Фиг.1
Изобретение относится к металлургии, а именно к не-прерывному литью быстрозакаленной ленты.
Целью изобретения является повышение качества ленты за счет отделения ее от подложки, с помощью центробежных сил.
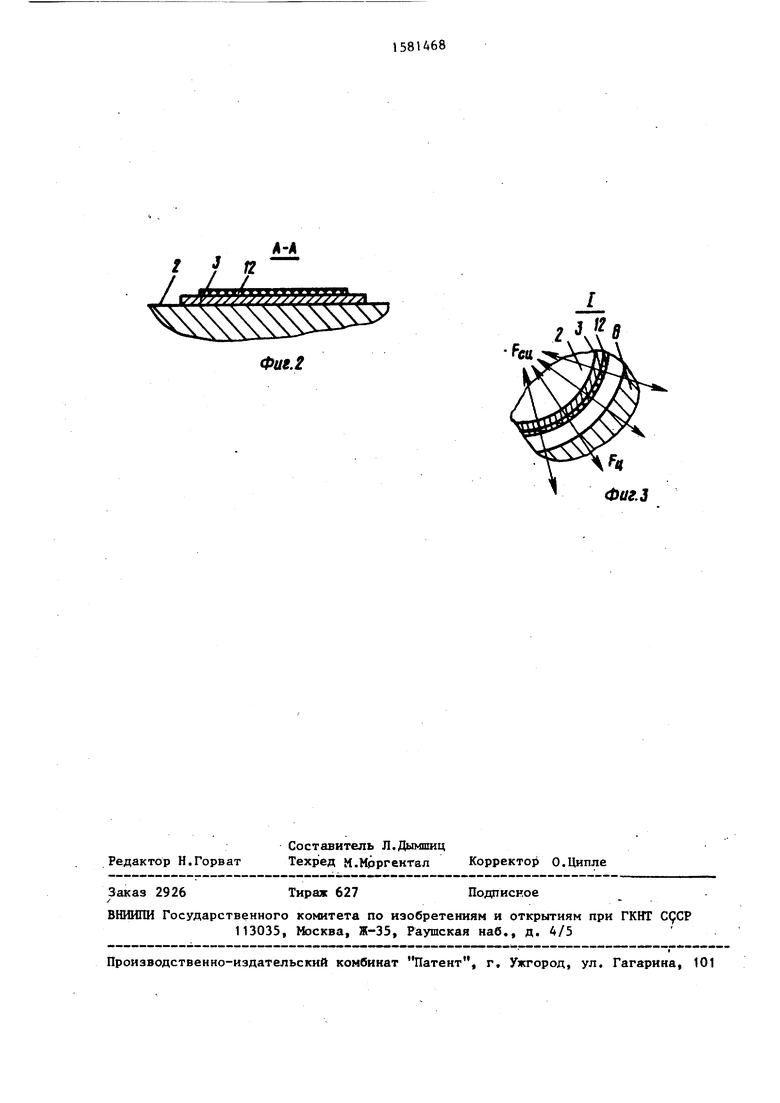
На фиг.1 показан вариант реализации способа; на фиг.2 - сечение А-А на фиг.1; на фиг.З - узел I на фиг.1.
Емкость 1 для расплава установлена над охлаждаемым барабаном 2, металлическое полотно 3 (подложка) охватывает барабан 2 и барабан 4, радиус ко- торого г, натяжной ролик 5 и шлифующий подложку 3 ролик 6 предназначены для увеличения угла охвата полотном 3 поверхности 7 барабана 2. Вокруг барабана 4 установлена направляющая 8, а к полотну 3 на барабане 4 прижат за счет собственного веса сердечник 9 смоточного устройства. При этом сердечник за счет рычага 10 в процессе смотки ленты в рулон 11 при- поднимается над барабаном 4. Быстро- закаленная лента 12 находится в контакте с подложкой 3 на пути от емкости 1 до барабана 4.
Радиус барабана 4 соответствует
выражению
r.v f- ,
а радиус охлаждаемого барабана 2 соответствует, выражению:
где г
q ;
и R
V и t q
соответственно радиусы барабана 4 и барабана 2; скорость движения металлического полотна 3, а следовательно, ленты 12; соответственно плотность материала и толщина быстро- закаленной ленты I2; удельная (на единицу площа- ди) сила сцепления ленты 12 с полотном 3.
Способ реализуется следующим образом.
Из емкости 1 на движущуюся металли ческую подложку 3 наносят тонкий слой расплава, который, охлаждаясь на подложке 3, превращается в ленту 12.
Охлаждаемый барабан 2 способствует эффективному охлаждению ленты 12, после чего подложка 3 вместе с остывшей на ней лентой 12 поступает на барабан 4 и изгибается по радиусу г
барабана 4, что приводит к действию центробежных сил F,, больших, чем си- лы сцепления ленты 12 с полотном 3. В результате лента 12 отделяется от подложки 3 и, поддерживаемая направляющей 8, поступает на смотку к сердечнику 9. Известными средствами осуществляется захват ленты 12 на сердечник 9 и смотка в рулон 11. При этом скорость смотки регулируется самой лентой 12 на подложке 3, так как рулон 11 поджимается к барабану 4. Натяжение подложки 3 осуществляется роликом 5, а ролик 6 обеспечивает захват подложкой 3 барабана 2 на угол момента нанесения на подложку 3 нового слоя расплава, из емкости 1. На участке с углом Cf подложку 3 дополнительно охлаждают.
Использование изобретения позволяет надежно отделять ленту от охлаждающей поверхности при отсутствии ножей или мощных струй воздуха за счет воздействия центробежных сил, ко- торые равномерно распределяются пс ленте и воздействуют на каждую частицу ленты. В результате улучшается качество ленты, создаются условия для ее эффективной смотки в рулон.
Формула изобретения
V
1. Способ непрерывного литья быст- роэакаленной ленты, включающий подачу расплава на перемещаемую охлаждающую подложку, формирование на ней ленты и ее отделение от подложки, отличающийся тем, что, с целью повышения качества ленты за счет отделения ее от подложки с помощью центробежных сил, на участке отделения ленты подложке задают кривизну радиусом г, определяемым из выражения ,2 Ч
г iV
50
55
где V - скорость перемещения подложки ;
Р - плотность материала ленты; t - толщина ленты; q - удельная сила сцепления
между лентой и подложкой. 2. Способ по п.1, отличающий с я тем, что в качестве охлаждаемой подложки используют замкнутое металлическое полотно.
Фиг.2
FCU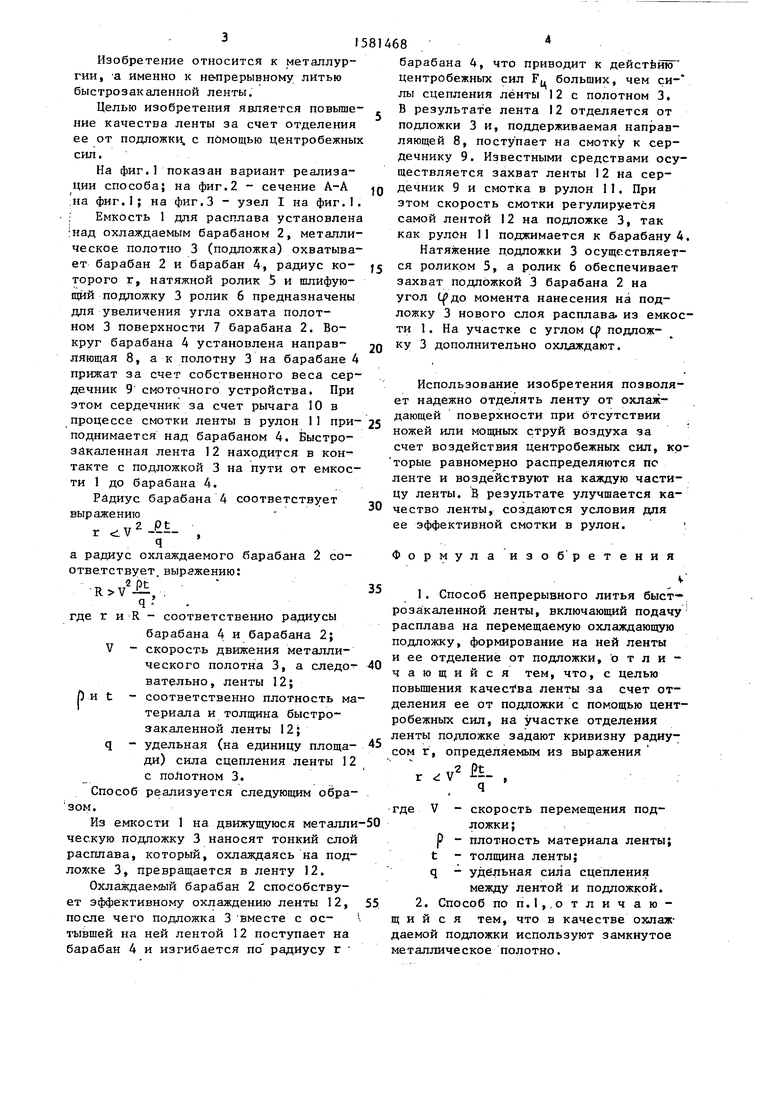
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения и намотки быстрозакаленной ленты и устройство для его осуществления | 1988 |
|
SU1675032A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АМОРФНОЙ ЛЕНТЫ | 2013 |
|
RU2536846C1 |
| Способ изготовления непрерывнолитой ленты и ее смотки в рулон | 1988 |
|
SU1636116A1 |
| Способ изготовления и смотки в рулон быстрозакаленной ленты | 1988 |
|
SU1614892A1 |
| Установка для изготовления и смотки в рулон быстрозакаленной ленты | 1989 |
|
SU1639810A1 |
| Устройство намотки непрерывнолитой ленты | 1988 |
|
SU1740126A1 |
| Устройство для захвата и намотки быстрозакаленной ленты | 1988 |
|
SU1570839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| Способ изготовления и смотки в рулон быстрозакаленной ленты | 1988 |
|
SU1595620A1 |
| Устройство для намотки гибкого материала | 1988 |
|
SU1541167A1 |
Изобретение относится к металлургии. Целью изобретения является повышение качества ленты за счет отделения ее от подложки с помощью центробежных сил. На движущуюся металлическую подложку наносят тонкий слой расплава, который, охлаждаясь, образует ленту /Л/. Вместе с металлической подложкой Л поступает на барабан, радиус которого определяют по выражению R*98V 2(ρ .T/Q), где V - скорость перемещения подложки
ρ - плотность материала Л
T - толщина Л
Q - удельная сила сцепления между Л и подложкой. Л отделяется центробежной силой от подложки и поступает на смотку. 1 з.п.ф-лы, 4 ил.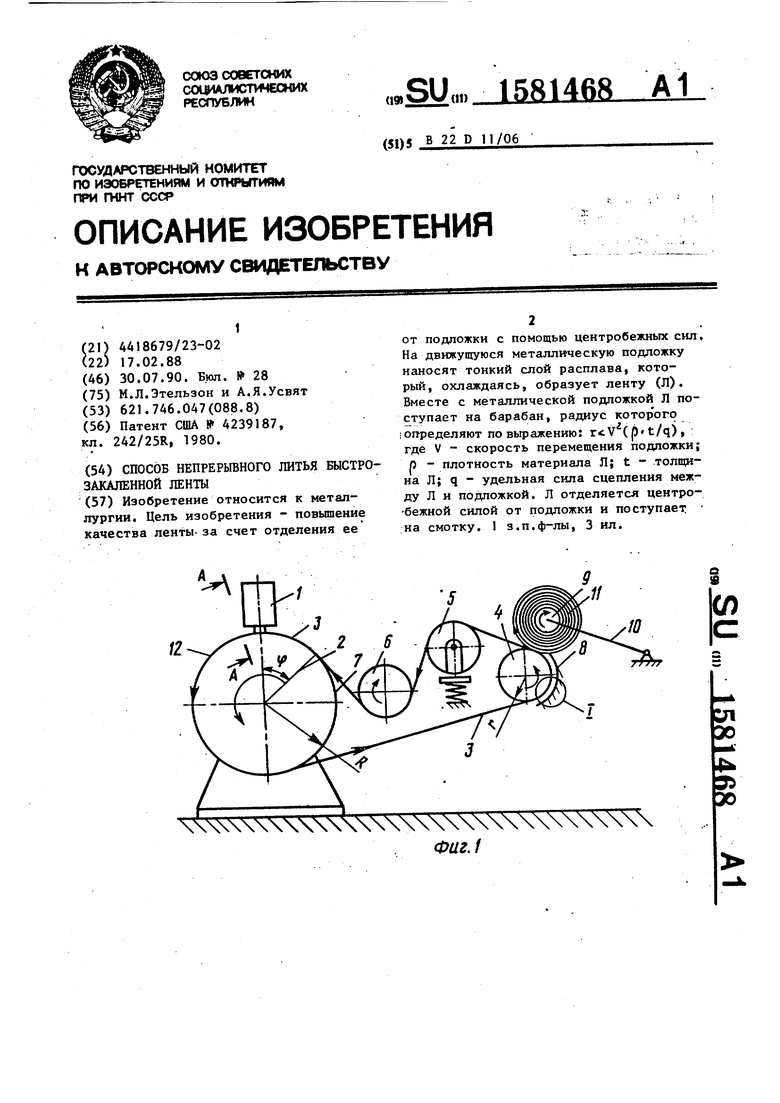
| Патент США № 4239187, кл | |||
| Металлические подъемные леса | 1921 |
|
SU242A1 |
