(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТ В ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЯХ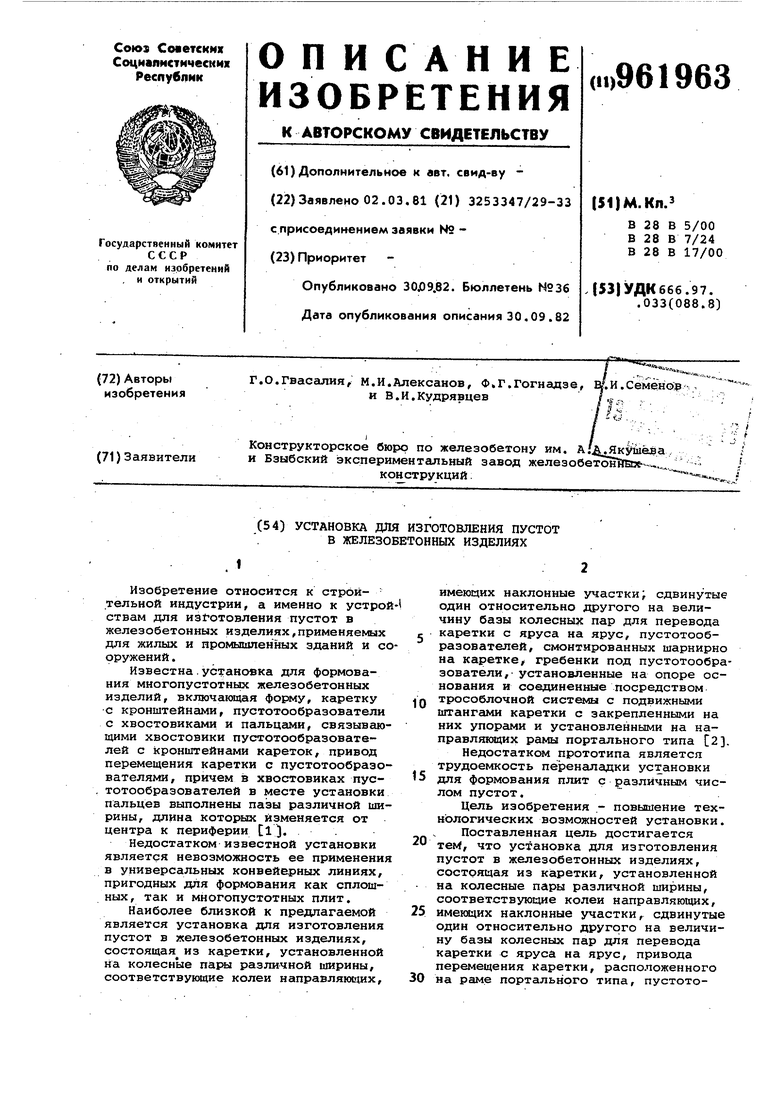
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования железобетонных изделий | 1978 |
|
SU743884A1 |
| Устройство для образования пустот в железобетонных изделиях | 1988 |
|
SU1638022A1 |
| Кассетная установка для формования изделий с пустотами из бетонных смесей | 1977 |
|
SU716825A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗГРУЗКИ ЛЕНТОЧНЫХ РЕЛЬСОВ С ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2005 |
|
RU2361801C2 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ БЕЗНАПОРНЫХ ТРУБ | 1968 |
|
SU221553A1 |
| Установка для производства железобетонных труб | 1983 |
|
SU1400889A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Установка для формования пустотных железобетонных изделий | 1979 |
|
SU961976A1 |
| Виброформующий узел | 1980 |
|
SU903115A1 |
Изобретение относится к стройтельной индустрии, а именно к устройствам для из1отовления пустот в железобетонных изделиях,применяемых для жилых и промышленных зданий и сооружений .
Известна.установка для формования многопустотных железобетонных изделий, включающая форму, каретку с кронштейнами, пустотообразователи с хвостовиками и пальцами, связывающими хвостовики пустотообразователей с кронштейнами кареток, привод перемещения каретки с пустотообразователями, причем в хвостовиках пустотообразователей в месте установки пальцев выполнены пазы различной ширины, длина которых изменяется от центра к периферии 1).
Недостатком известной установки является невозможность ее применения в универсальных конвейерных линиях, пригодных для формования как сплошных, так и многопустотных плит.
Наиболее близкой к предлагаемой является установка для изготовления пустот в железобетонных изделиях, состоящая из каретки, установленной на колесные пары различной ширины, соответствующие колеи направляюсдих.
имеющих наклонные участки; сдвинутые один относительно другого на величину базы колесных пар для перевода каретки с яруса на ярус, пустотообразователей, смонтированных шарнирно на каретке/ гребенки под пустотообразователи, установленные на опоре основания и соединенные посредством трособлочной системы с подвижными
10 штангами каретки с закрепленными на них упорами и установленными на направляющих рамы портального типа 2.
Недостатком прототипа является трудоемкость переналадки установки
15 для формования плит с различным числом пустот.
Цель изобретения - повышение технологических возможностей установки.
Поставленная цель достигается
20 TeNf, что установка для изготовления пустот в железобетонных изделиях, состоящая из каретки, установленной на колесные пары различной ширины, соответствующие колеи направляющих,
25 имекяцих наклонные участки, сдвинутые один относительно другого на величину базы колесных пар для перевода каретки с яруса на ярус, привода перемещения каретки, расположенного
30 на раме портального типа, пустотообразователей смонтированных шарнирно на каретке, гребенки под пустотообраэователи, установленные посредством рычагов на опоре рснования и соединенные с помощью трособлочной системы с подвижными штангами каретки с закрепленными на них упорами и установленными на направляющих рамы портального типа, снабжена подъемно-опускным механизмом с валиками, тросами и захватами под пустотообразователи, причем один из концов каждого троса закреплен на валиках, а на другой его конец подвешен захват.
Кроме того, каждый из пустотообразователей снабжен шарнирным соединением с проуыиной и открытой прорезью, взаимодействующей с пальцем каретки.
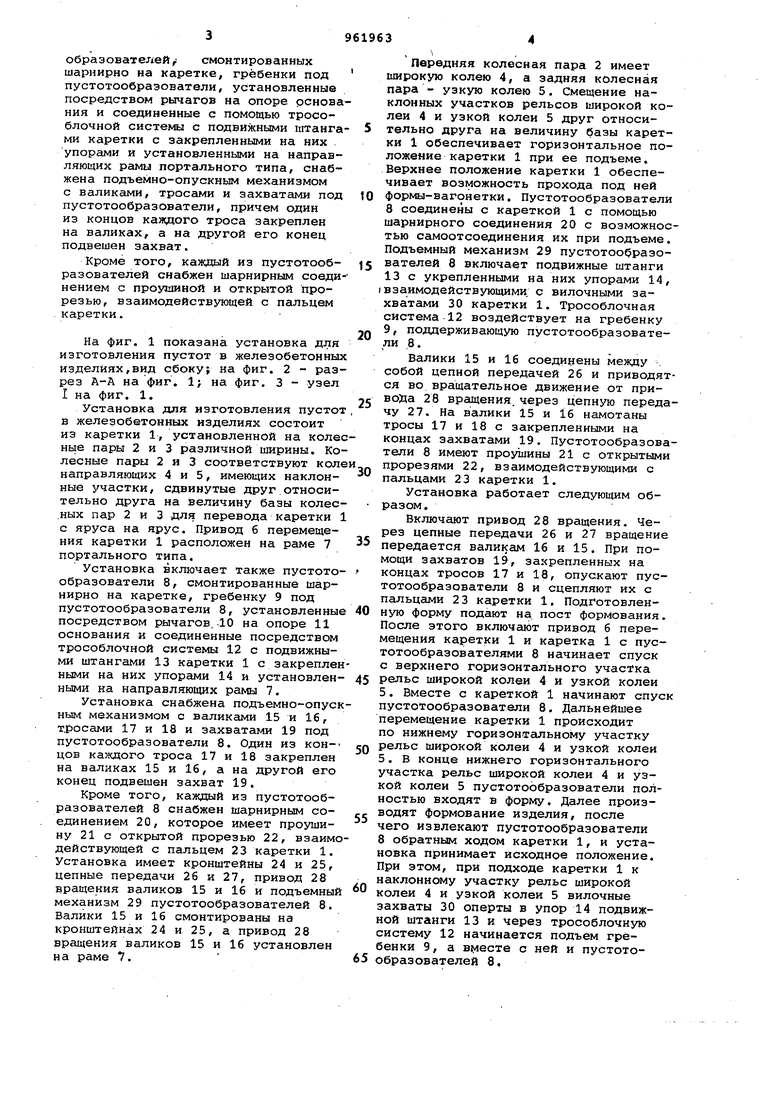
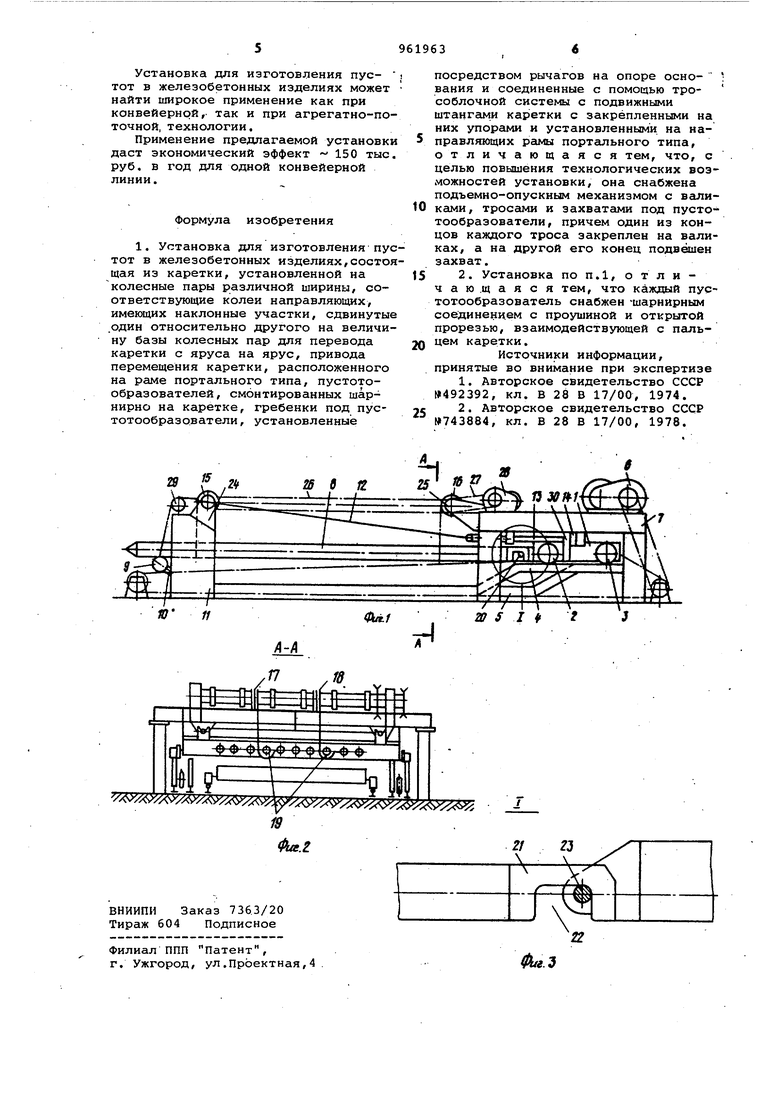
На фиг. 1 показана установка для
изготовления пустот в железобетонных изделиях,вид сбоку; на фиг. 2 - разрез А-А нафиг. 1 на фиг. 3 - узел I на фиг. 1.
Установка для изготовления пустот в железобетонных изделиях состоит из каретки 1, установленной на колесньге пары 2 и 3 различной ширины. Колесные пары 2 и 3 соответствуют коле направляющих 4 и 5, имеющих наклонные участки, сдвинутые друг.относительно друга на величину базы колес.ных пар 2 и 3 для перевода каретки 1 с яруса на ярус. Привод б перемещения каретки 1 расположен на раме 7 портального типа.
Установка включает также пустотообразователи 8, смонтированные шарнирно на каретке, гребенку 9 под пустотообразователи 8, установленные посредством рычагов.-10 на опоре 11 основания и соединенные посредством трособлочной системы 12 с подвижными штангами 13 каретки 1 с закрепленными на них упорами 14 и установленными на направляющих рамы 7.
Установка снабжена подъемно-опускным механизмом с валиками 15 и 16, тросами 17 и 18 и захватами 19 под пустотообразователи 8. Один из концов каждого троса 17 и 18 закреплен на валиках 15 и 16, а на другой его конец подвешен захват 19.
Кроме того, каждый из пустотообразователей 8 снабжен шарнирным соединением 20, которое имеет проушину 21 с открытой прорезью 22, взаимодействующей с пальцем 23 каретки 1. Установка имеет кронштейны 24 и 25, цепные передачи 26 и 27, привод 28 вращения валиков 15 и 16 и подъемный механизм 29 пустотообразователей 8. Валики 15 и 16 смонтированы на кронштейнах 24 и 25, а привод 28 вращения валиков 15 и 16 установлен на раме 7.
Передняя колесная пара 2 имеет широкую колею 4, а задняя колесная пара - узкую колею 5. Смещение наклонных участков рельсов широкой колеи 4 и узкой колеи 5 друг относительно друга на величину е5азы каретки 1 обеспечивает горизонтальное положение каретки 1 при ее подъеме. Верхнее положение каретки 1 обеспечивает возможность прохода под ней формы-вагонетки. Пустотообразователи 8 соединены с кареткой 1 с помощью шарнирного соединения 20 с возможностью самоотсоединения их при подъеме Подъемный механизм 29 пустотообразователей 8 включает подвижные штанги 13 с укрепленными на них упорами 14, взаимодействующими, с вилочными захватами 30 каретки 1. Трособлочная система-12 воздействует на гребенку 9, поддерживающую пустотообразователи 8.
Валики 15 и 16 соединены между . собой цепной передачей 26 и приводятся во.вращательное движение от привода 28 вращения.через цепную передачу 27. На валики 15 и 16 намотаны тросы 17 и 18 с закрепленными на концах захватами 19. Пустотообраэователи 8 имеют прО1ацины 21 с открытыми прорезями 22, взаимодействующими с пальцами 23 каретки 1.
Установка работает следующим образом.
Включают привод 28 вращения. Через цепные передачи 26 и 27 вращение передается валикам 16 и 15. При помощи захватов 19, закрепленных на концах тросов 17 и 18, опускают пустотообразователи 8 и сцепляют их с пальцами 23 каретки 1. Подготовленную форму подают на пост формования После этого включакэт привод 6 перемещения каретки 1 и каретка 1 с пустотообразователями 8 начинает спуск с верхнего горизонтального участка рельс широкой колеи 4 и узкой колеи 5. Вместе с кареткой 1 начинают спус пустотообразователи 8. Дальнейшее перемещение каретки 1 происходит по нижнему горизонтальному участку рельс широкой колеи 4 и узкой колеи 5. В конце нижнего горизонтального участка рельс широкой колеи 4 и узкой колен 5 пустотообразователи полностью входят в форму. Далее производят формование изделия, после чего извлекают пустотообразователи 8 обратным ходом каретки 1, и установка принимает исходное положение. При этом, при подходе каретки 1 к наклонному участку рельс широкой колеи 4 и узкой колеи 5 вилочные захваты 30 оперты в упор 14 подвижной штанги 13 и через трособлочную систему 12 начинается подъем гребенки 9, а в(4есте с ней и пустотообразователей 8.
