Изобретение относится к весоизмерительной технике, в частности к градуировке конвейерных весов.
Цель изобретения - повышение точности.
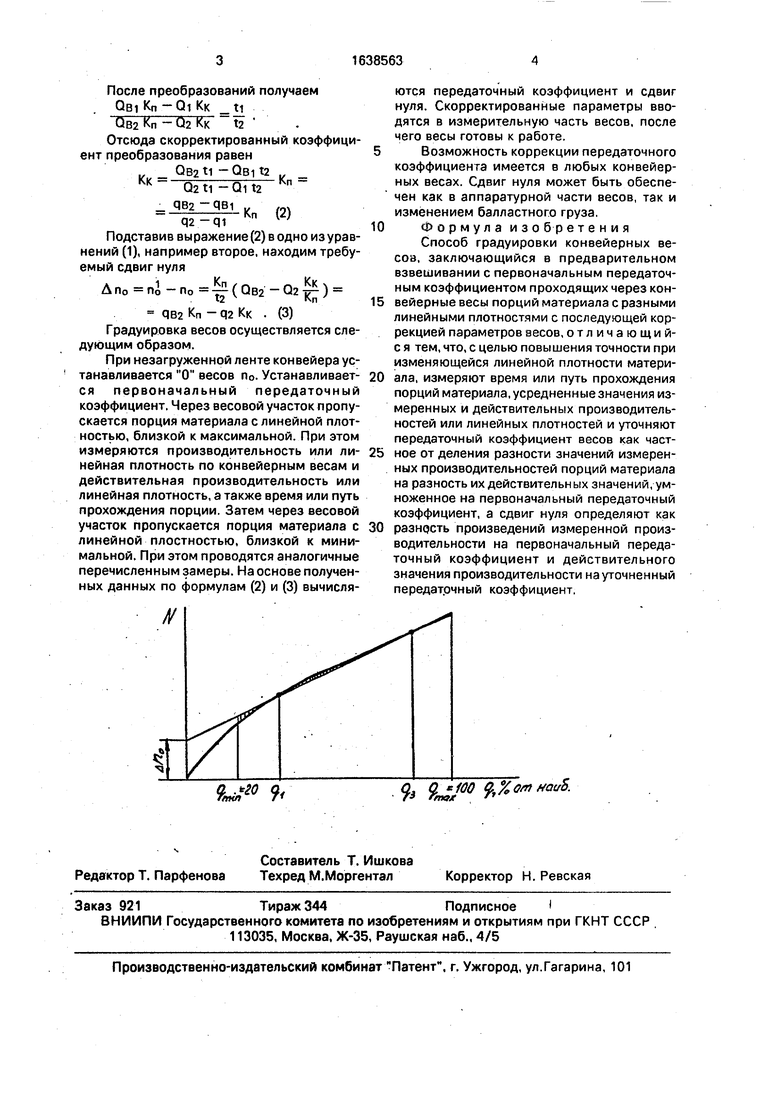
На чертеже изображена типовая характеристика конвейерных весов с лентопод- держивающими элементами в виде трехроликовой желобчатой роликоопоры и ее коррекция по предлагаемому способу.
Для описания сущности способа примем следующие обозначения: QI, 0.2 - действительные массы двух порций материала; QBI. Ов2 измеренные весами массы порций; Кп, Кк - соответственно первоначально
принятый и скорректированный передаточные коэффициенты; ti, ta - время (или путь)
прохождения порций; n0, n L - нуль весов соответственно предварительный и скорректированный, п о п0+ Дп0; Ап0-сдвигнуля. Поскольку сигнал от массы материала, поступающий на вход аппаратурной части весов, не зависит от ее настроенных параметров (передаточного коэффициента и сдвига нуля), можно установить зависимости, связывающие первоначальные и скорректированные параметры
О
СА) 00 СЛ О GJ
f
QBiKn + n0ti QiKK + no ti
(i)
ОВаКп + П012 Q2KK + П о t 2.
После преобразований получаем QBI Kn-Qi Кк ti
QB2 Кп - Q2 Кк 12
Отсюда скорректированный коэффициент преобразования равен
„ QB2ti -QBit2 „ к Q2 ti - Qi t2 Kn
Кп (2)
два -дв1 q2 -qi
Подставив выражение (2) в одно из уравнений (1), например второе, находим требуемый сдвиг нуля
-- )
Кп
А По По - По ™ ( QB2
- QB2 Кп - Q2 КК . (3)
Градуировка весов осуществляется следующим образом.
При незагруженной ленте конвейера устанавливается О весов по. Устанавливается первоначальный передаточный коэффициент. Через весовой участок пропускается порция материала с линейной плотностью, близкой к максимальной. При этом измеряются производительность или линейная плотность по конвейерным весам и действительная производительность или линейная плотность, а также время или путь прохождения порции. Затем через весовой участок пропускается порция материала с линейной плостностью, близкой к минимальной. При этом проводятся аналогичные перечисленным замеры. На основе полученных данных по формулам (2) и (3) вычисляются передаточный коэффициент и сдвиг нуля. Скорректированные параметры вводятся в измерительную часть весов, после чего весы готовы к работе. Возможность коррекции передаточного
коэффициента имеется в любых конвейерных весах. Сдвиг нуля может быть обеспечен как в аппаратурной части весов, так и изменением балластного груза,
Ф о р мул а и зо б рете н и я
Способ градуировки конвейерных весов, заключающийся в предварительном взвешивании с первоначальным передаточным коэффициентом проходящих через конвейерные весы порций материала с разными линейными плотностями с последующей коррекцией параметров весов, отличающий- с я тем, что, с целью повышения точности при изменяющейся линейной плотности материала, измеряют время или путь прохождения порций материала, усредненные значения измеренных и действительных производитель- ностей или линейных плотностей и уточняют передаточный коэффициент весов как частное от деления разности значений измеренных производительностей порций материала на разность их действительных значений, умноженное на первоначальный передаточный коэффициент, а сдвиг нуля определяют как
разндсть произведений измеренной производительности на первоначальный передаточный коэффициент и действительного значения производительности на уточненный передатрчный коэффициент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ градуировки и поверки конвейерных весов | 1989 |
|
SU1758443A1 |
| СПОСОБ ГРАДУИРОВКИ И ПОВЕРКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2005 |
|
RU2289798C1 |
| Способ динамической градуировки конвейерных весов | 1984 |
|
SU1190202A1 |
| УСТРОЙСТВО ГРАДУИРОВКИ ПАР ОБЪЁМНЫХ РАСХОДОМЕРОВ В ТЕПЛОСЧЕТЧИКАХ ДЛЯ ЗАКРЫТЫХ И ОТКРЫТЫХ СИСТЕМ ТЕПЛОСНАБЖЕНИЯ И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2750059C1 |
| Конвейерные весы | 1989 |
|
SU1643945A2 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ КАЛИБРОВКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2004 |
|
RU2361182C2 |
| Устройство калибровки конвейерных весов | 2023 |
|
RU2814786C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ ВРЕМЕННЫХ СИГНАЛОВ И ИХ ПАРАМЕТРОВ | 2006 |
|
RU2325028C1 |
| ИЗМЕРЕНИЕ ВЛАЖНОГО ГАЗА | 2007 |
|
RU2453816C2 |
| Способ градуировки и поверки конвейерных весов | 1990 |
|
SU1824523A2 |
Изобретение относится к весоизмерительной технике, в частности к градуировке конвейерных весов. Цель изобретения - повышение точности. При незагруженной ленте конвейера устанавливается О весов и первоначальный передаточный коэффициент. Через весовой участок пропускается порция материала с линейной плотностью, близкой к максимальной и минимальной. При этом определяются измеренные и действительные производительности или линейные плотности порций, а также время или путь прохождения порции. Затем уточняют передаточный коэффициент весов как частное от деления разности значений измеренных производительностей на разность их действительных значений, умкоженное на первоначальный передаточный коэффициент, а сдвиг нуля определяют как разность произведений измеренной производительности на первоначальный передаточный коэффициент и действительного значения производительности на уточненный передаточный коэффициент 1 ил. (Л
#
О. .W q
Тпкл 71
Q. G 100 &%о/п наиВ. 7 fnmt
| Способ динамической градуировки и поверки конвейерных весов и устройство для его осуществления | 1979 |
|
SU945669A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Конвейерные весы | 1984 |
|
SU1165898A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
