Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок типа тел вращения, преимущественно тонко-плоскостных с соотношением высоты и диаметра и
условного диска тг 0,1-0,03. К таким поковкам относятся диски сплошные, а также с глухими или сквозными отверстиями, шестерни, кольца, приварные фланцы и т.д.
Целью изобретения является повышение производительности.
На фиг. 1 представлена схема процесса торцовой раскатки, на фиг.2 - график движения ползуна пресса при постоянной скорости движения инструмента; на фиг.З график движения ползуна пресса при рав- нозамедленной скорости движения инструмента; на фиг.4 - оптимизированный график движения ползуна, на фиг.5 - поперечное сечение поковки; на фиг.6 - схема процесса торцовой раскатки, иллюстрирующая конкретный пример осуществления способа; на фиг.7 - оптимизированный график движения, иллюстрирующий конкретный пример осуществления способа, на фиг.8 - график зависимости Я f(S), на фиг 9 - график зависимости Р f(S).
Способ осуществляют следующим образом: разработка параметров оптимизированного графика скорости движения ползуна; настройка (переналадка) системы управлеONCJ V4 О О О
ния (система управления является составной частью оборудования для торцовой раскатки); загрузка заготовки 1 в зону деформирования в исходном начальном положении инструментов 2 и 3; установка заготовки 1 на нижний инструмент 2 с вертикальной осью; осуществление хода приближения Snp верхнего инструмента 3, наклоненного под углом ук вертикальной оси нижнего инструмента 2; деформирование заготовки путем приложения деформирующего усилия по оси заготовки и крутящего момента относительно этой оси, при этом подача инструментов 2 и 3 осуществляется по двухзонному графику движения; отвод деформирующих инструментов 2 и 3 в исходное положение и при необходимости вывод поковки 4 из нижнего инструмента 2; выгрузка раскатанной поковки 4 из рабочей зоны пресса.
Исходными данными для разработки оптимизированного двухзонного графика скорости движения ползуна с установленным в нем верхним инструментом 3 являются определенные по известным методикам основные технологические параметры процесса при соблюдении условия постоянства коэффициента локальности Л в первой зоне и постоянства усилия во второй зоне; размеры исходной заготовки Нз и Дз; угол наклона инструмента у ; коэффициент локальности процесса
нения скорости ползуна по пути деформирования для первой и второй зоны графика.
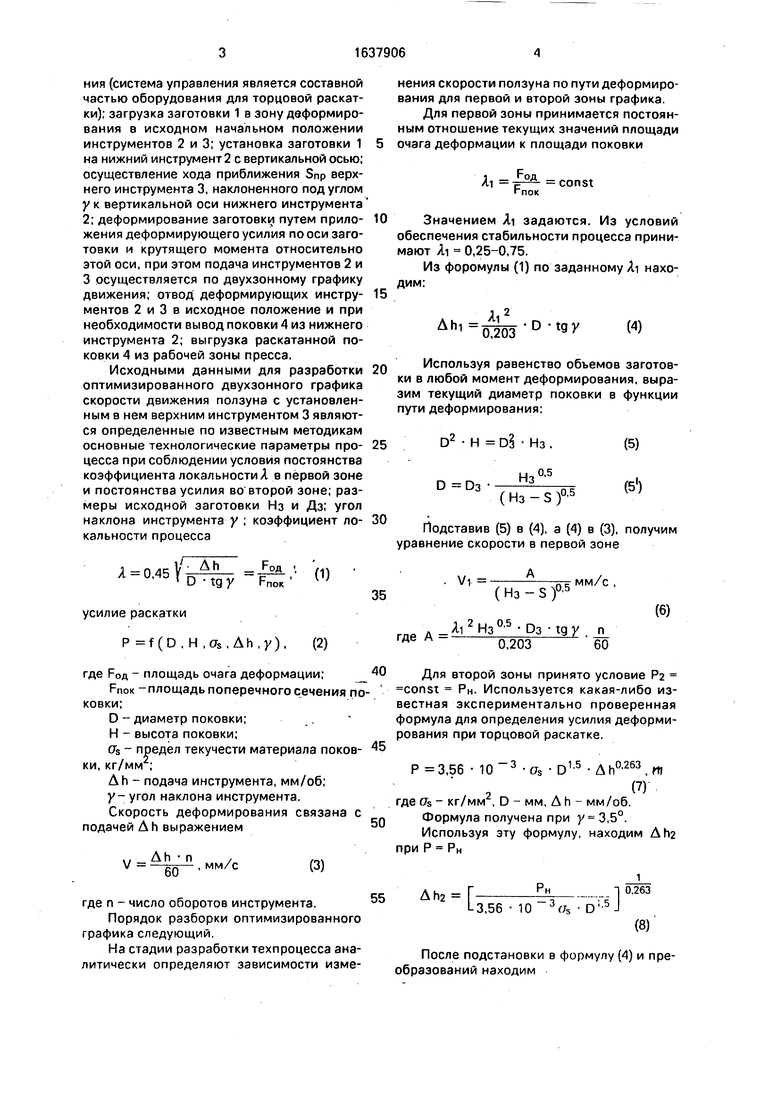
Для первой зоны принимается постоянным отношение текущих значений площади очага деформации к площади поковки
At -F-53- const
Значением AI задаются. Из условий обеспечения стабильности процесса принимают AI 0,25-0,75.
Из форомулы (1) по заданному AI находим:
ЛИ1 оЖ °
(4)
2Q Используя равенство объемов заготовки в любой момент деформирования, выразим текущий диаметр поковки в функции пути деформирования:
D Н DS Нз , Нз0 5
D D3
(Нз-S)
,0.5
(5) (5)
30
Подставив (5) в (4), а (4) в (3), получим уравнение скорости в первой зоне

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изотермической штамповки и система управления рабочим ходом гидравлического пресса для его осуществления | 1990 |
|
SU1741961A1 |
| Пресс для торцовой раскатки осесимметричных заготовок | 1988 |
|
SU1613222A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНОЙ ДЕТАЛИ ТИПА ДИСКА | 2017 |
|
RU2648429C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ОБЛОЙНОЙ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ | 1982 |
|
SU1067670A1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ОБКАТЫВАНИЕМ | 2001 |
|
RU2204455C2 |
| Роторная линия | 1990 |
|
SU1796323A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Способ изготовления кольцевых поковок | 1988 |
|
SU1574345A1 |


Изобретение относится к обработке металлов давлением, в частности к способам изготовления осесимметричных поковок торцовой раскаткой. Цель изобретения - повышение производительности способа. Для этого осевую подачу инструмента, осуществляющего обкатывающее движение, осуществляют согласно оптимизированному двухзонному графику движения. Первую зону этого графика воспроизводят, обеспечивая постоянное отношение текущих значений площадей поперечных сечений очага деформации и поковки. Осевое перемещение инструмента на этом этапе происходит неравномерно ускоренно. Вторую зону графика строят, обеспечивая постоянное усилие раскатки на протяжении всего процесса перемещения. Инструмент при этом перемещается неравномерно замедленно. В результате сокращается время деформирования заготовки и время контакта с ней инструмента, что позволяет повысить стойкость последнего. 9 ил. сл с
-.. Fofl
tg у Рпок
(1)
усилие раскатки
Р f ( D , Н , crs . A h , у ) , (2)
где Род - площадь очага деформации; 40
Рпок -площадь поперечного сечения поковки;
D - диаметр поковки;
Н - высота поковки;
7S - предел текучести материала покое- 45 ки, кг/мм ;
Ah - подача инструмента, мм/об;
у- угол наклона инструмента.
Скорость деформирования связана с подачей Ah выражением
50
., Ah п , V -я--, мм/с ьи
(3)
где n - число оборотов инструмента.
Порядок разборки оптимизированного графика следующий.
На стадии разработки техпроцесса аналитически определяют зависимости изме
. Vi .
(Нз-S )° 5
мм/с ,
где А
А12Нз° 5-Рз -tgy n
(6)
0,203
60
Для второй зоны принято условие Р2 const PH. Используется какая-либо известная экспериментально проверенная формула для определения усилия деформирования при торцовой раскатке.
,56 10 3 -D1 5 Aha263.Wi
2(7)
где Os - кг/мм , D - мм, Ah - мм/об.
Формула получена при у 3,5°. Используя эту формулу, находим Ah2 при Р Рн
3,56 -10 Jas
Рн.
-з
TD S
1
0,263
(8)
После подстановки в формулу (4) и преобразований находим
V2 В ( Нз S ) 85 , мм/с ,
/ (
Рн
3,56
10 3crs
Нз
0,75
D3
Кривые 1 и 2 (фиг.2, а) являются соответственно функциями Vi f(S); V2 f(S). Координаты точки С пересечения этих кривых определяются совместным решением уравнений (6) и (9). Таким образом, оптимизированный закон движения ползуна в общем случае представлен двумя зонами: первая - неравномерно ускоренное, вторая - нерав- номерно замедленное движение.
Из сравнения графиков движения ползуна известных способов (фиг.2 и 3) и предлагаемого способа (фиг.4) видно, что при одинаковых для всех способов значениях конечной скорости деформирования W и пути деформирования Sg значения времени деформирования будут разными.
Для первого способа
q
1 VK
(10)
Для второго способа
t J dS JoV(S)
(11)
Функцию V11 f(S) можно найти из зависимости
,(12)
где К - коэффициент интенсивности подачи. Используя выражение (4) и обозначая Ht Нз - S, получим
V(H3-S)(13)
Тогда
)
Для предлагаемого способа
. t.-H,s/dS 83A-s -5 +
,sfdS(83-S) iВ
- 2,85
IQ15
20
Пример. При проведении эксперимен -- тов заготовку Оз 55 мм высотой Нз 83 мм из стали 45 при значении у- 3°30 осаживали горячей торцовой раскаткой до высоты Н 16 мм и диаметра D 125 мм. Температура в конце деформирования составила Т 800°C(.5 кг/мм2).
Раскатка производилась на прессе с постоянной скоростью ползуна V 2,23 мм/с, при числе оборотов инструмента п 167,6 мин , следовательно, подача инструмента Д h также была постоянной на всем пути деформирования Sg Нз - Н 67 мм. Выразим ЛЬ через V по формуле (4):
A h 6°.-т2 23 0,8 мм/об 1Ь7,о
Описанный пример представляет собой известный способ торцовой раскатки с постоянной скоростью движения инструмента. Время деформирования для этого способа составляет:
67 2,23
30,04 с .
Для сравнения определим время деформирования для второго известного способа с равнозамедленным движением ползуна с использованием уравнений (3) и (11) при экспериментальном значении К 0,05
V 0,14(83-5) Время деформирования
.ц 6/d S
1 Ј 0.14(83 -S)
- - L in ftn - ; I67 --1- in - - - 014 |ПС« ь ) Jo -Of14 n 16 11.8c.
Определение времени деформирования для способа с двухзонным графиком движения ползуна.
Подставив значения исходных данных в 50 формулу (6) и (9), и произведя вычисления, получим
Vi
105
( 83 - S f5
(15)
(14)
V2 8,25 (83-S)285 (16)
Функции (15) и (16) показаны на фиг.2 кривыми а1 и а2.
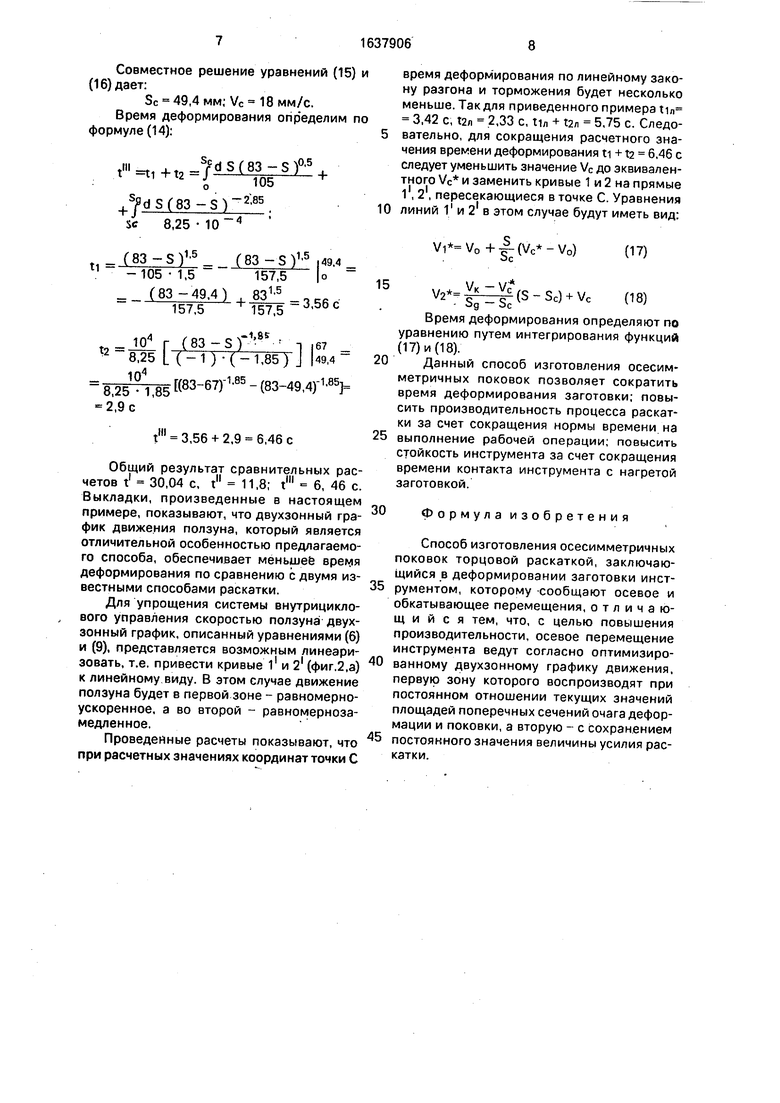
Совместное решение уравнений (15 (16) дает:
Sc 49,4 мм; Vc 18 мм/с.
Время деформирования опр еделим формуле (14):
t..l t1+t24lSl8 S +
fdSCSS-S)2-85. Sc 8,25- 10
(83 -S)1 5(83 -S)15 |49.4
t1 -105-1,5157,5 |o
(83-49.4) л, S31 5 осе„ 157.5 +W7 -3 56c
.-1.86
Г (83-S)-I
L (-1 ) ( -1,85) J
(67 49,4
10
8,25 1,85 2,9 с
.ill
(83-67)185 - (83-49,4)185
3,56 + 2,9 6,46 с
Общий результат сравнительных расчетов t1 30,04 с, t 11,8; t1 6, 46 с. Выкладки, произведенные в настоящем
примере, показывают, что двухзонныи график движения ползуна, который является отличительной особенностью предлагаемого способа, обеспечивает меньшее время деформирования по сравнению с двумя известными способами раскатки.
Для упрощения системы внутрицикло- вого управления скоростью ползуна двухзонныи график, описанный уравнениями (6) и (9), представляется возможным линеаризовать, т.е. привести кривые 11 и 21 (фиг.2,а) к линейному виду. В этом случае движение ползуна будет в первой зоне - равномерно- ускоренное, а во второй - равномерноза- медленное.
Проведенные расчеты показывают, что при расчетных значениях координат точки С
время деформирования по линейному закону разгона и торможения будет несколько меньше. Так для приведенного примера tin 3,42 с, 12л 2,33 с, 11л + гзл 5,75 с. Следовательно, для сокращения расчетного значения времени деформирования ц + tz 6,46 с следует уменьшить значение Vc до эквивалентного Vc и заменить кривые 1 и 2 на прямые 11, 21, пересекающиеся в точке С. Уравнения
линий 1 и 21 в этом случае будут иметь вид:
5
0
5
0
5
5
Vi V0 + -Ј- (Vc - V0)(17)
ос
V2 K c (S - Sc) + Vc (18)
Og - Oc
Время деформирования определяют по уравнению путем интегрирования функций (17) и (18).
Данный способ изготовления осесим- метричных поковок позволяет сократить время деформирования заготовки; повысить производительность процесса раскатки за счет сокращения нормы времени на выполнение рабочей операции, повысить стойкость инструмента за счет сокращения времени контакта инструмента с нагретой заготовкой.
Формула изобретения
Способ изготовления осесимметричных поковок торцовой раскаткой, заключающийся в деформировании заготовки инструментом, которому сообщают осевое и обкатывающее перемещения, отличающийся тем, что, с целью повышения производительности, осевое перемещение инструмента ведут согласно оптимизированному двухзонному графику движения, первую зону которого воспроизводят при постоянном отношении текущих значений площадей поперечных сечений очага деформации и поковки, а вторую - с сохранением постоянного значения величины усилия раскатки.
Фиг 2
Фиг.З
Фиг. 5
Фиг.Ь
s
c
I
| Казаченок В.Н., Наговицын В.В | |||
| и Зимин Ю.А | |||
| Технология торцовой раскатки- штамповки с обкатыванием плоских деталей с тонким полотном | |||
| - Кузнечно- штамповочное производство, 1987, № 3. |
