Фиг. 4Изобретение относится к производству изделий из сборного бетона и железобетона при конвейерной технологии,
Цель изобретения - повышение надежности, упрощение конструкции и снижение металлоемкости установки.
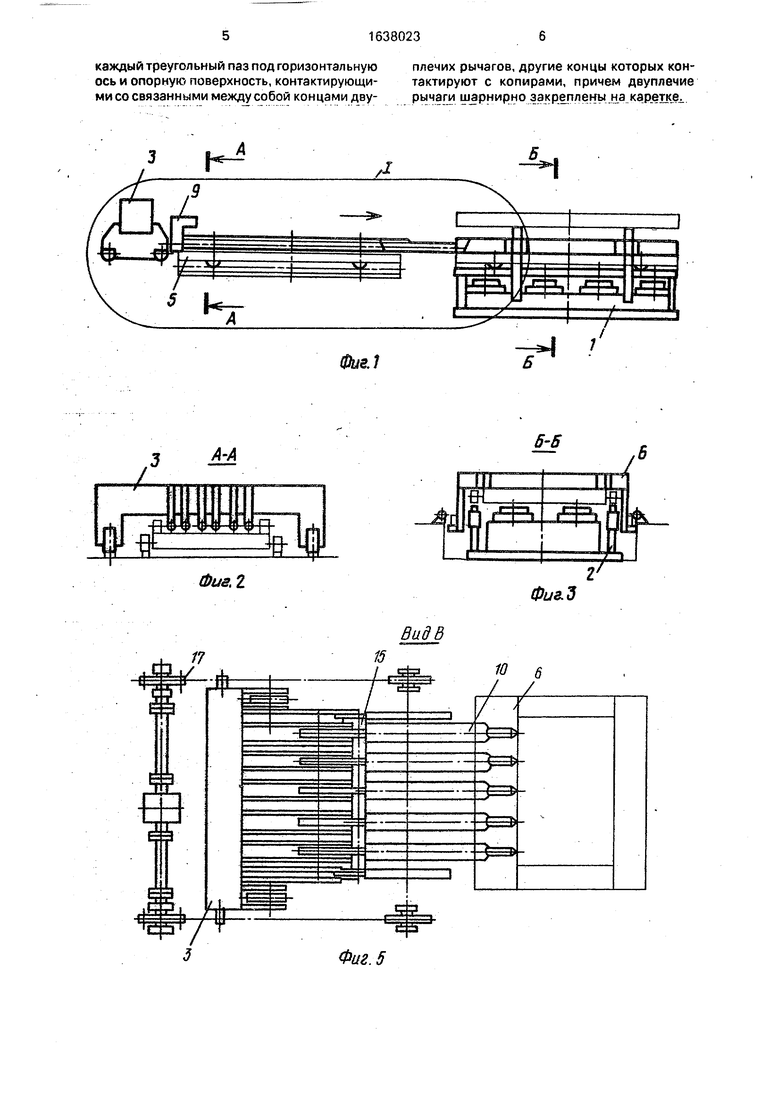
На фиг.1 изображена установка; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг,4 - узел I на фиг.1; на фиг.5 - вид В на фиг.4. на фиг.6-11 - схемы работы установки; на фиг. 12 - разрез Г-Г на фиг.4.
Установка для изготовления железобетонных изделий с пустотами содержит виброплощадку 1 с подъемными путями 2, приводную каретку 3 с горизонтальной осью 4, форму-вагонетку 5 с бортоснасткой б, копиры 7, расположенные на основании, 8 с двух продольных сторон каретки 3, механизм фиксации 9 пустотообразователей 10, выполненный в. виде кронштейнов 11, свободно установленных на горизонтальной оси 4. Кронштейны 11 жестко связаны с одними из концов пустотообразователей 10. В каждом кронштейне 11 выполнены треугольный паз 12 (с прямым углом у основания паза) под горизонтальную ось 4 и опорная поверхность 13. На каретке с двух ее продольных сторон шарнирно установлены двуплечие рычаги 14, одни из концов которых связаны между собой штангой 15, на других смонтированы ролики 16.
Установка работает следующим образом.
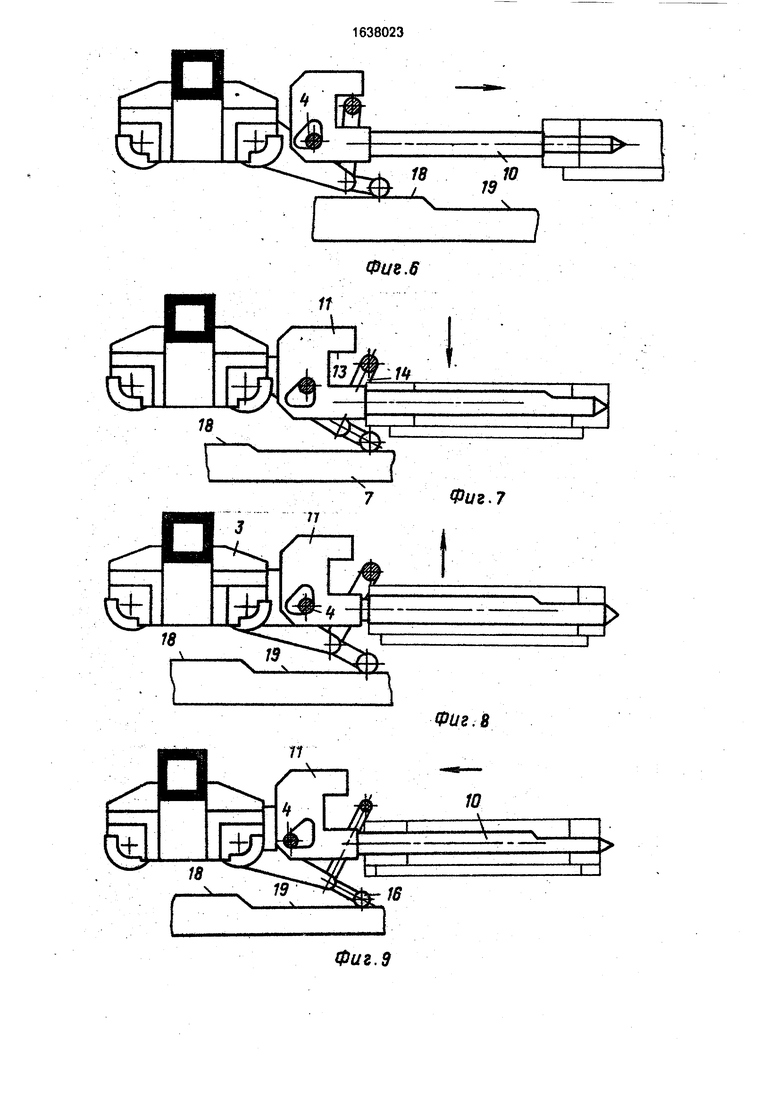
Форма-вагонетка 5 с бортоснасткой б устанавливается на подъемные пути 2 виброплощадки 1. В поперечные борта бортос- настки 6 вводятся пустотообразователи 10 посредством перемещающейся от привода 17 каретки 3. Горизонтальная ось 4 каретки 3 при этом расположена у основания прямого угла паза 12, а двуплечие рычаги 14 своими концами взаимодействуют с верхним горизонтальным участком 18 копира 7 и штангой 15 с опорными поверхностями 13 кронштейнов 11, удерживая пустотообразователи 10 в горизонтальном положении (фиг.6).
По мере ввода пустотообразователей 10 в борта формовагонетки концы двуплечих рычагов 14 контактируют с нижним участком 19 копира 7, при этом двуплечие рычаги 14 поворачиваются в вертикальной плоскости по часовой стрелке и прекращают контакт с опорными поверхностя- ми 13 кронштейнов 11. Затем происходит перемещение вниз подъемных путей 2 с формой-вагонеткой 5 на виброплощадку 1. Кронштейны 11 с пустотообразователями 10 опускаются вместе с формой и бортоснасткой относительно каретки 3, при этом ось 4 каретки 3 занимает положение в верхнем углу треугольного паза 12 (фиг.7). Затем происходит укладка бетонной смеси и ее уплотнение, после чего начинается подъем формы с бортоснасткой на подъемных путях 2 в первоначальное положение, удобное для транспортировки формы. При подъеме ось 4 каретки 3 занимает положение в основании прямого угла треугольного паза 12 (фиг.8). Извлечение пустотообразователей 10 происходит при обратном движении каретки 3, Ось 4 при этом перемещается в острый угол основания треугольного паза 12, а концы двуплечего рычага 14 посредством роликов 16 взаимодействуют с нижним горизонтальным участком 19 копира 7 (фиг.9).
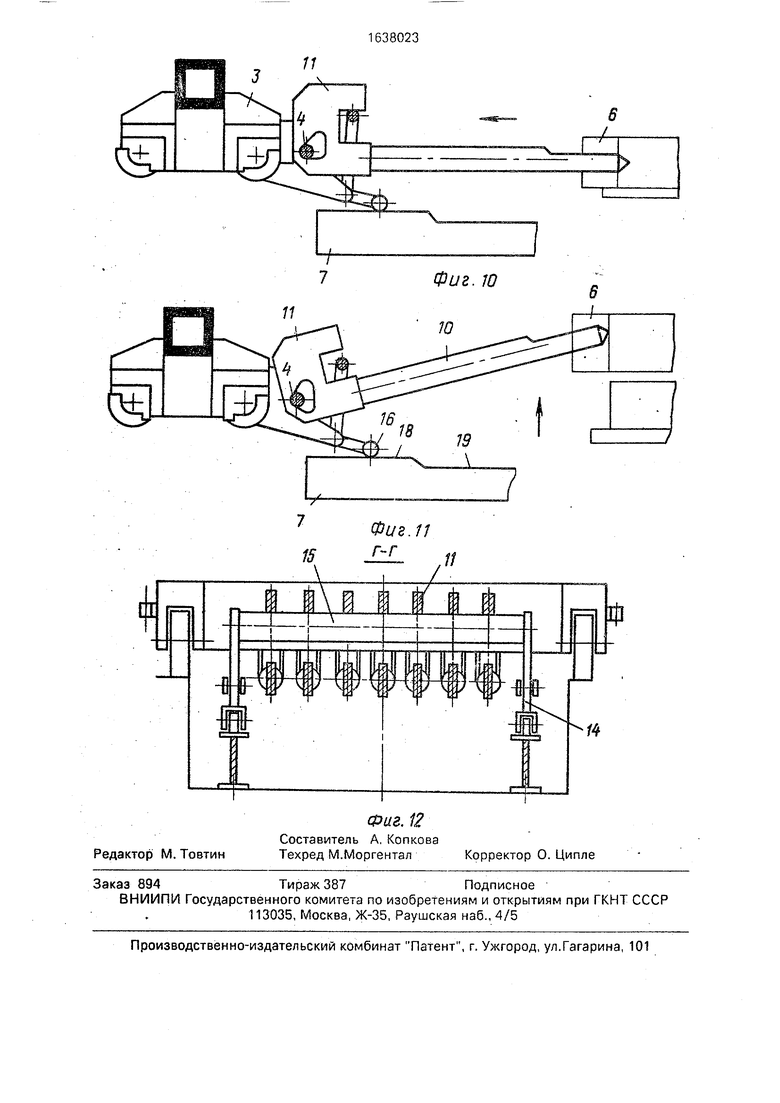
При полном выводе пустотообразователей 10 из изделия (конец пустотообра- зователей 10 опирается на подъемную бортоснастку) концы двуплечих рычагов 14 с помощью роликов 16 входят во взаимодействие с верхним горизонтальным участком 18 копира 7, при этом двуплечий рычаг 14 поворачивается в вертикальной плоскости против часовой стрелки и его штанга 15 входит в контакт с опорными поверхностями 13 кронштейнов 11, тем самым
фиксируют кронштейны 11с пустотообразователями 10 в вертикальной плоскости (фиг,10). При подъеме бортоснэстки 6 концы пустотообразователей 10 опираются на последнюю и поворачиваются вместе с
кронштейнами 11 в вертикальной плоскости относительно оси 4 каретки 3 (фиг.11) и форма-вагонетка с изделием перемещается к другому посту, освобождая место следующей форме-вагонетке. Цикл повторяется.
Формула изобретения Установка для изготовления железобе-0 тонных изделий с пустотами, содержащая
виброплощадку, приводную каретку с пустотообразователями и с горизонтальной осью, закрепленной поперечно им, форму-вагонетку с бортоснасткой, копиры, расположенные на основании с двух продольных сторон
каретки и механизм фиксации положения пустотообразователей с двуплечими рычагами, одни из концов которых связаны между собой, отличающаяся тем, что, с целью повышения надежности, упрощения
конструкции и снижения металлоемкости установки, механизм фиксации положения пустотообразователей выполнен в виде свободно установленных на горизонтальной оси и жестко связанных с одними концами пустотообразователей кронштейнов, имеющих
каждый треугольный паз под горизонтальную плечих рычагов, другие концы которых кон- ось и опорную поверхность, контактирующи- тактируют с копирами, причем двуплечие ми со связанными между собой концами дву- рычаги шарнирно закреплены на каретке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования железобетонных изделий | 1978 |
|
SU743884A1 |
| Установка для изготовления пустот в железобетонных изделиях | 1981 |
|
SU961963A1 |
| Установка для изготовления железобетонных изделий | 1977 |
|
SU944931A1 |
| Установка для изготовления железо-бЕТОННыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU837871A1 |
| Пост формования в технологической линии для изготовления строительных изделий | 1987 |
|
SU1472269A1 |
| Установка для формования железобетонных многопустотных изделий | 1977 |
|
SU625931A1 |
| Установка для формования многопустотных панелей из бетонных смесей | 1990 |
|
SU1742070A1 |
| Установка для изготовления многопустотных строительных конструкций | 1982 |
|
SU1092041A1 |
| Установка для формования изделий из бетонных смесей | 1986 |
|
SU1404357A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
Изобретение относится к производству изделий из сборного бетона и железобетона при конвейерной технологии. Цель изобретения - повышение надежности, упрощение конструкции и снижение металлоемкости. Установка содержит виброплощадку 1 с подъемными путями, приводную каретку 3 с горизонтальной осью 4, форму-вагонетку с бортоснасткой. копиры 7, механизм 9 фиксации пустотообразователей 10, выполненный в виде кронштейнов 11, свободно установленных на горизонтальной оси 4. В каждом кронштейне 11 выполнены треугольный паз 12 под горизонтальную ось 4 и опорная поверхность 13. На каретке с двух ее продольных сторон шарнирно установлены двуплечие рычаги 14, одни концы которых связаны между собой штангой 15, а на других смонтированы ролики 16. 12 ил.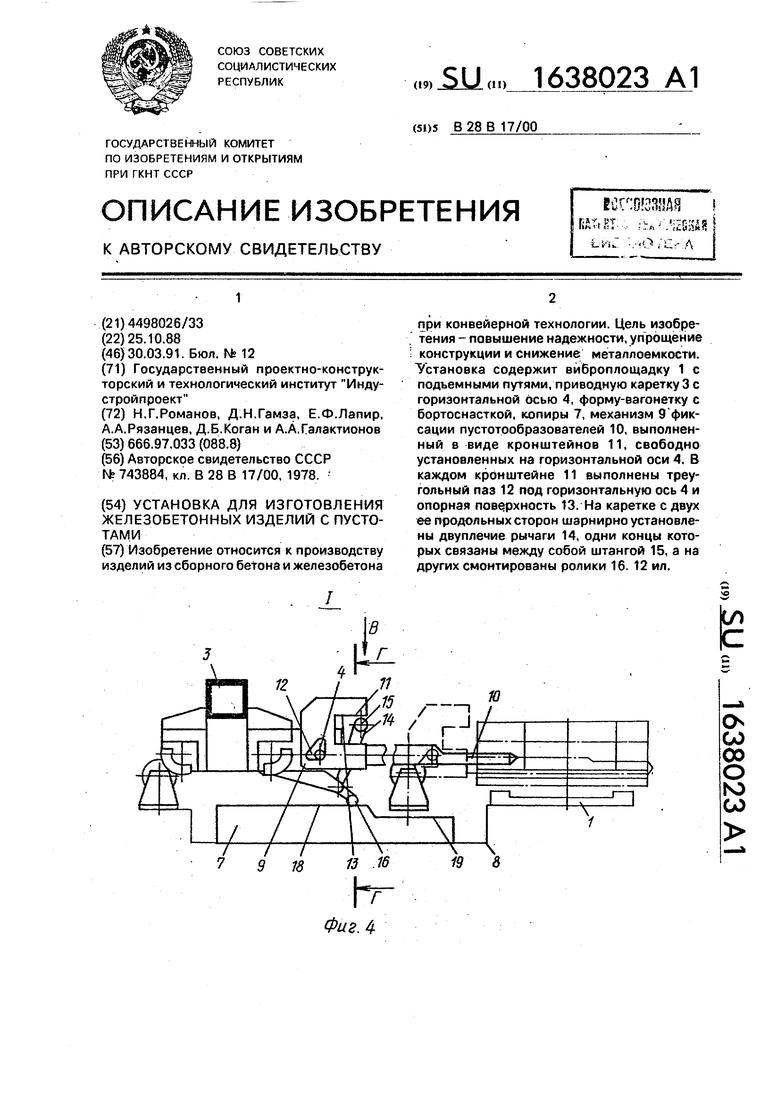
Фиг.1
Фиг. 2
СЗ ./
/7
ii
7
$
Фиг.5
Фиг.3
В ид В
ю 6 / /
Фиг. 9
I9 ffl
ч
Фие.6
Фиг. 8
| Установка для формования железобетонных изделий | 1978 |
|
SU743884A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
