//,У/////////////////////
Фид.5
1147
Изобретение относится к промьш- ленности строительньпс материалов и может быть использовано при конвейерном и полуконвейерном производстве жел езобетонных изделий.
Цель изобретения - повышение надежности работы.
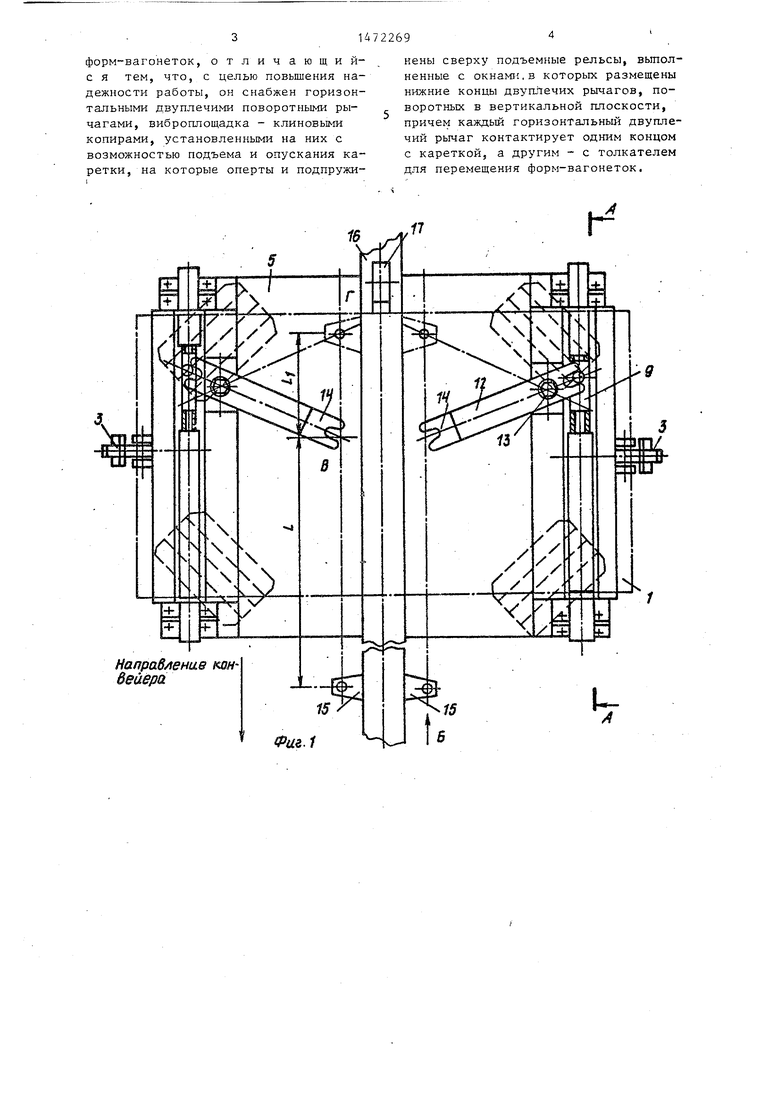
На фиг. 1 изdбpaжeн пост формования, вид сверху; на фиг. 2 - раз- рез А-А на фиг. 1; на фиг.3 - вид Б на фиг. 1; на фиг. Л - узел I на фиг. 3 (в положении формы, опущенной на виброплощадку и зафиксированной рычагами).
Пост формования содержит форму-вагонетку 1 с упорами 2, взаимодействующими с поворотными в вертикальной плоскости двуплечими рычагами 3, закрепленными на осях 4 виброплощадки 5. Последняя содержит подъемные рельсы 6, подпружиненные сверху пружинами 7 и перемещающиеся в вертикальных направляющих 8, каретки 9 с роликами 10, контактирующими с
рельсами 6.
Каретки 9 установлены на клиновые копиры 11 и взаимодействуют с горизонтальными двуплечи.ми рычагами 12, установленными на осях 13 и имеющими на концах вильчатые захваты 14, взаимодействующие с формами-вагонетка- ми 1 при их перемещении по технологическим постам.
Пост формования работает следующим образом.
В исходном положении форма-вагонетка 1 установлена на виброплощадку 5 . Рельсы 6 опираются на ролики 10 кареток 9. Последние подняты на .копирах 11, пружины 7 сжаты. Верхние плечи рычагов 3 отведены от упоров 2 форм-вагонеток 1. Бобышки 15 толкателя 16 расположены от концов 14 горизонтальных двуплечих рычагов 12 на расстоянии L (L - шаг перемещения форм-вагонеток).
При включении привода перемещени толкателя 16 в направлении, обратно перемещению форм-вагонеток 1, толка тель 16 проходит расстояние L, равное щагу перемещения форм-вагонеток с поста на пост. Бобышки 15 входят во взаимодействие с вильчатыми захвтами 14 горизонтальных двуплечих рычагов 12 и поворачивают их относительно оси 13 из положения В в положение Г. При этом толкатель 16 дела
ет ход
L + L., . Вторые концы горизон
0
25
Q 5
д
35
тальные двуплечих рычагов 12 взаимодействуют с каретками 9 и перемещают их по копирам 11 вннз, освобождая рельсы 6. Последние под действием пружины 7 и веса формы опускаются в направляющих 8. Форма-вагонетка 1 зависает на раме виброплощадок, а рельсы 6 под действием пружины 7 дальнейшим ходом нажимают на нижние плечи рычагов 3, поворачивая их на оси 4. При этом верхние плечи рычагов 3 взаимодействуют с упорами 2 формы- вагонетки 1, осуществляя ее фиксацию и .прижим к виброплощадке 5. На этом заканчиваются установка формы на виброплощадку и ее фиксация.
Выполняются работы по укладке и уплотнению бетонной смеси. После окончания формования включается привод передвижения толкателя 16 в направлении передвижения форм-вагонеток 1 по технологическому потоку. При этом бобьшжи 15 взаимодействуют с вильчатыми захватами 14 и поворачивают их относительно оси 13 из положения Г в положение В, т.е. возвращают в исходное положение. Другое плечо горизонтальных двуплечих рычагов 12 передвигает каретки 9 по копирам 11 вверх, осуществляя сжатие пружины -7 и подъем рельс 6. Последние, поднимаясь, отводят рычаги 3 от бобьш1ек 2 форм-вагонеток 1, освобождая их.
Произведена расфиксация форм-вагонеток и подъемные рельсы 6 виброплощадки 5 установлены на уровне рельсового пути технологической линии. Толкатель 16 при этом проходит путь L,, а выступы 17 толкателя 16 располагаются у форм и дальнейшим ходом перемещают формь1-вагонетки 1 на следующий технологический пост на расстояние L, а .на виброплощадку устанавливается очередная форма-вагонетка. На этом цикл работы оборудования технологического поста закан- . чивается.
Формулаизобретения
Пост формования в технологической линии для изготовления строительных изделий,, содержащий виброплощадку с двуплечими рычагами, поворотными в вертикальной плоскости, подъемные рельсы и толкатель для перемещения
форм-вагонеток, отличающий- с я тем, что, с целью повышения надежности работы, он снабжен горизонтальными двуплечими поворотными рычагами, виброплощадка - клиновыми копирами, установленными на них с возможностью подъема и опускания каретки, на которые оперты и подпружинены сверху подъемные рельсы, вьшол- ненные с окнами,в которых размещены нижние концы двуплечих рычагов, поворотных в вертикальной плоскости, причем каждый горизонтальный двуплечий рычаг контактирует одним концом с кареткой, а другим - с толкателем для перемещения форм-вагонеток.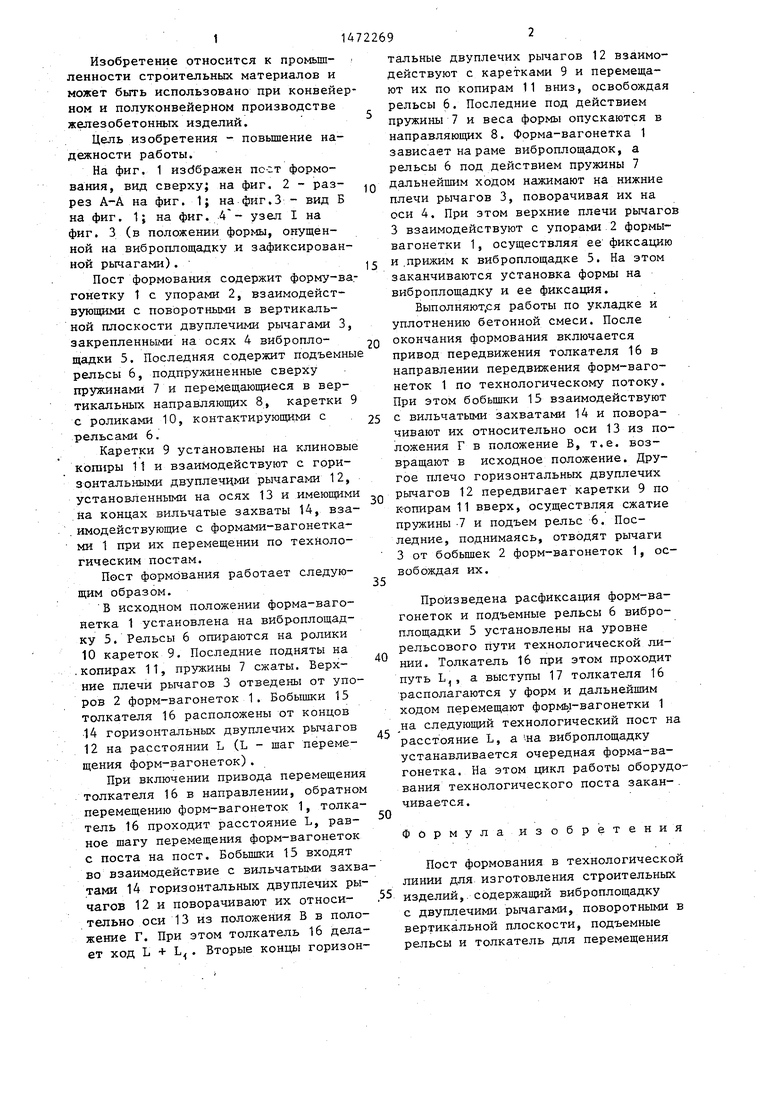
| название | год | авторы | номер документа |
|---|---|---|---|
| Пост формования технологической линии для изготовления строительных изделий | 1984 |
|
SU1201138A1 |
| Вертикально-замкнутая линия для изготовления бетонных и подобных изделий в формах-вагонетках | 1974 |
|
SU574334A1 |
| Установка для формования железобетонных изделий | 1978 |
|
SU743884A1 |
| Транспортный комплекс для проведения уклонов | 1989 |
|
SU1752875A1 |
| Тележка | 1978 |
|
SU748114A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Устройство для приема и сталкивания вагонеток | 1982 |
|
SU1039831A1 |
| Установка для изготовления железобетонных изделий с пустотами | 1988 |
|
SU1638023A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
| Конвейерная линия для изготовления строительных изделий | 1979 |
|
SU876434A2 |
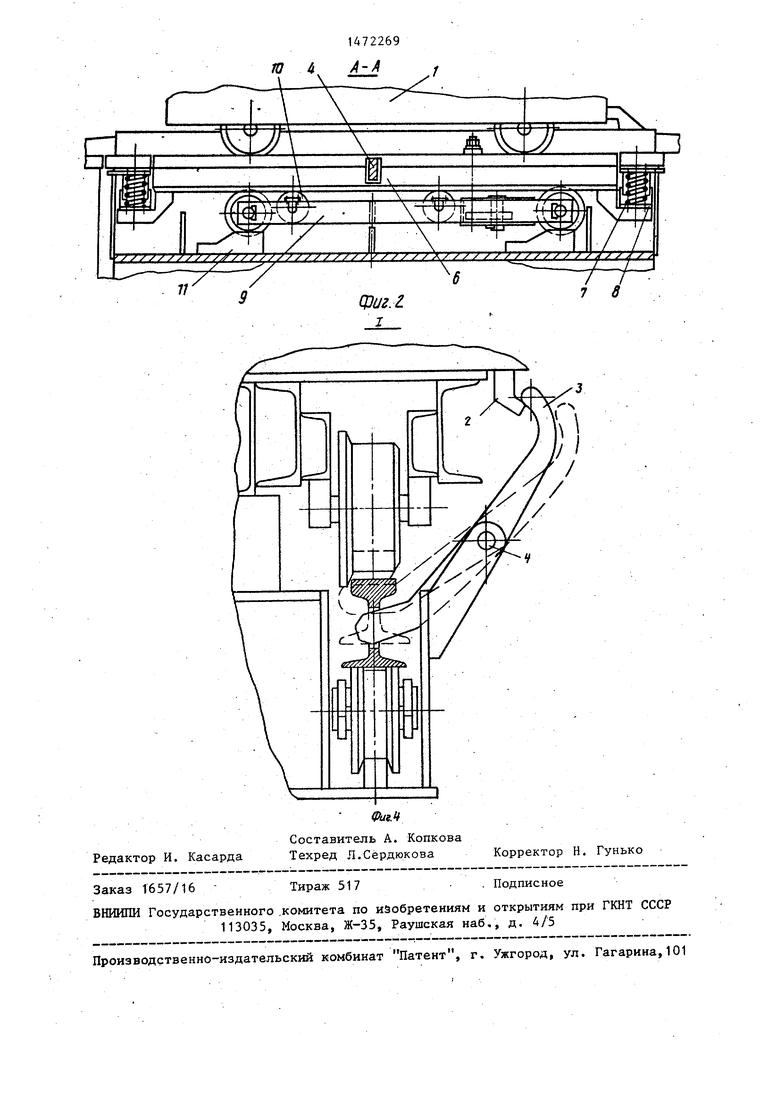
Изобретение относится к промышленности строительных материалов и может быть использовано для опускания форм-вагонеток на виброплощадку и их прижима при формовании бетонных изделий. Цель изобретения - повышение надежности работы. Для этого форма-вагонетка 1 устанавливается на подпружиненные сверху подъемные рельсы 6, перемещающиеся в вертикальных направляющих и установленные на каретках 9, перемещающихся по клиновым копирам 11, состоящим из горизонтальных участков, расположенных на разных уровнях, и соединяющего их наклонного участка. Опускание формы-вагонетки 1 на виброплощадку осуществляется перемещением каретки 9 с верхнего на нижний горизонтальный участок клинового копира 11 при помощи горизонтальных поворотных рычагов 12, взаимодействующих с толкателем форм-вагонеток, а прижим - за счет двуплечих рычагов 3, поворотных в вертикальной плоскости и взаимодействующих с рельсами 6. 4 ил.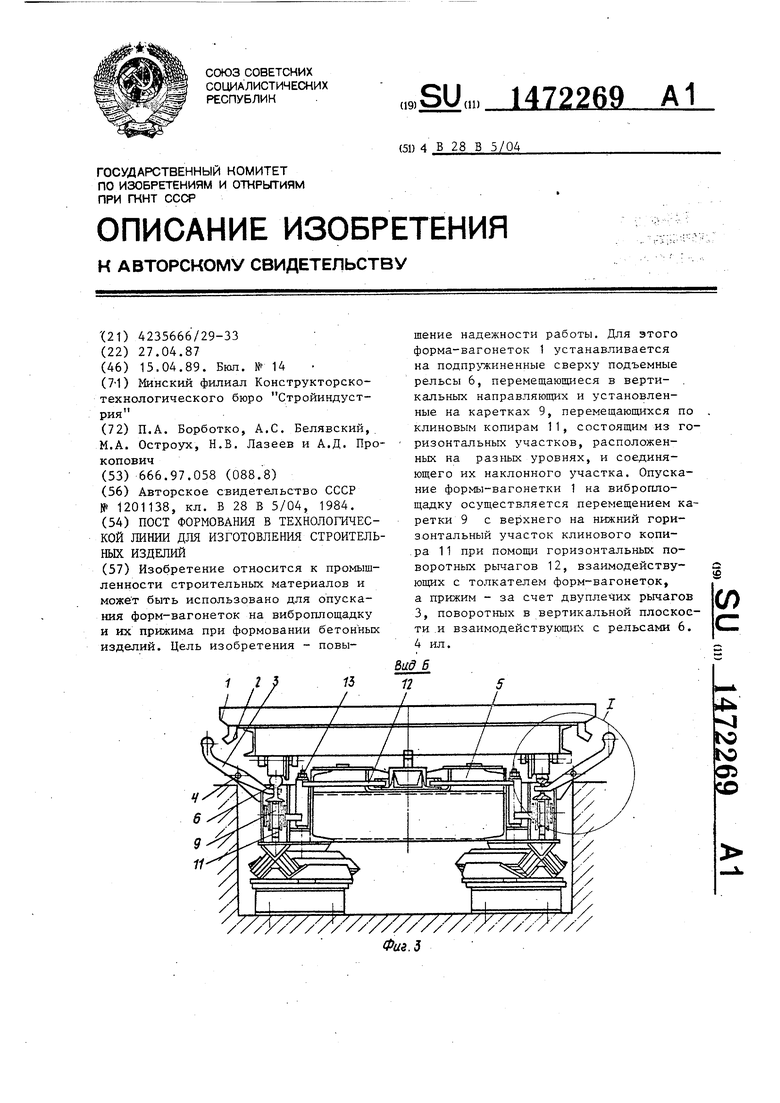
Направление конвейера
Фи&.1
9
Фuг.lt
Составитель А. Копкова Редактор И. Касарда Техред Л.Сердюкова Корректор Н. Гунько
Заказ 1657/16
Тираж 517
ВНИИПИ Государствеиного .комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина,101
. Подписное
| Пост формования технологической линии для изготовления строительных изделий | 1984 |
|
SU1201138A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
