Изобретение относится к контролю толстостенных сварных конструкций типа сосудов давления, конкретнее к рентгеновским методам, и может использоваться при изготовлении сварных конструкций.
Цель изобретения - повышение достоверности определения выявляемое - ти дефектов различной пространственной ориентации.
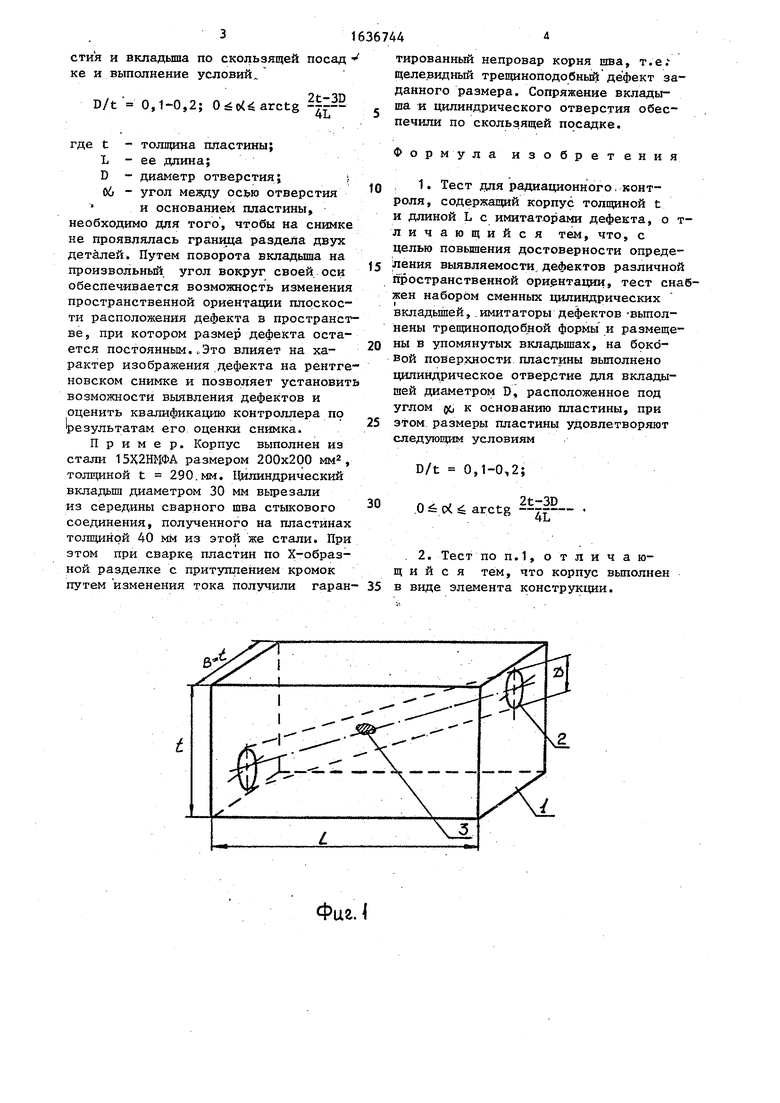
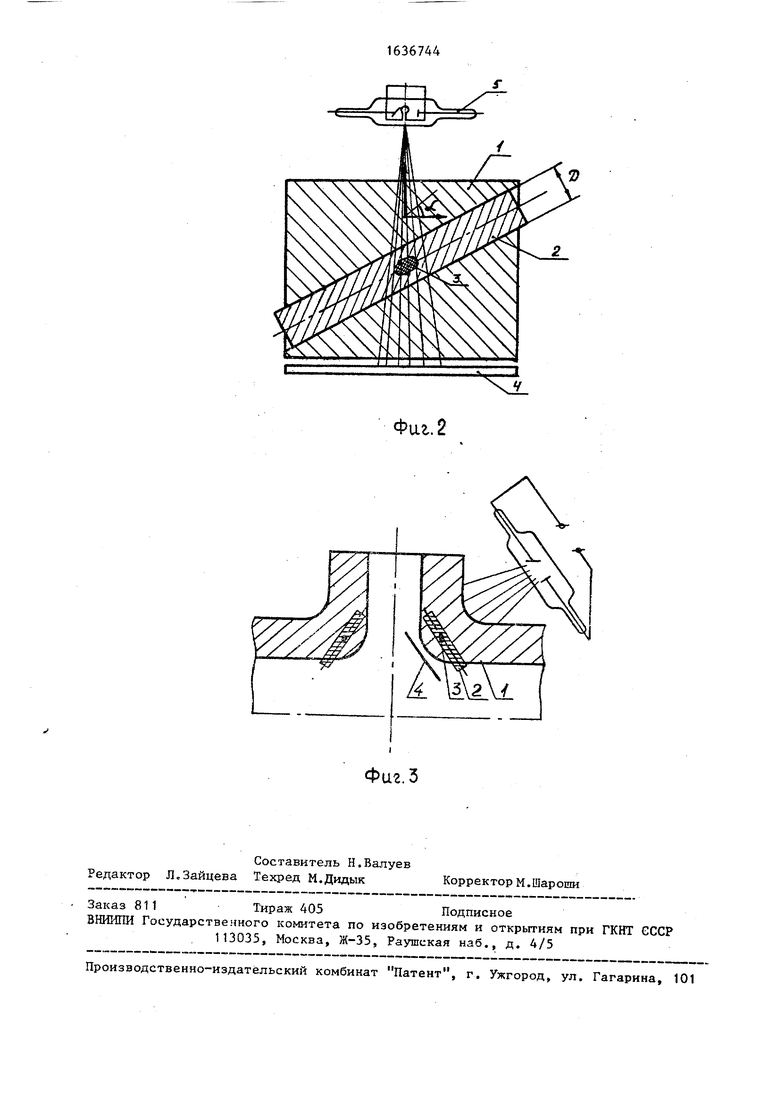
На фиг.1 показан тест, общий вид; на фиг.2 - расположение внутреннего дефекта по отношению к потоку ионизирующего облучения; на фиг.З - тест в котором корпус выполнен в виде элемента конструкции, общий , вид.
Тест состоит из корпуса 1 в виде пластины и цилиндрического вкладыша 2. Внутри цилиндрического вкладыша имеется имитатор внутреннего дефекта 3. На чертежах показаны также рентгеновская пленка 4 и источник 5 проникающего излучения.
Для приближения условий контроля к реальным условиям дефектоскопии в качестве корпуса теста целесообразно использовать элемент конструкции, например, часть толстостенного корпуса цилиндрического сосуда давления с вваренным патрубком.
Сменные цилиндрические вкладыши изготавливают из центральной части сварного шва, содержащего внутренний трещиноподобнын дефект типа непровара в корне шва. При введении вкладыша в отверстие корпуса получается тест, имитирующий элемент толстостенного сосуда давления с внут- пенним дефектом. Сопряжение отвеп-
ь
со О5
Јь
4
стия и вкладыша по скользящей посад ке и выполнение условий„
о - vr
D/t - 0,1-0,2; O oUarctg -™-
где t - толщина пластины; L - ее длина;
D - диаметр отверстия; Об - угол между осью отверстия и основанием пластины, необходимо для того, чтобы на снимке не проявлялась граница раздела двух деталей. Путем поворота вкладыша на произвольный угол вокруг своей оси обеспечивается возможность изменения пространственной ориентации плоскости расположения дефекта в пространстве, при котором размер дефекта остается постоянным.оЭто влияет на характер изображения дефекта на рентгеновском снимке и позволяет установит возможности выявления дефектов и оценить квалификацию контроллера по результатам его оценки снимка.
Пример. Корпус выполнен из стали 15Х2ЩФА размером 200x200 мм2, толщиной t 290.мм. Цилиндрический вкладыш диаметром 30 мм вырезали из середины сварного шва стыкового соединения, полученного на пластинах толщиной 40 мм из этой же стали. При этом при сварке, пластин по Х-образ- ной разделке с притуплением кромок путем изменения тока получили гаран
тированный непровар корня шва, т.е.- щелевидный трещиноподобный дефект заданного размера. Сопряжение вкладыша и цилиндрического отверстия обеспечили по скользящей посадке.
Формула изобретения
1. Тест для радиационного контроля, содержащий корпус толщиной t и длиной L с имитаторами дефекта, о т- личающийся тем, что, с целью повышения достоверности определения выявляемое™ дефектов различной пространственной ориентации, тест снабжен набором сменных цилиндрических вкладышей, имитаторы дефектов -выполнены трещиноподобной формы и размещены в упомянутых вкладышах, на боковой поверхности пластины выполнено цилиндрическое отверстие для вкладышей диаметром D, расположенное под углом оо к основанию пластины, при этом размеры пластины удовлетворяют следующим условиям
D/t 0,1-0,2; O cX arctg
2. Тест поп.1, отличающийся тем, что корпус выполнен в виде элемента конструкции.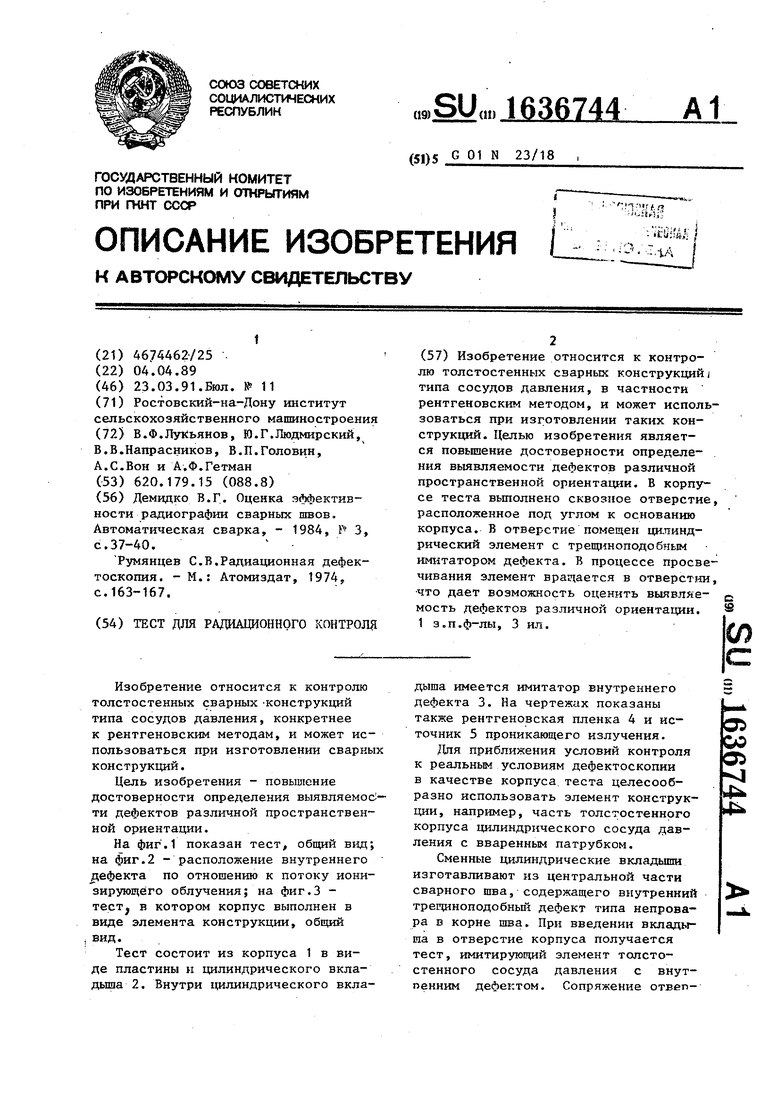
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭТАЛОН ДЛЯ РАДИОГРАФИИ | 1994 |
|
RU2085916C1 |
| Тест-образец для ультразвукового контроля | 1989 |
|
SU1748052A1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
| СПОСОБ ОЦЕНКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ПО РЕЗУЛЬТАТАМ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ | 2006 |
|
RU2318204C1 |
| ТЕСТ-ОБРАЗЕЦ ДЛЯ РАДИАЦИОННОГО КОНТРОЛЯ | 2003 |
|
RU2243542C2 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2009 |
|
RU2392609C1 |
| ЭТАЛОН ДЛЯ ПРОМЫШЛЕННОЙ РАДИОГРАФИИ | 1991 |
|
SU1814376A1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2550163C1 |
| Способ создания искусственного дефекта в сварном соединении | 1980 |
|
SU903035A1 |
| СПОСОБ ОЦЕНКИ РАЗМЕРА ДЕФЕКТА В НАПРАВЛЕНИИ ПРОСВЕЧИВАНИЯ | 2000 |
|
RU2243541C2 |
Изобретение относится к контролю толстостенных сварных конструкций/ типа сосудов давления, в частности рентгеновским методом, и может использоваться при изготовлении таких конструкций. Целью изобретения является повышение достоверности определения выявляемости дефектов различной пространственной ориентации. В корпусе теста выполнено сквозное отверстие, расположенное под углом к основанию корпуса. В отверстие помещен цилиндрический элемент с трещиноподобчым имитатором дефекта. В процессе просвечивания элемент вращается в отверстии, что дает возможность оценить выявляе- мость дефектов различной ориентации. 1 з.п.ф-лы, 3 ил. I
Фиг. I
Я
Фиг. 2
| Демидко В.Г | |||
| Оценка эффективности радиографии сварных швов | |||
| Автоматическая сварка, - 1984, Г° 3, с.37-40 | |||
| Румянцев С.В.Радиационная дефектоскопия | |||
| - М.: Атомиздат, 1974, с.163-167. |
