1
Изобретение относится к строительной индустрии, а именно к устройствам для изготовления железобетонных многопустотных изделий, применяемых для перекрытий жилых и промышленных зданий и сооруже- 5
НИИ.
Известна установка для изготовления многопустотных настилов, включающая форму, каретку с пустотообразователями и источником их вибрации, привод перемеще- ш
-ния каретки и пневмопригруз, подвешенный к опорной раме, нричем пустотообразователи жестко прикреплены с помошью трубчатых вставок к установленной на каретке траверсе, связанной с резонансной плитой, 15
,на которой смонтирован источник горизонтально-направленной вибрации 1.
Наиболее близким к изобретению является установка для формования железобетонных изделий, состоящая из виброплошадки, 20 каретки, установленной на колесные пары,
с пустотообразователями и направляющей гребенкой, рельсовых направляющих и механизмов для перемещения форм-вагонеток и каретки с пустотообразователями 2. 25
Недостатком таких установок является их нетехнологичность, т. е. невозможность их использования в поточно-агрегатных линиях.30
Цель изобретения - увеличение технологичности установки.
Указанная цель достигается тем, что колесные пары каретки выполнены различной щирины и установлены на соответствующие колеи направляющих, при этом каждая колея имеет наклонные участки, сдвинутые друг относительно друга на ширину базы колесных нар, для перевода каретки с яруса на ярус, причем направляющая гребенка закреплена на поворотных рычагах с возможностью ее перемещения в вертикальной плоскости для выхода из зацепления с иустотообразователями.
Кроме того, привод перемещения каретки расположен на раме, установленной над верхним ярусом направляющих с возможностью прохождения нод ней каретки. Привод перемещения рычагов гребенки выполнен в виде подвижных штанг, с закрепленным на каждой из них упором, установленных в направляющих рамы привода каретки и трособлочной системы, соединяющей эти штанги с поворотными рычагами гребенки.
Каретка в верхней части снабжена вильчатыми захватами, взаимодействующими с упорами штанг при их перемещении в направляющих рамы привода каретки, а пустотообразователи с кареткой соединены шарнирно.
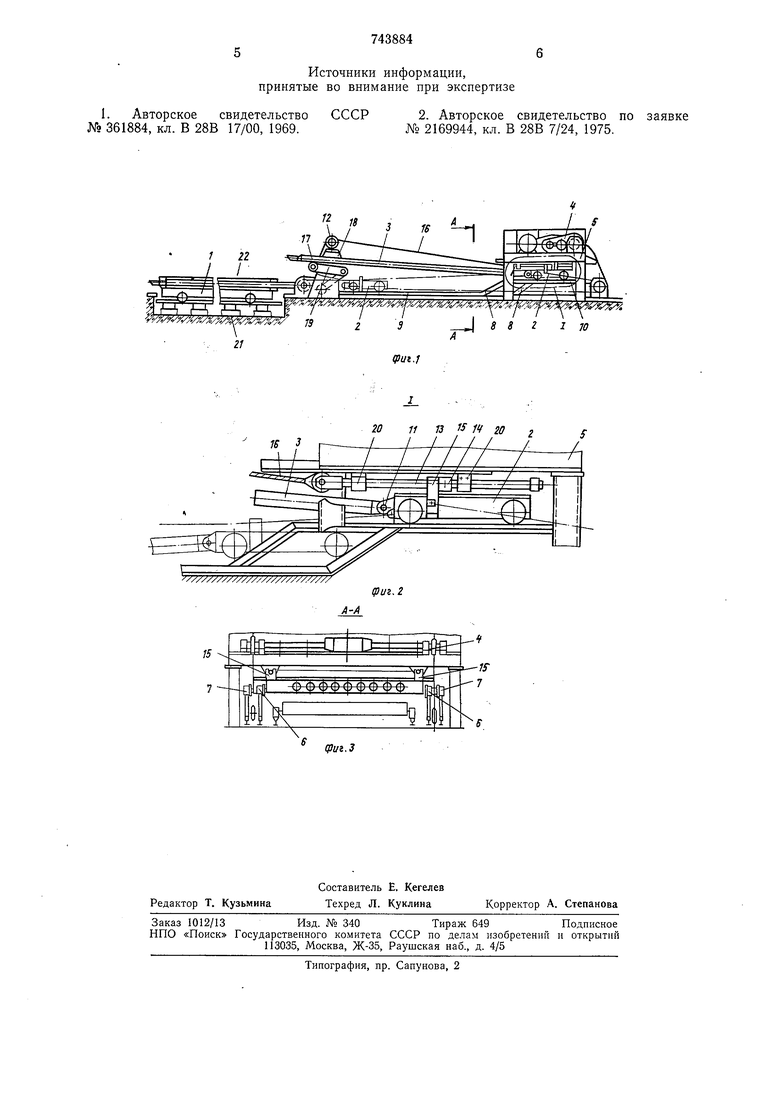
На фиг. 1 изображена установка, вид сбоку; на фиг. 2 - узел I на фиг. 1 (с двумя положениями каретки); на фиг. 3 - разрез А-А на фиг. 1.
Установка для формования железобетонных изделий включает форму-вагонетку 1, каретку 2 с пустотообразователями 3, нривод 4 неремещения каретки 2. Привод 4 неремещения каретки 2 установлен на раме 5 портального типа. Каретка 2 снабжена двумя колесными нарами 6 и 7. Передняя колесная пара 6 имеет узкую колею, задняя колесная пара 7 выполнена с широкой колеей. Рельсы для перемещения каретки 2 имеют спаренную колею и выполнены с наклонным 8, горизонтальным нижним 9 и горизонтальным верхним 10 участками. Рельсы наклонного участка 8 расноложены на разных уровнях, соответствующих базе катков 6 и 7 каретки 2, таким образом, чтобы передние 6 и задние 7 катки каретки 2 одновременно начинали подъем (снуск) с возможностью осуществления кареткой 2 с пустотообразователями 3 плоскопараллельного движения.
Рельсы верхнего горизонтального участка 10 расноложены на раме 5 портального типа с возможностью прохода под ней формы-вагонетки 1. Пустотообразователи 3 соединены с кареткой 2 посредством шарнира 11с возможностью подъема их в наклонное положение при помощи подъемного механизма 12.
Подъемный механизм 12 включает тяги 13 с укрепленными на них упорами 14, взаимодействующими с вилочными захватами 15 каретки 2, гибкие связи 16, воздействующие на нанравляющую гребенку 17.
Гребенка 17 прикреплена к стойке 18 посредством рычагов 19.
Опорами для тяг 13 служат направляющие втулки 20, укрепленные на раме 5.
Работает установка следующим образом.
Исходным положением при работе установки является такое, при котором каретка 2 находится на верхнем горизонтальном участке 10 с укрепленными на ней поднятыми пустотообразователями 3. Подготовленная форма-вагонетка 1 проходит под верхним горизонтальным участком 10. Ее устанавливают на формовочном посту 21 и фиксируют на нем.
После этого включают привод 4 перемещения каретки 2. Каретка 2 с пустотообразователями 3 начинает спуск с верхнего горизонтального участка 10 по рельсам наклонного участка 8. Пустотообразователи 3, поворачиваясь на шарнирах И, опускаются относительно каретки 2. К моменту схода каретки 2 с наклонного участка 8 Пустотообразователи 3 принимают рабочее положение вследствие того, что рычаги 19 направляющей гребенки 17 повернулись до
упоров стоек 18. Дальнейшее перемещение каретки происходит на нижнем горизонтальном участке 9, в конце которого пустотообразователи 3 полностью заходят в форму 1.
Далее производят формование изделия 22. Отформовав изделие 22, Пустотообразователи 3 извлекают из него. Перемещение каретки производят в обратном порядке.
Сначала неремещение осуществляют на нижнем горизонтальном участке 9, далее производят подъем по наклонному участку 8. В момент установки каретки в начале верхнего горизонтального участка 10 встунают
в работу вилочные захваты 15 каретки 2, воздействуя на упоры 14, укрепленные на тягах 13 подъемного механизма 12. Тяги 13 посредством гибких связей 16 воздействуют на гребенку 17, поднимающую пустотообразователи 3 в исходное положение.
Формула изобретения
1.Установка для формования железобетонных изделий, состоящая из виброплощадки, каретки, установленной на колесные пары, с пустотообразователями и направляющей гребенкой, форм-вагонеток, рельсовых направляющих и механизмов для перемещения форм-вагонеток и каретки с пустотообразователями, отличающаяся тем, что, с целью увеличения технологичности установки, колесные пары каретки выполнены различной ширины и установлены на соответствующие колеи направляющих,
при этом каждая колея имеет наклонные участки, сдвинутые друг относительно друга на ширину базы колесных пар, для перевода каретки с яруса на ярус, причем направляющая гребенка закреплена на поворотных рычагах с возможностью ее перемещения в вертикальной плоскости для выхода из зацепления с пустотообразователями.
2.Установка по п. 1, отличающаяся тем, что привод перемещения каретки расположен на раме, установленной над верхним ярусом направляющих с возможностью прохождения под ней каретки.
3.Установка по пп. 1и2, отличающаяся тем, что привод перемещения рычагов гребенки выполнен в виде подвижных щтанг с закрепленным на каждой из них упором, установленных в направляющих рамы привода каретки и трособлочной системы, соединяющей эти штанги с поворотными рычагами гребенки.
4.Установка по пп. 1-3, отличающаяся тем, что каретка в верхней части снабжена вильчатыми захватами, взаимодействующими с упорами штанг при их перемещении в направляюших рамы привода каретки.
5.Установка по п. 1, отличающаяся тем, что Пустотообразователи с кареткой
соединены шарнирно, 56
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 361884, кл. В 28В 17/00, 1969.
743884
2. Авторское свидетельство по заявке № 2169944, кл. В 28В 7/24, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления пустот в железобетонных изделиях | 1981 |
|
SU961963A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1984 |
|
SU1216003A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU475273A2 |
| Установка для изготовления железобетонных изделий | 1981 |
|
SU1020247A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Двухъярусный стан для изготовления железобетонных изделий | 1980 |
|
SU1000276A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
Yf 7/9y 7-/K/%/%/ P%/%/%/%/ %1 %/%/%/У Х: 75 )( 3J 882 in
