Изобретение относится к металлургии, конкретно к непрерывной разливке стали.
Техническим результатом изобретения является удаление неметаллических включений из жидкого металла в процессе непрерывной разливки. Для воздействия на жидкую фазу через корку слитка в процессе непрерывной разливки стали используем поддерживающие ролики под кристаллизатором. Средняя опора с поддерживающими роликами колеблется по нормали к слитку с определенной частотой и амплитудой. Так как корка слитка находится в постоянном контакте с поддерживающими роликами под действием ферростатического давления, то энергия колебаний передается жидкой фазе. Упругие волны внутри жидкого металла активируют неметаллические включения, разрушая силы сопротивления трения, и тем самым способствуют всплытию их в кристаллизаторе.
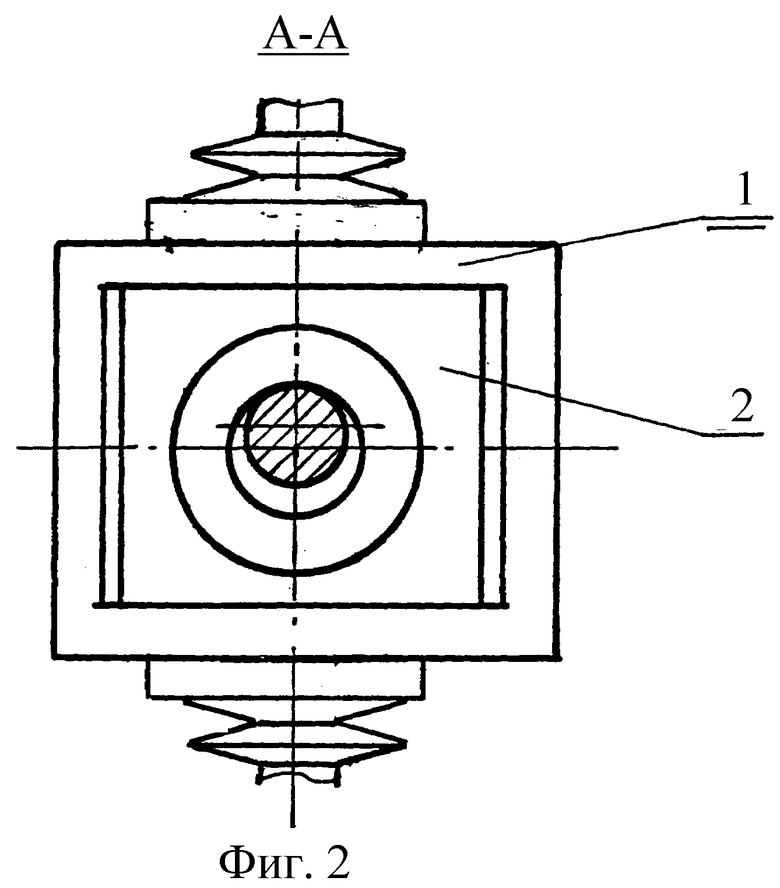
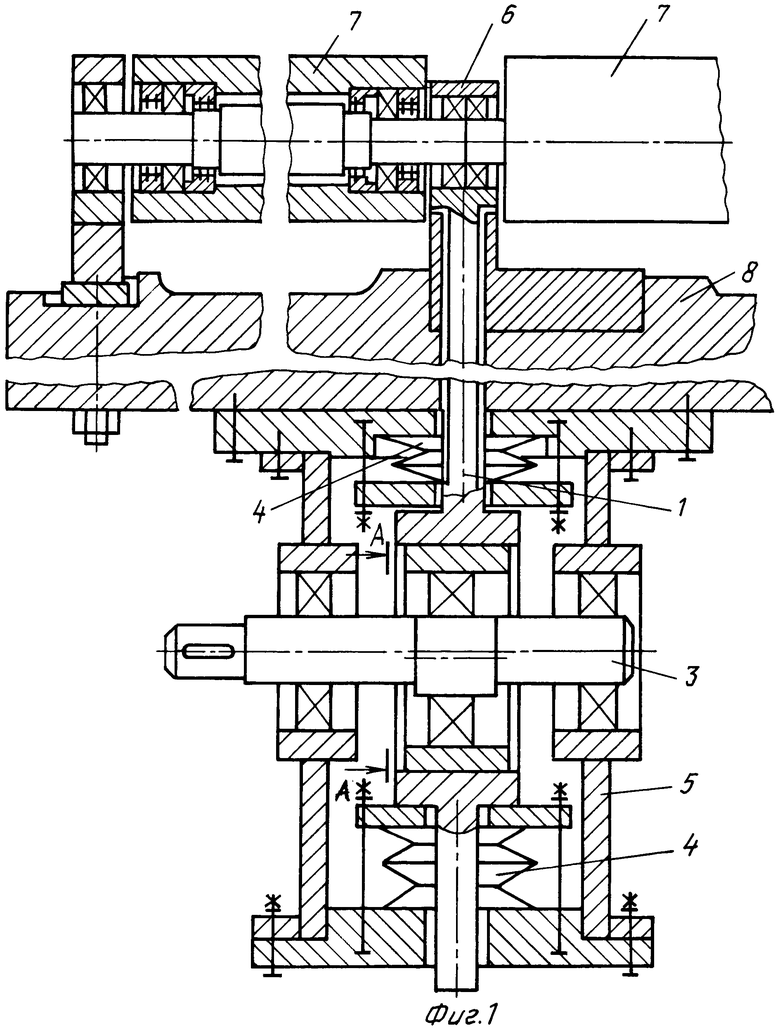
На фиг.1 и 2 показано устройство (механический колебательный контур) для реализации этого способа, состоящее из штока 1, скользуна 2, эксцентрикового вала 3, пружины 4, корпуса 5, средней опоры 6, поддерживающего ролика 7 и рамы кассеты роликов под кристаллизатором 8.
По установленной частоте и амплитуде производится расчет мощности двигателей для механического колебательного контура по формуле: Р=F× ω 2×А,
где: F - сила ферростатического давления на ролики,
ω - резонансная частота,
А - амплитуда колебаний роликов.
Расчет жесткости пружин, необходимый для резонанса механического колебательного контура, производится по формуле: С=m× ω 2
m - масса колеблющихся частей;
ω - заданная частота.
Для ограничения амплитуды собственных колебаний механического колебательного контура пружины предварительно сжимаем до усилия, которое рассчитывается по формуле:
F=0,5× Е× m× ω 2,
где: Е - величина эксцентриситета на валу;
ω - заданная частота;
m - масса колеблющихся частей.
Механический колебательный контур работает следующим образом.
Двигатель вращает эксцентриковый вал, насаженный на нем подшипник передает усилие скользуну, который осуществляет сложное движение в штоке. Концы роликов, закрепленные шарнирно со штоком, осуществляют колебательные движения относительно оси с амплитудой, равной удвоенному значению эксцентриситета. Так как механический колебательный контур находится в резонансе с возмущающей силой, то соединения движущихся частей не испытывают динамических нагрузок от собственных движущихся масс и не расходуется энергия на создание колебательного процесса.
Данный механический колебательный контур аналогичен электрическому колебательному контуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1991 |
|
RU2063296C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯМОУГОЛЬНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2198064C2 |
| УСТАНОВКА ПО ПРОИЗВОДСТВУ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2401177C2 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ СЕРДЦЕВИНЫ СЛИТКА В КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ | 2017 |
|
RU2656904C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1993 |
|
RU2044596C1 |
Устройство является механическим колебательным контуром, настроенным на резонансную частоту с возмущающей силой. Устройство крепится на раме кассеты роликовой секции и состоит из корпуса, штока, скользуна, эксцентрикового вала пружин и поддерживающих роликов установки непрерывной разливки стали. Для воздействия на жидкую фазу металла через корку слитка используют поддерживающие ролики установки непрерывной разливки стали. Средняя опора с поддерживающими роликами колеблется по нормали к слитку с определенной частотой и амплитудой. Так как корка слитка находится в постоянном контакте с поддерживающими роликами под действием ферростатического давления, то энергия колебаний передается жидкой фазе. Упругие волны внутри жидкого металла активизируют неметаллические включения, разрушая силы сопротивления трения, и тем самым способствуют всплытию их в кристаллизаторе. 2 ил.
Устройство для вибрационной обработки жидкого металла при непрерывной разливке, содержащее установленные под кристаллизатором поддерживающие ролики и механический колебательный контур, настроенный на резонансную частоту и амплитуду вибрационного воздействия на жидкую фазу слитка, отличающееся тем, что механический колебательный контур состоит из двигателя с эксцентриковым валом, насаженного на него подшипника, передающего усилие скользуну, и подпружиненного штока, при этом концы поддерживающих роликов шарнирно закреплены на штоке.
| Способ обработки непрерывно-литых слябов в зоне вторичного охлаждения | 1986 |
|
SU1344504A1 |
| ВИБРАТОР | 1997 |
|
RU2118608C1 |
| Вибратор машин непрерывного литья заготовок | 1984 |
|
SU1253717A1 |
| Вибровозбудитель | 1984 |
|
SU1187889A1 |
| Способ непрерывного литья заготовок и машина для его осуществления | 1986 |
|
SU1458070A1 |

