Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых холодногнутых профилей.
Целью изобретения является повышение качества формовки корытных профилей с вакуумной стенкой и высотой, превышающей ширину профиля более чем в 2 раза, за счет исключения окружных профилей и волнистости полок.
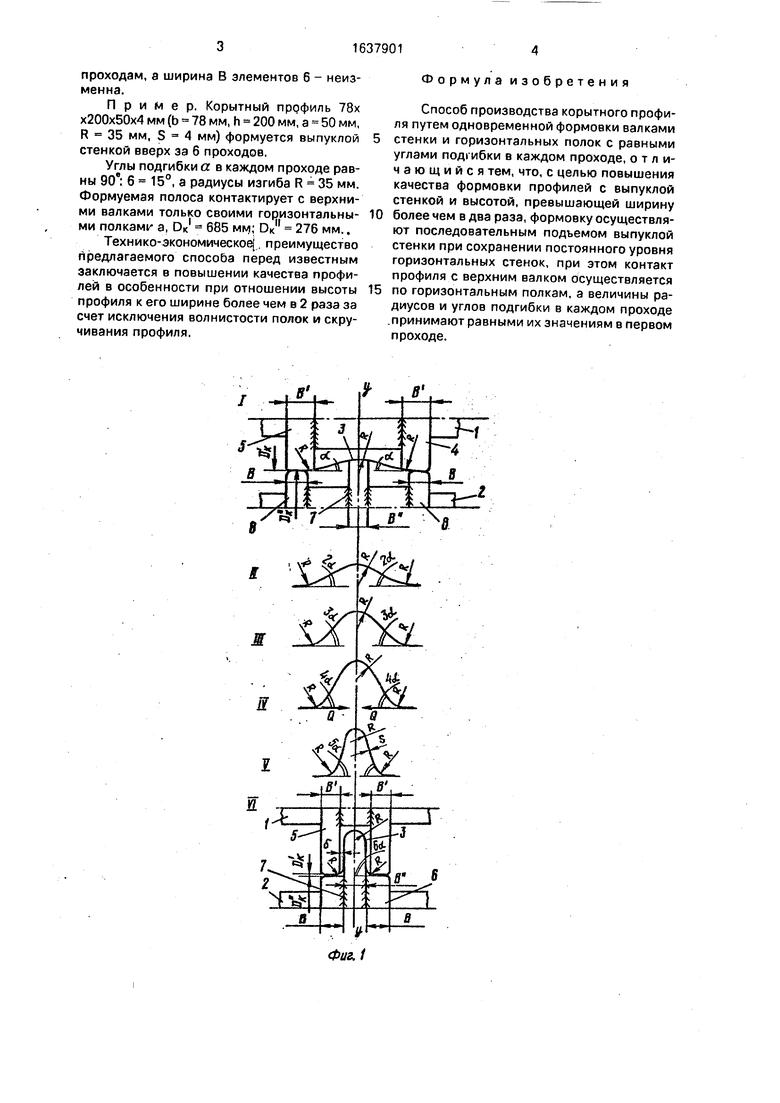
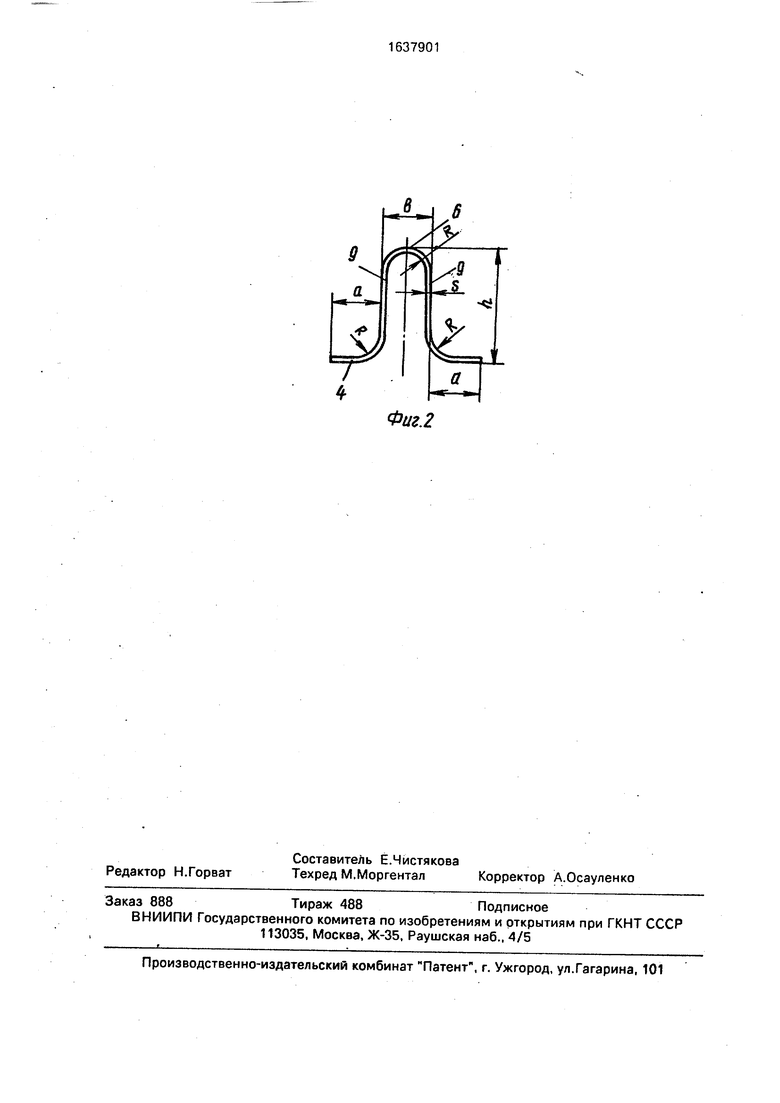
На фиг,1 показана схема профилирования корытного профиля с вакуумной стенкой; на фиг.2 - корытный профиль, поперечное сечение.
Формообразование профиля осуществляется верхним 1 и нижним 2 валками. Формуемая полоса 3 толщиной S в каждом проходе (обозначена римскими цифрами I-IV) контактирует с верхним валком 1 только своими горизонтальными полками 4 - по цилиндрической и сферической поверхностям боковых элементов 5. Формирование
выпуклой стенки 6 профиля производится средним элементом 7 нижнего валка во всех проходах. Протягивание полосы осуществляют боковые элементы 5 и 8 валков с катающими диаметрами соответственно и DK . Во всех прЪцрдах сохраняют постоянство уровня горизонтальных полок 4, а формовку осуществляют последовательным по проходам подъемом выпуклой стенки 6.
Углы подгибки (частн-ые) одинаковые во всех проходах так же, как и радиусы R. Суммарный угол подгибки во II проходе - 2 а, в III - 3 а и т.д. При формовке на полосу1 действуют равные поперечньпэ силы Q. направленные к оси уу, а также продольные, не показанные на схеме (они направлены перпендикулярно плоскости чертежа).
В IV проходе зазор(5 между элементами 5 и 7 валков больше толщины профиля S. что обеспечивает освобождение вертикальных стенок 9 профиля. Ширина В1 и В11 формующих элементов 4 и 5 изменяется по
6
О CJ XI
ю о
проходам, а ширина В элементов б - неизменна.
Пример. Корытный профиль 78х х200х50х4 мм (Ь 78 мм, h 200 мм, а 50 мм, R 35 мм, 5 4 мм) формуется выпуклой стенкой вверх за б проходов.
Углы подгибки а. в каждом проходе равны б 15°, а радиусы изгиба R 35 мм. Формуемая полоса контактирует с верхними валками только своими горизонтальными полками a, DK - 685 мм; DK 276 мм..
Технике-экономической преимущество предлагаемого спосоВа перед известным заключается в повышении качества профилей в особенности при отношении высоты профиля к его ширине более чем в 2 раза за счет исключения волнистости полок и скручивания профиля.
Формула изобретения
Способ производства корытного профиля путем одновременной формовки валками
стенки и горизонтальных полок с равными углами подгибки в каждом проходе, отличающийся тем, что, с целью повышения качества формовки профилей с выпуклой стенкой и высотой, превышающей ширину
более чем в два раза, формовку осуществляют последовательным подъемом выпуклой стенки при сохранении постоянного уровня горизонтальных стенок, при этом контакт профиля с верхним валком осуществляется
по горизонтальным полкам, а величины радиусов и углов подгибки в каждом проходе .принимают равными их значениям в первом проходе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 2008 |
|
RU2365447C1 |
| ГНУТЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1997 |
|
RU2124410C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СПОСОБ ФОРМОВКИ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 2004 |
|
RU2256524C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНЫХ ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2044584C1 |
| СПОСОБ ФОРМОВКИ ГНУТОГО СПЕЦИАЛЬНОГО ПРОФИЛЯ | 2008 |
|
RU2375137C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ПРОФИЛЯ | 2001 |
|
RU2201829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 1992 |
|
RU2106216C1 |
Изобретение относится к обработке металлов давлением, в частности к производству сортовых холодногнутых профилей проката корытного типа с выпуклой стенкой. Цель изобретения - повышение качества формовки профилей с высотой, превышающей ширину более чем в 2 раза за счет исключения скручивания профилей и волнистости полок. Во всех проходах сохраняют постоянство уровня горизонтальных полок. Формовку осуществляют последовательным по проходам подъемам выпуклой стенки. Контакт профиля с верхним валком осуществляют по горизонтальным полкам. Величину радиусов и углов подгибки в каждом проходе принимают равными их значениям в первом проходе. 2 ил.
Фиг.2
| Чекмерев А.П | |||
| и Калужский В.Б | |||
| Гнутые профили проката, М.: Металлургия, 1974, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
