Изобретение относится к обработке металлов давлением и может быть использовано при производстве гнутых тонкостенных профилей, преимущественно симметричных профилей корытного типа с большими размерами горизонтальных и боковых полок.
Заявляемое изобретение направлено на решение народно-хозяйственной задачи, заключающейся в расширении технологических возможностей и повышении качества за счет предотвращения кромковой волнистости, уменьшения продольного прогиба и скрутки симметричных корытных профилей с плоской стенкой и значительной шириной горизонтальных полок.
Известен способ (по АС 309761, кл. В 21 D 5/06 от 26.07.71. Бюл. 23. Способ изготовления гнутых профилей. / Тришевский И. С., Дахновский Э.С., Мирошниченко В. И. и др.) изготовления гнутых профилей проката в формующих валках многоклетьевого гибочного стана, в котором с целью устранения волнистости кромок и продольного прогиба формообразование профиля по переходам осуществляют за счет равных горизонтальных смещений кромок заготовки в формующих валках от предыдущей клети к последующей.
Недостатком данного аналога является то, что он не позволяет устранить появление кромковой волнистости заготовки при жестко заданном числе переходов (определяется числом клетей профилегибочного стана) в случае изготовления профилей с большими горизонтальными полками (более (30...4D)S, где S - толщина заготовки), поскольку одновременно с горизонтальным смещением кромки производится также и ее подъем в вертикальной плоскости, что приводит к значитальной продольной деформации периферийного участка заготовки по сравнению с недеформированной стенкой профиля. Продольная деформация периферийного участка заготовки является причиной появления кромковой волнистости в межклетьевом пространстве или по выходу профиля из клети окончательного формообразования.
Кроме того, реализация данного способа в станках с различным межклетьевым расстоянием (например, в станках с использованием сдвоенных клетей, как в станке ГПС-200 М1 разработки ГП "Ульяновский НИАТ") не обеспечивает надлежащего качества изготавливаемого профиля, ибо деформация горизонтальных полок при одинаковом горизонтальном смещении их кромок по переходам является зависимой от межклетьевого расстояния, а следовательно, в переходах с малым межклетьевым расстоянием деформация может быть значительной (хотя и горизонтальное смещение кромок (=полок) является равномерным по переходам) и приводить к кромковой волнистости.
Известен также способ производства корытного профиля (АС 1637901 (А1), кл. В 21 D 5/06 от 30.03.91. Бюл. 12. Способ производства корытного профиля. / Гридневский В.И., Ушаков А.А., Антипанов В.Г. и Пахомов Н.Т.), по которому с целью повышения качества профиля за счет исключения волнистости полок и скручивания профиля при равных углах подгибки формовку осуществляют последовательным подъемом выпуклой стенки с сохранением постоянного уровня горизонтальных стенок (полок) на равные углы с постоянным радиусом кривизны задней стенки.
Этот способ принят нами за прототип. У прототипа и заявляемого изобретения имеются следующие сходные существенные признаки:
- в процессе формообразования горизонтальные полки остаются на одном уровне;
- формовка горизонтальных полок и стенки осуществляется одновременно.
Недостатками прототипа являются следующие:
- Данный способ пригоден для изготовления профилей с высотой, превышающей в два раза ширину стенки и скруглением в донной части, поскольку при изготовлении более широких профилей задать радиус, равный половине ширины стенки, не представляется возможным (недостаточность ширины заготовки).
- Равномерная подгибка по углу не гарантирует равномерной деформации горизонтальных полок (особенно при изготовлении профиля в станках с различными межклетьевыми расстояниями), поскольку боковое смещение кромок горизонтальных полок связано с углами подгибки нелинейными соотношениями.
- Предложенный способ не гарантирует обеспечения прямолинейности профиля из-за различия степени деформации горизонтальных полок и донной части. Так деформация стенки определяется соотношением
где Н - высота профиля;
L - межклетьевое расстояние;
N - число переходов,
а деформация горизонтальных полок дается формулой
где α - суммарный угол подгибки.
Очевидно, при углах α, отличных от 90o, между значениями деформаций в формулах (1) и (2) будет наблюдаться существенное различие. Отличие деформаций в элементах поперечного сечения профиля приводит к остаточным напряжениям, которые ухудшают коррозионную стойкость профилей, а при необходимости их последующей термической обработки, сопровождаемой поводками, требуется дополнительная операция правки. Из-за разности деформаций горизонтальных полок и стенки тонколистового профиля может происходить продольный прогиб, когда разность указанных деформаций превышает по абсолютной величине значение упругой деформации для данного материала.
- При изготовлении профиля в станках с различными межклетьевыми расстояниями данный способ имеет те же недостатки, что описанные выше в критике способа-аналога, поскольку равномерная подгибка по углу при различных межосевых расстояниях не обеспечивает равномерности деформации горизонтальных полок по переходам.
- При одновременной формовке горизонтальных полок и стенки возможно перемещение всей заготовки (боковое фланирование) или же одной из горизонтальных полок в роликовом калибре в случае схемы с освобождением боковых стенок (полок), поскольку контакт инструмента со стенкой происходит несколько раньше, чем с горизонтальными полками, что может приводить к нарушению симметрии, дополнительной переформовке, а в конечном счете к скрутке профиля.
Техническая задача, решаемая данным изобретением, - расширение технологических возможностей путем увеличения номенклатуры изготавливаемых профилей, в частности корытных профилей с плоским широким дном (стенкой), и применения оборудования с различными межклетьевыми расстояниями; предотвращение кромковой волнистости за счет более равномерного деформирования горизонтальных полок по переходам при различных межклетьевых расстояниях оборудования; уменьшение продольного прогиба и остаточных напряжений за счет выравнивания деформаций стенки и горизонтальных полок; уменьшение скрутки за счет удержания горизонтальных полок от бокового смещения.
Эта задача решается совокупностью уже существующих и новых существенных признаков. Так, условие одновременной формовки горизонтальных полок и стенки позволяет уменьшить нежелательную переформовку профиля, приводящую к необоснованным энергозатратам и неравномерности деформаций по элементам поперечного сечения профиля. Условие постоянства уровня горизонтальных полок позволяет избежать дополнительных деформаций горизонтальных полок за счет устранения перемещения кромки заготовки в вертикальной плоскости.
Новые существенные признаки:
1. На первом переходе осуществляют подгибку горизонтальных полок на угол, близкий к предельному (например, 0,9 αпред), что позволяет несколько увеличить деформацию горизонтальных полок для уменьшения разницы деформаций полки и стенки (формулы (1) и (2)), а, следовательно, продольного прогиба и остаточных напряжений. Предельный угол подгибки - угол, при котором появляются первые признаки кромковой волнистости, зависящий при данной схеме формообразования от ширины подгибаемой полки, толщины заготовки и расстояния между направляющим устройством и первой клетью.
2. На последующих переходах формуют стенки профиля по отношению к уровню горизонтальных полок, причем последние находятся в упругой зоне деформации, устраняя, с одной стороны, вертикальные составляющие перемещений горизонтальных полок (уменьшение продольных деформаций горизонтальных полок, приводящих к появлению кромковой волнистости - расширение технологических возможностей на случай формообразования профилей с широкими горизонтальными полками), а с другой стороны, упругое обжатие горизонтальных полок обеспечивает симметричность профиля, предотвращает боковое фланирование заготовки, скашивание углов в схемах с боковым освобождением (латеральное освобождение), неравномерность деформаций по симметричным элементам профиля вследствие их переформовки, а в конечном итоге, уменьшает скрутку профиля. Необходимо отметить, что одновременно с обеспечением равномерной деформации горизонтальных полок (см. следующий пункт) в данном способе можно производить формовку профилей с плоской стенкой (дном), поскольку она формируется на первом переходе, а в последующих переходах приобретает практически лишь продольные деформации, сохраняя в трансверсальном сечении свои размеры при формовке участков сопряжения и боковых полок.
Отметим, что формовка стенок профиля по отношению к уровню горизонтальных полок начинается лишь со второго перехода, а не с первого, хотя и в первом переходе полки расположены на том же уровне, что и в последующих переходах. Существенное отличие предлагаемого способа от прототипа в этом отношении состоит в том, что в предлагаемом способе исходная заготовка подается в ролики первого перехода из направляющего устройства, находящегося на уровне будущей стенки, а в прототипе - на уровне горизонтальных полок, так как по отношению к ним осуществляется формовка. Это кардинально меняет напряженно-деформированное состояние в очаге пластической деформации первого перехода. Так, стенка в первом переходе не деформируется в отличие от схемы прототипа, а горизонтальные полки испытывают смещение в двух плоскостях: горизонтальной и вертикальной. Этот прием позволяет уменьшить разницу в деформациях стенки и горизонтальных полок. Отличие указанных двух схем видно из фиг. 1. Здесь пунктиром показано положение недеформированной заготовки перед первой парой роликов.
3. Смещение горизонтальных полок в каждом переходе определяется формулой
где Δli - горизонтальное перемещение кромки заготовки в i-ом переходе (i=2, 3... N; здесь N - общее число переходов);
Li - межклетьевое расстояние;
L - база станка (расстояние между соответствующими валами первой и последней клетей станка);
Н - высота профиля;
αпр - предельный угол подгибки в первой клети станка;
α - суммарный угол подгибки профиля (угол на готовом профиле).
Вывод формулы (3)
Деформация ei горизонтальной полки за один переход, начиная со второго, с учетом определения логарифмической деформации дается формулой
где  - смещение горизонтальной полки в i-ом переходе.
- смещение горизонтальной полки в i-ом переходе.
С учетом аддитивности логарифмических деформаций, суммарная деформация полки eΣ, приобретенная на всех переходах за вычетом первого, равна
С другой стороны, та же самая деформация может быть вычислена так:
Здесь Δl - суммарное боковое смещение горизонтальной полки за число переходов со второго по последний.
Приравнивая правые части в последней формуле и в формуле (5), получим с учетом равенства деформаций горизонтальной полки в каждом из переходов, начиная со второго, формулу (3) с учетом выражения для Δl, очевидного из геометрии фиг.2
Следует заметить, что формула (3), полученная из условия обеспечения равенства деформаций горизонтальных полок по переходам, начиная со второго, учитывает также и различие межосевых расстояний. То есть и в случае различных межосевых расстояний деформации горизонтальных полок по переходам, начиная со второго, будут одинаковыми, что обобщает технологические возможности прототипа на более общий случай, т.е. расширяет технологические возможности. Коэффициент 0,9 в формуле (3) взят из соображений 10% запаса по предельному углу во избежание появления кромковой волнистости.
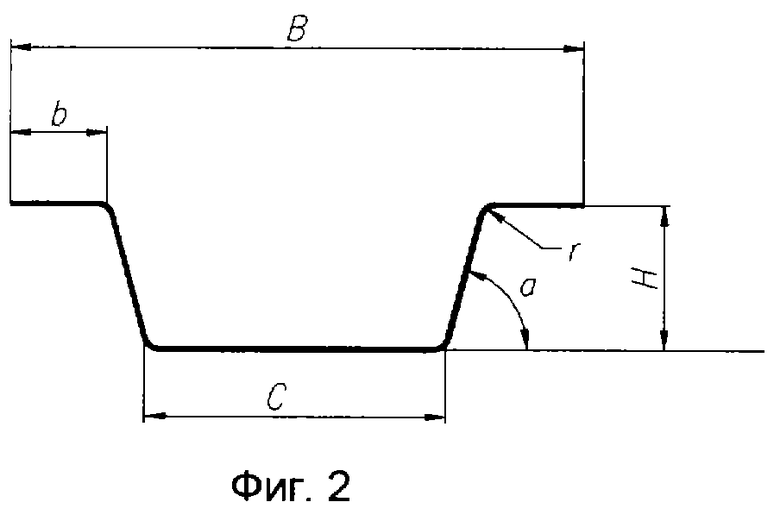
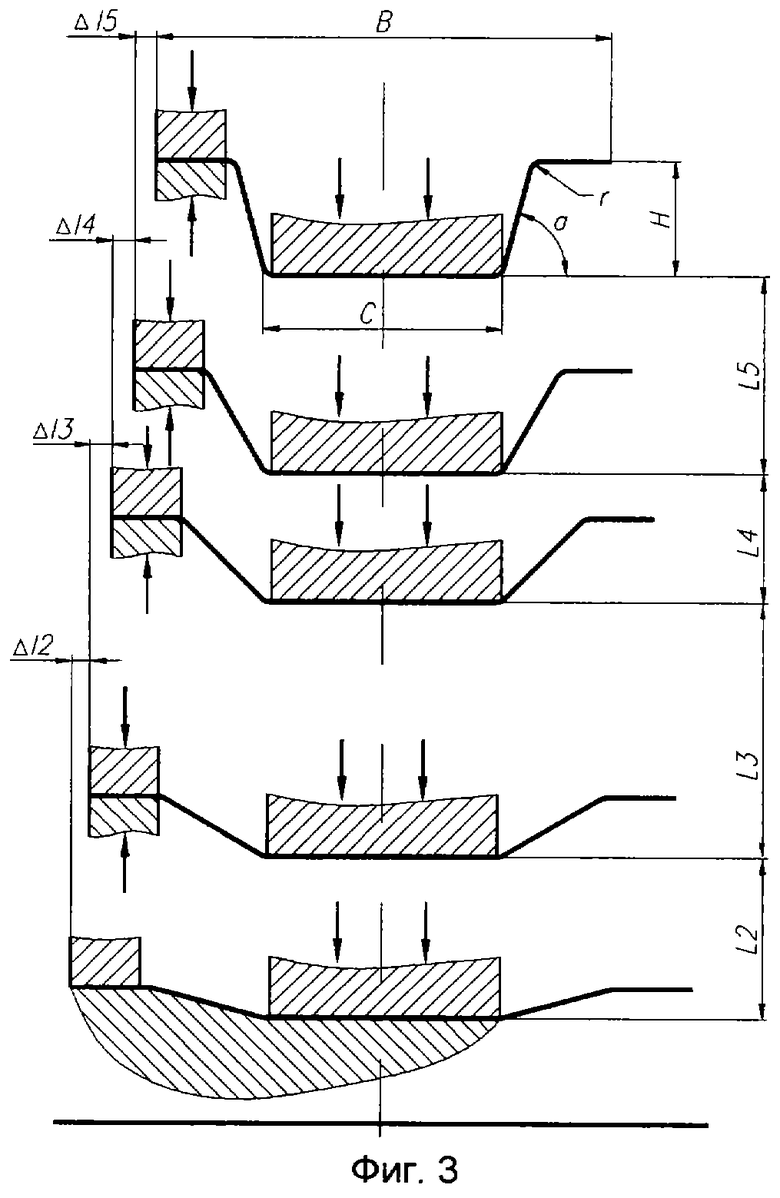
На фиг.1 показаны схемы прототипа и предлагаемого способа; на фиг.2 представлено поперечное сечение профиля, подлежащего изготовлению, а фиг.3 дана схема его формообразования, где обжатие правой горизонтальной полки условно не показано.
Формообразование профиля производят следующим образом. Листовую заготовку 1 толщиной S со скосами на переднем крае для улучшения захода в роликовый калибр из направляющего устройства, расположенного на одном уровне с местом стенки профиля в первой паре валков (роликов), подают в первую формующую пару. Центральными участками нижнего и верхнего роликов удерживают место будущей стенки, а боковыми участками нижнего ролика осуществляют подгибку боковой полки 2 на угол, меньше предельного, с оформлением участков сопряжения стенки и боковых полок. Так как при данной схеме формобразования деформация горизонтальных полок меньше деформации стенки (на первом переходе вовсе не деформируется), то происходит частичная или полная компенсация разности указанных деформаций.
На втором переходе верхним роликом, имеющем участки скругления с радиусом кривизны зоны гиба готового профиля, воздействуют на стенку профиля со смещением горизонтальных полок к центральной части профиля на расстояние в соответствии с формулой (3), учтенное также соответствующим размером роликового калибра. При этом за счет выбора зазора в роликах горизонтальные полки подвергают упругому обжатию во избежание перемещений заготовки в самом калибре. В последующих переходах схема действия силовых факторов и ограничений сохраняется.
По предлагаемому способу был изготовлен корытный профиль размером 103•27•0,7 мм с плоской стенкой шириной 43 мм по договору с ЗАО "ИНСИ". Получен кондиционный профиль без следов кромковой волнистости, продольный прогиб не превышает 0,4 мм/м, скрутка отсутствует. Следует отметить, что способ прототипа не позволяет изготовить профиль данного типа вследствие большой ширины стенки.
Заявляемое изобретение не оказывает отрицательных воздействий на состояние окружающей среды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ПРОФИЛЕЙ С ГОФРАМИ ЖЕСТКОСТИ В ДОННОЙ ЧАСТИ | 2001 |
|
RU2220802C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОПОЛОЧНЫХ ШВЕЛЛЕРНЫХ И КОРЫТНЫХ СИММЕТРИЧНЫХ ТОНКОСТЕННЫХ ПРОФИЛЕЙ В РОЛИКАХ | 2002 |
|
RU2228232C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ТОНКОСТЕННОГО ПРОФИЛЯ ШВЕЛЛЕРНОГО ТИПА | 2008 |
|
RU2386508C2 |
| Способ производства гнутых профилей | 1980 |
|
SU919779A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ производства гнутых профилей | 1978 |
|
SU727263A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШВЕЛЛЕРОВ ПРЕИМУЩЕСТВЕННО ИЗ МАТЕРИАЛОВ С ПОКРЫТИЕМ | 2004 |
|
RU2296025C2 |
| Способ изготовления корытных профилей | 1989 |
|
SU1639826A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при производстве гнутых тонкостенных симметричных профилей корытного типа с большими размерами горизонтальных и боковых полок. Способ предусматривает одновременную формовку валками стенки и горизонтальных полок при сохранении их постоянного уровня, причем на первом переходе осуществляют подгибку боковых полок на угол, близкий к предельно допустимому, а на последующих переходах формуют стенки профиля по отношению к уровню горизонтальных полок, находящихся в упругой зоне деформации, с их горизонтальным смещением к центру заготовки на расчетные расстояния, зависящие от величины межклетьевого расстояния. Способ позволяет предотвратить кромковую волнистость, уменьшить продольный прогиб, уровень остаточных напряжений и скрутку, а также расширить технологические возможности в случае использования оборудования с переменным межклетьевым расстоянием от перехода к переходу и увеличить номенклатуру изготавливаемых профилей, в частности с широкой донной частью. 3 ил.
Способ изготовления симметричного корытного профиля путем одновременной формовки валками стенки и горизонтальных полок при сохранении постоянного уровня горизонтальных полок, отличающийся тем, что на первом переходе осуществляют подгибку горизонтальных полок на угол, близкий к предельно допустимому, а на последующих переходах формуют стенки профиля по отношению к уровню горизонтальных полок путем упругого обжатия со смещением в каждом переходе, определяемом формулой
где Δ li - горизонтальное перемещение кромки заготовки в i-ом переходе, причем i = 2,3,..., N (N - общее число переходов);
Li - межклетьевое расстояние;
L - база станка - расстояние между соответствующими валами первой и последней клетей станка;
Н - высота профиля;
αпр - предельный угол подгибки в первой клети станка;
α - суммарный угол подгибки готового профиля.
| Способ производства корытного профиля | 1988 |
|
SU1637901A1 |
| СПОСОБ ИЗГОТОВ.ЛЕНИЯ ГНУТБ1Х ПРОФИЛЕЙ | 0 |
|
SU309761A1 |
| Приспособление для подвешивания пустотелых елочных игрушек | 1985 |
|
SU1279606A1 |
| US 5062283, 05.11.1991. | |||

