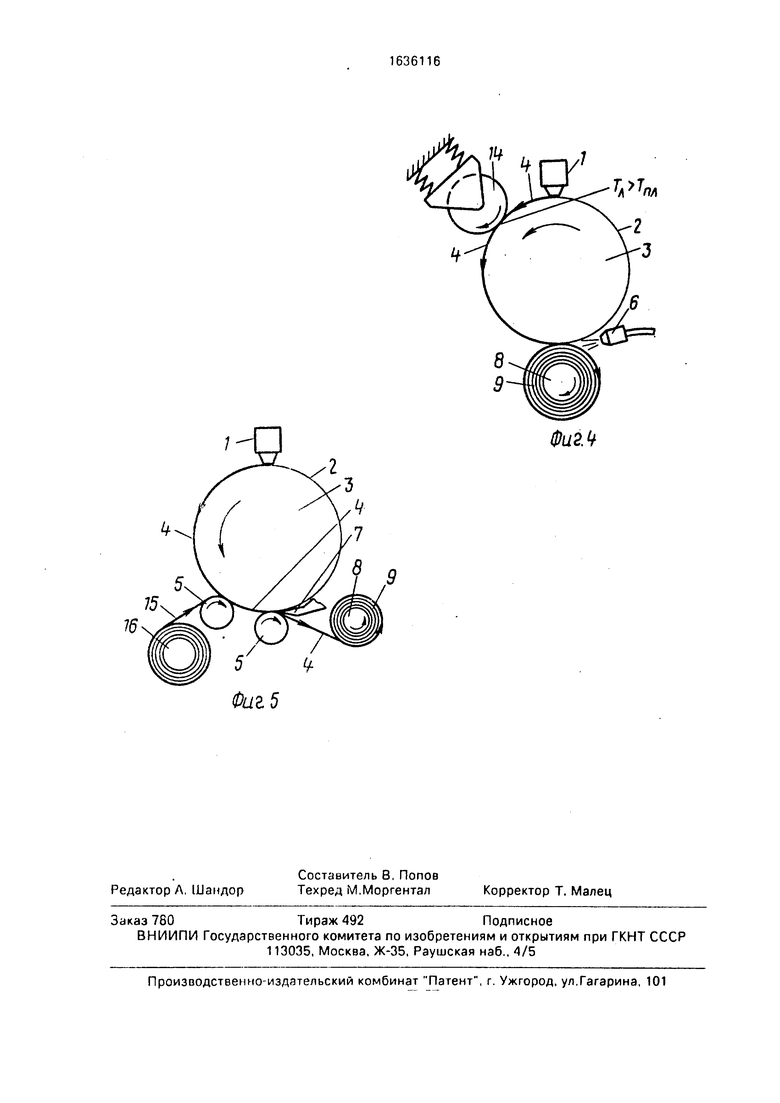
На фиг. 1 показана схема нанесения на ленту расплава полимера; на фиг 2 - схема аэрозольного напыления частиц полимера; на фиг. 3 - схема оплавления остывающей лентой полимерного брикета; на фиг. 4 - схема обкатки остывающей ленты валиком из термопластичного полимера; на фиг. 5 - схема нанесения полимерного покрытия путем сцепления ленты с полимерной пленкой.
Способ осуществляется следующим образом.
Из тигля 1 на охлажденную поверхность 2 вращающе ося барабана 3 разливают тонкий слой расплава, который, соприкоснувшись с поверхностью 2, твердеет,
превращаясь в ленту 4, и. двигаясь к поддерживающему ролику 5, остывает до температуры 1UO°C, после чего струей воздуха из сопла 6 либо ножом 7 лента 4 отделяется от охлаждающей поверхности 2 и подается на сердечник 8 намоточного устройства, где формируется рулон 9 ленты,
На поверхность остывающей ленты 4 рэзливаюттонкий слой расплава 10 полимера, например полиэтилентерефталона, подаваемого из питателя 11. Температура ленты в месте контакта с расплавом 10 ниже температуры плавления полимера (Тл Тпл), в результате чего тонкий слой расплава полимера быстро твердеет, образуя полимерное покрытие на поверхности ленты 4.
Так, из расплава полиэтилентерефталона (Тпл 265°С) образуется полиэфирное покрытие (лавсановая пленка), наиболее прочное среди полимерных пленок (фиг. 1).
Полимерное покрытие можно наносить путем аэрозольного напыления частиц полимера 12 на поверхность ленты 4 (фиг. 2).
СО
с
(
Сл
о
о
Полимерное покрытие получают 1акже, прижимая брикег 13 термопластичного полимера к поверхности остывающей ленты (фи. 3). При этом брикет 13 располагают в той зоне по поверхности 2, где температура ленты оьние температуры плавления полимера (Тл Тпл).
Удобно обкатывать ленту 4 цилиндрическим валиком 14, выполненным из термопластичного полимера. При этом валик 14 свободно вращается и, оплавляясь лентой 4, образует на ПРИ полимерное покрытие (фиг. 4)
Еще одним вариантом выполнения способа ярллетсч образование полимерного покрытия на / -н о 4 п/гсм подачи к ной полимерной и/1„ш и 1Ь с барабана 16, кого рая па участке г- жду роликами 5 сцепляется с лентой 4 (фиг. 5). При этом сцепление пленки 15 с лентой 4 осуществляется за счсг оплавления пленки, приклеивания либо чип кого слоя на самой пленке
В процессе получения полимерного покрытия по любому из ппиведенных примеров к ленте подают ферричастицы, коюрые либо включаются в полимерное покрытие имеете с расплавом, либо оказываются на границе сцепления полимерного покрытия с лентой 4
При этом лента становится ферромаг- ниггой, что позволяет использовать это свойство для дальнейшего управления лсн- той в процессе смотки в рулон, например, сключив магниты в сердечник 8
Наличие полимерного покрытия на ленте снижает вероят ость обрыва ленты в момент отделения ленты 4 от барабана 3 и в процессе намогки, так как покрытие обладает высокой пластичностью, компенсирующей высокую хрупкость ленты. Наличие попимерного слоя ограничивает изгиб ленты, а следова1ельно, и напряжения о ней.
П случае разрушешн самой лен ты 4 про цесс смотки продолжается, так как полимер кое покрытии связывает отдельные куски лешы, т.е новый участок ленты 4 увлекается полимерным покрытием к рулону 9.
После смотки ov/icna 9 полимерное покрытие ленгы удаляется путем naipeca и выдержки рулона при температуре выше точки плапления полимера, сопмсстив эти операции с термообработкой, нгм нимер от- жиюм, ленты Отжиг аморфной л«нты производят при температуре выш. точки плавления полимерною материала
Формула изобретения
1. Способ изготовления непрерывноли- той ленты и ее смотки в рулон, включающий
подачу расплава на перемещаемую поверхность подложки,охлаждение формируемой ленты со стороны подложки, ее отделение от подложки и последующую смотку в рулон, отличающийся тем, что, с целью
повышения производительности и качества получаемой ленты за счет повышения надежности процесса смотки ленты в рулон, в процессе формирования ленты на ее поверхность наносят покрытие из полимерного
материала, а отделение ленты от подложки и ее смотку в рулон осуществляют вместе с покрытием.
2 Способ по п.1,отличающийся тем, что полимерный материал на ленту наносят в виде расплава, при этом температура ленты не превышает температуру плавления полимера.
3.Способ по п.2, отличающийся тем, что в качестве полимерного материала
используют расплав полиэтилентерефтало- на.
4.Способ по п. 1, о г л и ч а ю щ и и с я тем, «- го полимерный материал на ленту наносят в виде брикета, при этом температура
ленты превышает температуру плавления полимера
5.Способ по п.4, отличающийся тем, что в качестве брикета полимерного материала используют цилиндрический валик, причем валику сообщают вращение крупной скоростью, равной скорости перемещения ленты.
6.Способ по п, 1, о т л и ч а ю щ и и с я тем, что покрытие наносят напылением частиц полимерного материала
7.Способ по п.1,отличающийся тем, что в качестве полимерного материала используют пленку.
8.Способ по пп 1 - 7, о т л и ч а ю щ и и - с я тем, чго в качестве материала используют полимер с ферромагнитными частицами.
9.Способ по пп. 1 -7, отличающий- с я тем, что после смотки ленты в рулон полимерное покрытие удаляют с ленты путем нагрева рулона и его выдержки при температуре, превышающей температуру плавления полимера.
10.Способ по п.9, отличающийся тем, что при удалении полимерного покрытия
одновременно осуществляют отжиг ленты.
Ю
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления и смотки в рулон быстрозакаленной ленты | 1988 |
|
SU1614892A1 |
| Способ непрерывного литья быстрозакаленной ленты | 1988 |
|
SU1581468A1 |
| Способ изготовления и смотки в рулон быстрозакаленной ленты | 1988 |
|
SU1595620A1 |
| Устройство намотки непрерывнолитой ленты | 1988 |
|
SU1740126A1 |
| Устройство для захвата и намотки быстрозакаленной ленты | 1988 |
|
SU1570839A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПЛАСТИКОВОЙ ЛЕНТЫ | 2005 |
|
RU2290314C1 |
| НЕТКАНЫЙ ТЕРМОКЛЕЕВОЙ МАТЕРИАЛ | 1991 |
|
RU2016153C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО УПАКОВОЧНОГО МАТЕРИАЛА, МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ И ИЗГОТОВЛЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2016 |
|
RU2732133C2 |
| МНОГОСЛОЙНАЯ КОНСТРУКЦИЯ, СЛУЖАЩАЯ ПОДЛОЖКОЙ ДЛЯ ПЕЧАТИ, И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2404062C2 |
| МНОГОСЛОЙНЫЙ МАТЕРИАЛ ДЛЯ ЗАЩИТНЫХ ПОКРЫТИЙ СТРОИТЕЛЬНЫХ СООРУЖЕНИЙ И КОНСТРУКЦИЙ | 1996 |
|
RU2117578C1 |

Изобретение относится к металчургии, конкретнее к получению непрерывнолитой тонкой ленты. Целью изобретения является повышение производительности и качества получаемой ленты за счет поьышения надежности процесса смотки ленты в рулон На ленту (Л), полученную подачей тонкого слоя расплава на охлаждающую поверхность, наносят слой полимера и сматывают Л вместе с полимерным покрытием. Полимер наносят распылением, подачей на поверхности Л слоя расплава полимера или путем контакта Л, нагретой до температуры выше температуры плавления полимера, с брикетом или валиком из полимера. 9 з п ф- лы 5 ил
Фиг. 2
ТА )
ФигЗ
2
Фиг.
| Патент США № 4239187, кл | |||
| Вагонетка для кабельной висячей дороги, переносной радиально вокруг центральной опоры | 1920 |
|
SU243A1 |
