Изобретение относится к способам изделий из нержавеющей стали и меди и может быть использовано при изготовлении металлической столовой посуды с теплораспределительным медным дном.
Цель изобретения - предотвращение хрупкого разрушения нержавеющей стали в контакте с жидким припоем под действием растягивающих напряжений.
На паяемом участке детали из нержавеющей стали создают сжимающие напряжения путем нагрева околошовной зоны паяемой детали из нержавеющей стали до температуры, превышающей температуру пайки, а нагрев околошовной зоны и места пайки прекращают одновременно.
Дополнительный нагрев околошовной зоны обеспечивает в процессе охлаждения изделия до момента полного затвердевания
припоя сжатие детали из нержавеющей стали в зоне пайки, которое препятствует образованию трещин.
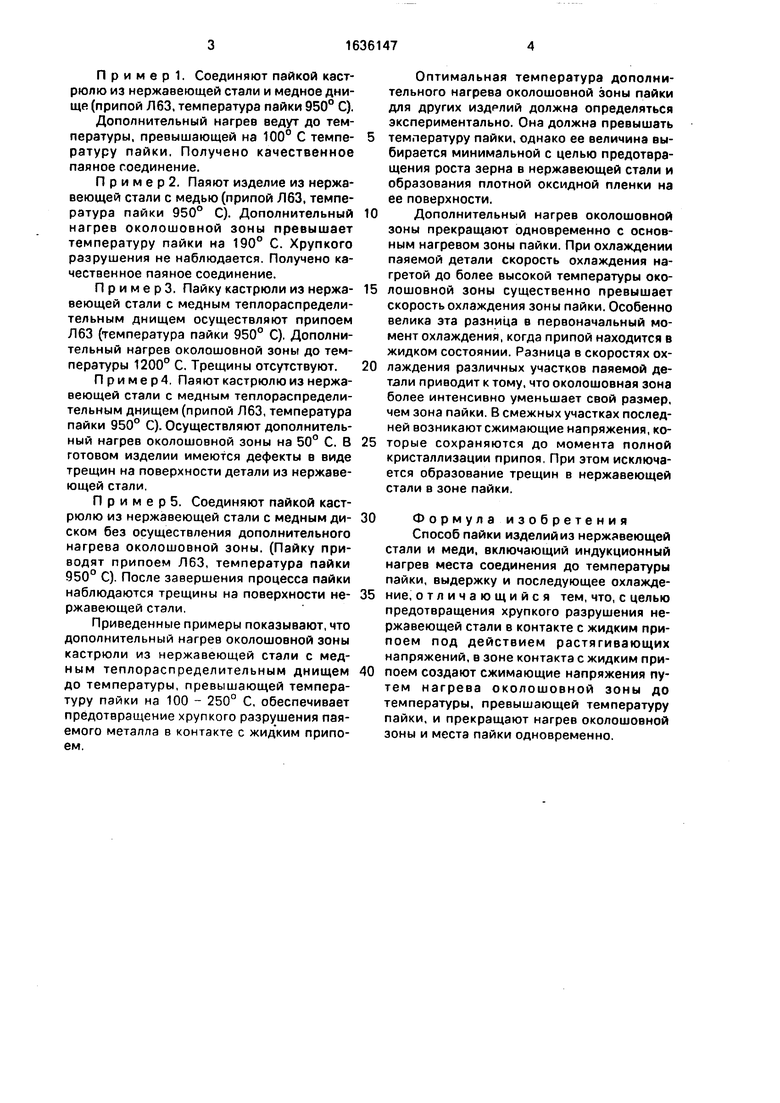
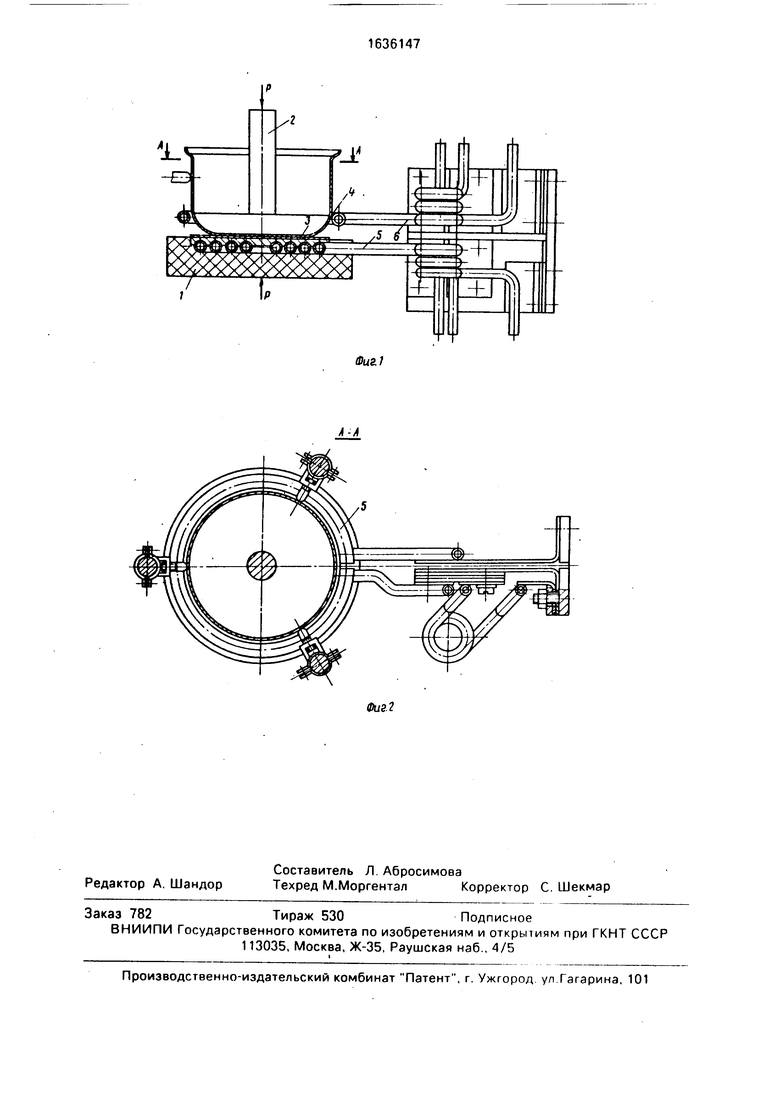
На фиг. 1 показано устройство с паяемыми деталями, вид спереди; на фиг.2 - сечение А - А на фиг,1.
Устройство содержит механизм 1 и 2 сжатия, теплораспределитель днища 3 с основанием изделия 4, имеющий нижний упор 1, выполненный в виде подушки с вмонтированным в ней плоским индуктором 5 для нагрева зоны соединения. Устройство снабжено дополнительным одновитковым индуктором 6 для нагрева боковой стенки изделия. Нижний упор 1 выполнен в виде бетонной плиты, в которой забетонирован плоский индуктор. Плоский и дополнительный индукторы соединения источником напряжения параллельно.
О
СА Os
Ј XJ
П р и м е р 1. Соединяют пайкой кастрюлю из нержавеющей стали и медное днище (припой Л63, температура пайки 950° С).
Дополнительный нагрев ведут до температуры, превышающей на 100° С температуру пайки, Получено качественное паяное соединение.
П р и м е р 2. Паяют изделие из нержавеющей стали с медью (припой Л63, температура пайки 950° С). Дополнительный нагрев околошовной зоны превышает температуру пайки на 190° С. Хрупкого разрушения не наблюдается. Получено качественное паяное соединение.
П р и м е р 3. Пайку кастрюли из нержавеющей стали с медным теплораспредели- тельным днищем осуществляют припоем Л63 (температура пайки 950° С). Дополнительный нагрев околошовной зоны до температуры 1200° С. Трещины отсутствуют.
П р и м е р 4. Паяют кастрюлю из нержавеющей стали с медным теплораспредели- тельным днищем (припой Л63, температура пайки 950° С). Осуществляют дополнительный нагрев околошовной зоны на 50° С. В готовом изделии имеются дефекты в виде трещин на поверхности детали из нержавеющей стали,
П р и м е р 5. Соединяют пайкой кастрюлю из нержавеющей стали с медным диском без осуществления дополнительного нагрева околошовной зоны. (Пайку приводят припоем Л63, температура пайки 950° С). После завершения процесса пайки наблюдаются трещины на поверхности нержавеющей стали,
Приведенные примеры показывают, что дополнительный нагрев околошовной зоны кастрюли из нержавеющей стали с медным теплораспределительным днищем до температуры, превышающей температуру пайки на 100 - 250° С, обеспечивает предотвращение хрупкого разрушения паяемого металла в контакте с жидким припоем.
Оптимальная температура дополнительного нагрева околошовной зоны пайки для других ИЗДРЛИЙ должна определяться экспериментально. Она должна превышать
температуру пайки, однако ее величина выбирается минимальной с целью предотвращения роста зерна в нержавеющей стали и образования плотной оксидной пленки на ее поверхности.
Дополнительный нагрев околошовной
зоны прекращают одновременно с основным нагревом зоны пайки. При охлаждении паяемой детали скорость охлаждения нагретой до более высокой температуры околошовной зоны существенно превышает скорость охлаждения зоны пайки. Особенно велика эта разница в первоначальный момент охлаждения, когда припой находится в жидком состоянии. Разница в скоростях охлаждения различных участков паяемой детали приводит к тому, что околошовная зона более интенсивно уменьшает свой размер, чем зона пайки. В смежных участках последней возникают сжимающие напряжения, которые сохраняются до момента полной кристаллизации припоя, При этом исключается образование трещин в нержавеющей стали в зоне пайки.
Формула изобретения
Способ пайки изделий из нержавеющей стали и меди, включающий индукционный нагрев места соединения до температуры пайки, выдержку и последующее охлаждение, отличающийся тем, что, с целью предотвращения хрупкого разрушения нержавеющей стали в контакте с жидким припоем под действием растягивающих напряжений, в зоне контакта с жидким припоем создают сжимающие напряжения путем нагрева околошовной зоны до температуры, превышающей температуру пайки, и прекращают нагрев околошовной зоны и места пайки одновременно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ ИЗ СТАЛИ, МЕДИ И МЕДНЫХ СПЛАВОВ СЕРЕБРОСОДЕРЖАЩИМИ ПРИПОЯМИ | 2013 |
|
RU2511722C1 |
| ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2469829C2 |
| СПОСОБ ПАЙКИ ТУГОПЛАВКИХ МЕТАЛЛОВ С КОРРОЗИОННО-СТОЙКИМИ, ЖАРОСТОЙКИМИ СТАЛЯМИ И НИКЕЛЕВЫМИ СПЛАВАМИ | 2007 |
|
RU2359792C2 |
| Способ получения быстрозакаленного безбористого припоя на основе никеля для пайки изделий из коррозионностойких сталей, припой, паяное соединение и способ его получения | 2015 |
|
RU2625924C2 |
| Способ пайки в парах легкоиспаряющегося элемента | 1985 |
|
SU1258635A1 |
| ТВЕРДЫЙ ПРИПОЙ, СПОСОБ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ, ПАЯНОЕ ИЗДЕЛИЕ И ПАСТА, СОДЕРЖАЩАЯ ЭТОТ ТВЕРДЫЙ ПРИПОЙ | 2007 |
|
RU2458770C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМООКСИДНОЙ КЕРАМИКИ И ПРЕЦИЗИОННЫХ СПЛАВОВ ЭЛЕКТРОРАКЕТНЫХ ДВИГАТЕЛЕЙ МАЛОЙ ТЯГИ | 2001 |
|
RU2220832C2 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ ИЗДЕЛИЙ ИЗ СТАЛИ И БРОНЗЫ | 1995 |
|
RU2104839C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ПАЯНЫХ КОНСТРУКЦИЙ | 2001 |
|
RU2226457C2 |
Изобретение относится к способам пайки изделий из нержавеющей стали и меди и может быть использовано при изготовлении металлической столовой посуды с тепло- распределительным медным дном. Цель изобретения - предотвращение хрупкого разрушения нержавеющей стали в контакте с жидким припоем под действием растягивающих напряжений. При пайке изделий из нержавеющей стали и меди, например кастрюли из нержавеющей стали с медным теплораспределительным днищем, припоем на медной основе (Л63) осуществляют дополнительный нагрев околошовной зоны детали из нержавеющей стали до температуры, превышающей температуру пайки. По истечении выдержки при температуре лайки одновременно прекращают нагрев околошовной зоны и места пайки. Дополнительный нагрев околошовной зоны обеспечивает сжатие деталей из нержавеющей стали в зоне пайки, препятствующее образованию трещин. 2 ил. (Л С
| Brooker H.R., Beatson E.V | |||
| Industrial brazing, 2 edition | |||
| - London, 1975, p | |||
| Деревянное стыковое устройство | 1920 |
|
SU163A1 |
