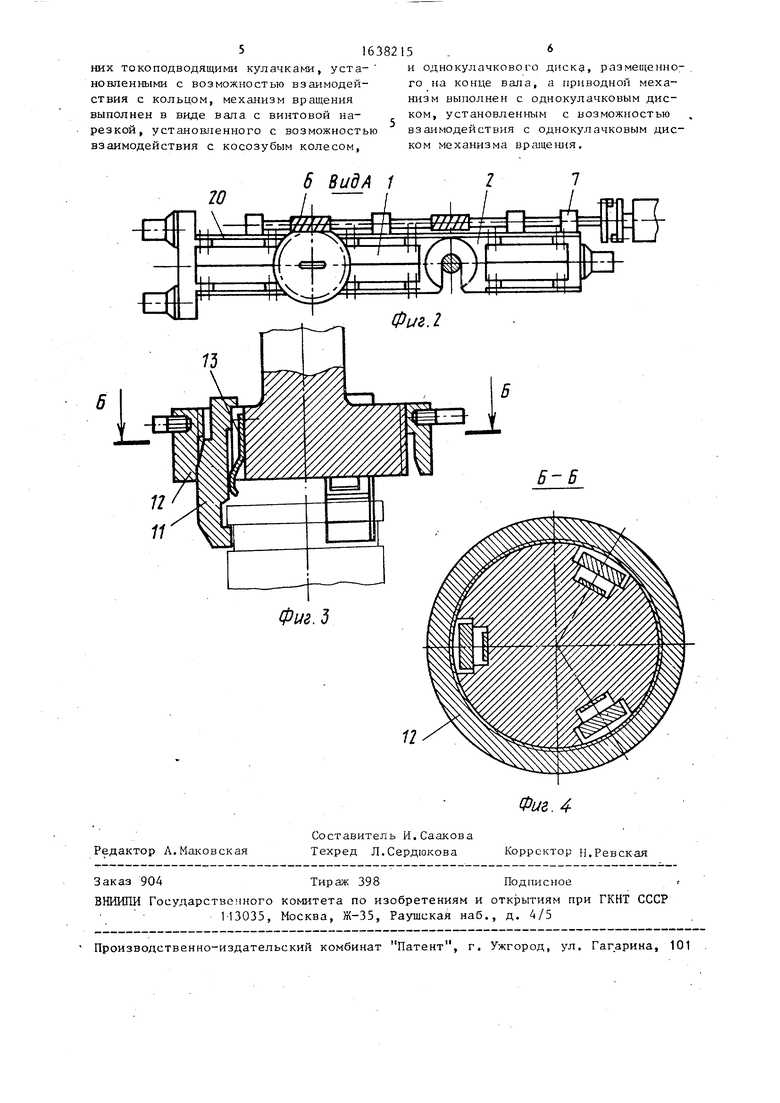
Фиг. 4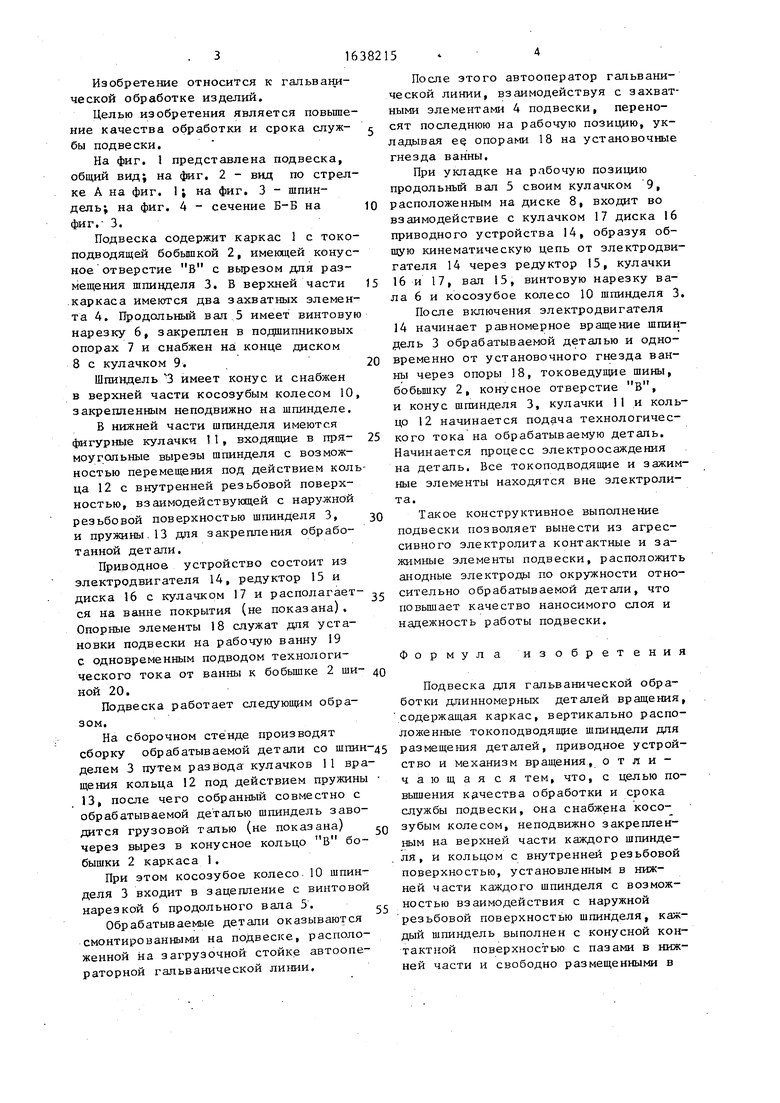
| название | год | авторы | номер документа |
|---|---|---|---|
| Подвеска для гальванической обработкидлиННОМЕРНыХ дЕТАлЕй ВРАщЕНия | 1979 |
|
SU836238A1 |
| Каркас вертолетного кресла | 2016 |
|
RU2623288C1 |
| Устройство для намотки электрических катушек | 1990 |
|
SU1791865A1 |
| ПОДВЕСКА ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2072001C1 |
| Способ прошивной запрессовочной установки трубчатого элемента детали и устройство для его осуществления | 1990 |
|
SU1838072A3 |
| Зажимное устройство | 1991 |
|
SU1830307A1 |
| Подвеска для электрохимической обработки деталей | 1990 |
|
SU1754802A2 |
| Универсальный модуль оси транспортного средства | 2018 |
|
RU2700910C1 |
| Подвеска для химической обработки деталей | 1976 |
|
SU602617A1 |
| СТВОРКА ГОНДОЛЫ ЛЕТАТЕЛЬНОГО АППАРАТА | 1981 |
|
SU1032684A1 |
Изобретение относится к нанесению гальванических покрытий. Цель изобретения - повышение качества обработки и срока службы подвески. Подвеска содержит каркас 1 с токоподво14 дящей бобышкой 2, шпиндель 3, два захватных элемента 4, продольный вал 5 ; с,винтовой нарезкой 6, а также снабжен на конце диском 8 с кулачком 9. Шпиндель 3 снабжен косозубым колесом 10. Обрабатываемая деталь заводится в шпиндель 3 через вырез в конусном отверстии бобышки 2 каркаса 1. При вращении обрабатываемой детали от установочного гнезда ванны через опоры 18, токоведущие шины, бобышку 2, конус шпинделя 3 и кольцо начинается подача технологического тока. При этом начинается процесс электроосаждения на деталь. Все токоподводящие и зажимные элементы подвески находятся вне электролита. Такая конструкция подвески позволяет повысить качество наносимого слоя и надежность работы подвески. 4 .ил. (Л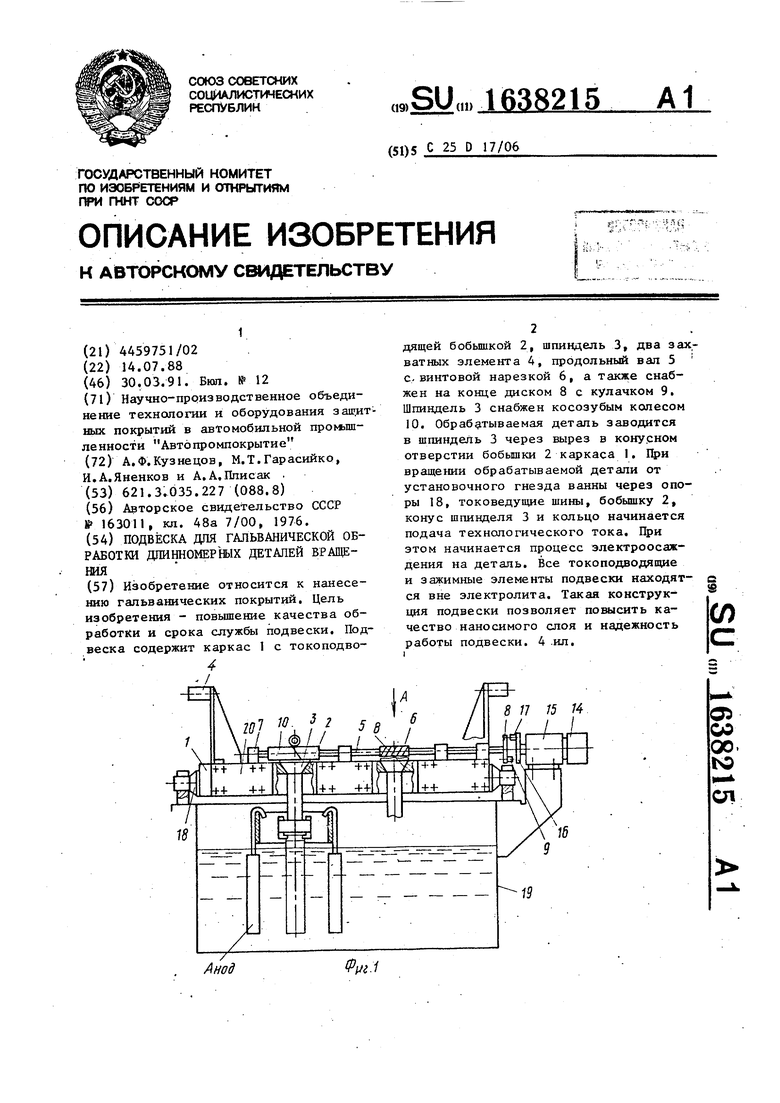
Редактор Л.Маковская
Составитель И.Саакова Техред Л.Сердюкова
Корректор Ц.Ревская
| 0 |
|
SU163011A1 | |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
