2.Способ ПОП.1, отличающийся тем, что на ленту конве йерных весов наносят смазку перед наложением на нее дополнительной гибкой ленты.
3.Способ поп.1,отличающ и и с я тем, что одновременно со
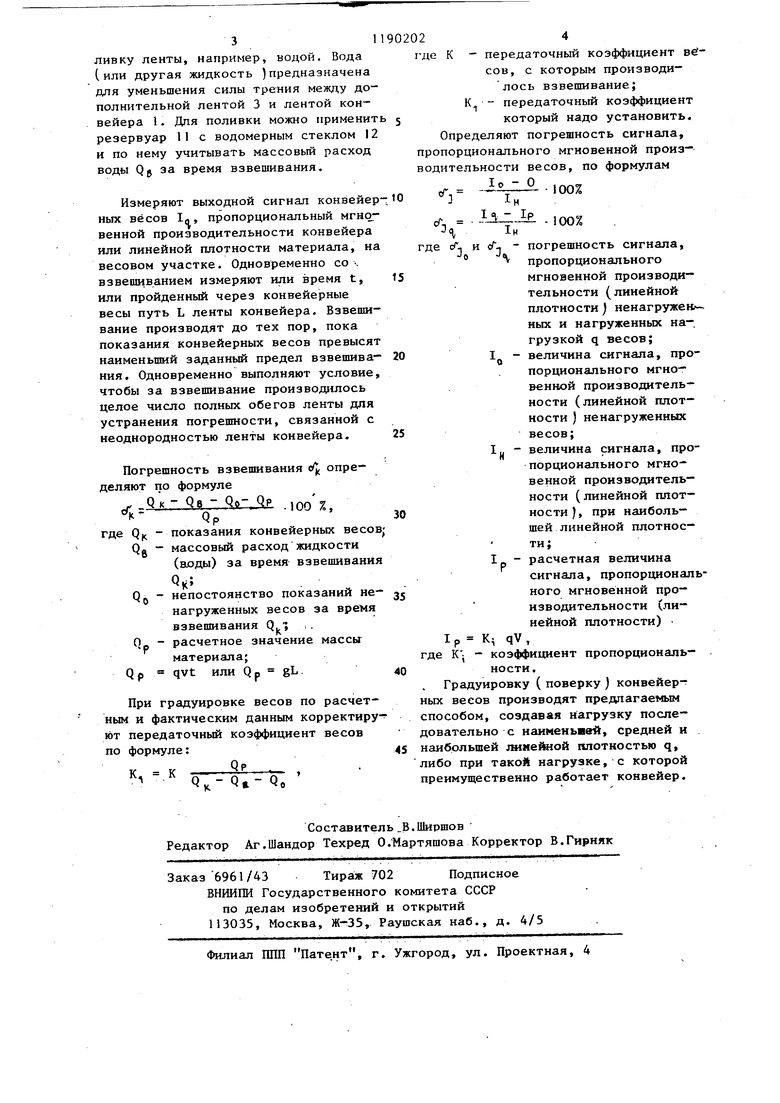
взвешиванием имитирующей нагрузки производят поливку ленты конвейерных весов жидкостью, измеряют ее массовый расход, на величину которого уменьшают показания весов за время взвешивания имитирующей нагрузки.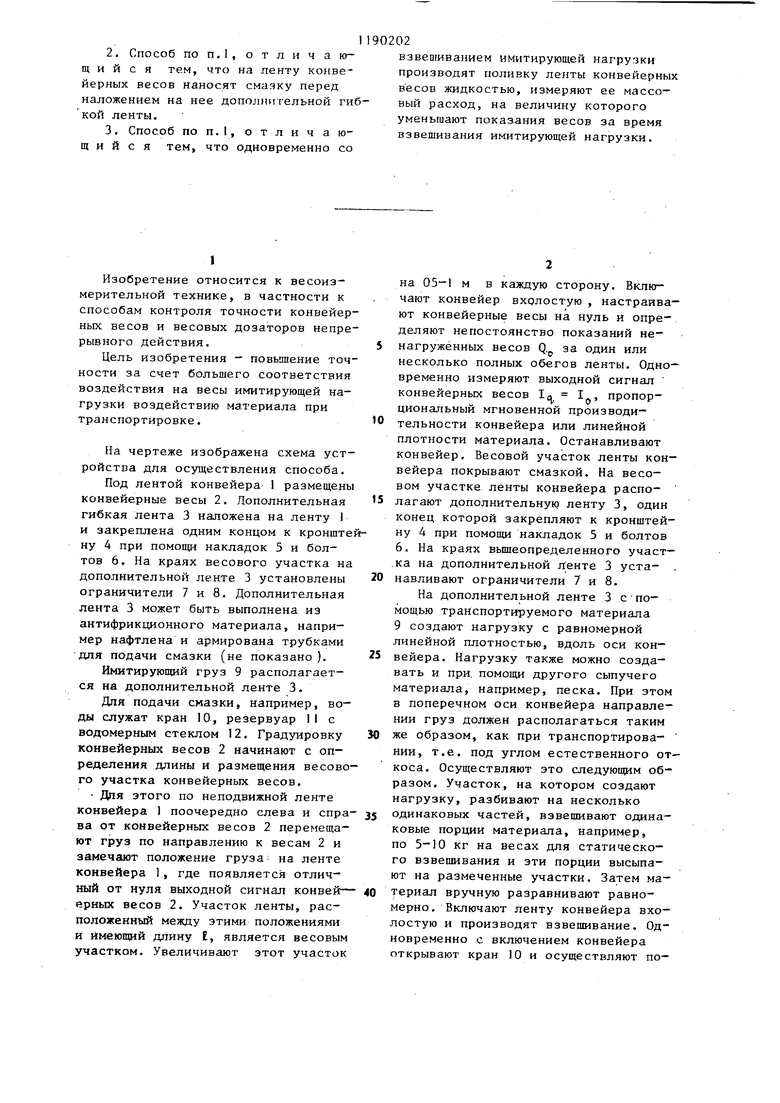
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОЙ КАЛИБРОВКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2004 |
|
RU2361182C2 |
| СПОСОБ ГРАДУИРОВКИ И ПОВЕРКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2005 |
|
RU2289798C1 |
| УСТРОЙСТВО ДЛЯ ГРАДУИРОВКИ И ПОВЕРКИ КОНВЕЙЕРНЫХ ВЕСОВ | 2004 |
|
RU2284483C2 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2001 |
|
RU2193759C1 |
| Способ градуировки и поверки конвейерных весов | 1990 |
|
SU1824523A2 |
| Устройство калибровки конвейерных весов | 2023 |
|
RU2814786C1 |
| СИСТЕМА, ОБЕСПЕЧИВАЮЩАЯ ПРОВЕДЕНИЕ ИСПЫТАНИЙ И ПОВЕРКУ УСТРОЙСТВА ИЗМЕРЕНИЯ ВЕСА, СПОСОБ ПРОВЕДЕНИЯ ИСПЫТАНИЯ И ПОВЕРКИ УСТРОЙСТВА ДЛЯ ИЗМЕРЕНИЯ ВЕСА | 2020 |
|
RU2763123C1 |
| Способ градуировки и поверки конвейерных весов | 1989 |
|
SU1758443A1 |
| Конвейерные весы конвейеров прямого и реверсивного хода | 2016 |
|
RU2625042C1 |
| КОНВЕЙЕРНЫЕ ВЕСЫ | 2002 |
|
RU2232979C2 |
1. СПОСОБ даНАМИЧЕСКОЙ ГРАДУИРОВКИ КОНВЕЙЕРНЫХ ВЕСдВ, заключающийся в определении Д11ины и располо жеиия весового участка, равномерном нагружении участка имитирующей нагрузкой на длине, перекрьгоающей весо . вой участок на заданную величину, . измерении величины иагрузки конвейерными весами, сравнении ее с действительным значением прошедшего через весы груза и определении погрешности измерения, по которой корректируют передаточный коэффициент весов, отличающийся тем, что, с целью повышения точности за счет большего соответствия воздействия на весы имитирующей нагрузки воздействию материала при транспортировке, имитирующую равномерную нагрузку располагают на дополнительной гиб кой ленте, которую предварительно S накладывают на ленту конвейерных весов и неподвижно закрепляют одним концом, и производят уменьшение трения между дополнительной гибкой лентой и лентой конвейерных весов.
Изобретение относится к весоизмерительной технике, в частности к способам контроля точности конвейер ных весов и весовых дозаторов непре рывного действия. Цель изобретения - повьппение точ ности за счет большего соответствия воздействия на весы имитирующей нагрузки воздействию материала при транспортировке, На чертеже изображена схема устройства для осуществления способа. Под лентой конвейера 1 размещены конвейерные весы 2. Дополнительная гибкая лента 3 наложена на ленту 1 и закреплена одним концом к кронште ну 4 при помощи накладок 5 и болтов 6. На краях весового участка на дополнительной ленте 3 установлены ограничители 7 и 8. Дополнительная лента 3 может быть выполнена из антифрикционного материала, например нафтлена и армирована трубками ДЛЯ подачи смазки (не показано). Имитирующий груз 9 располагается на дополнительной ленте 3. Для подачи смазки, например, воды служат кран 10, резервуар II с водомерным стеклом 12. Градуировку конвейерных весов 2 начинают с определения длины и размещения весово го участка конвейерных весов. Для этого по неподвижной ленте конвейера 1 поочередно слева и спра ва от конвейерных весов 2 перемещают груз по направлению к весам 2 и замечают положение груза; на ленте конвейера 1, где появляется отличный от нуля выходной сигнал конвейерных весов 2. Участок ленты, расположенный между этими положениями и имеющий длину t, является весовым участком. Увеличивают этот участок на 05-1 м в каждую сторону. Включают конвейер вхолостую , настраивают конвейерные весы на нуль и определяют непостоянство показаний не- нагружённых весов Q. за один или несколько полных обегов ленты. Одновременно измеряют выходной сигнал конвейерных весов IQ I , пропорциональный мгновенной производительности конвейера или линейной плотности материала. Останавливают конвейер. Весовой участок ленты конвейера покрывают смазкой. На весовом участке ленты конвейера располагают дополнительную ленту 3, один конец которой закрепляют к кронштейну 4 при помощи накладок 5 и болтов 6. На краях вьщ1еопределенного участ- ка на дополнительной ленте 3 устанавливают ограничители 7 и 8. На дополнительной ленте 3 спомощью транспортируемого материала 9 создают нагрузку с равномерной линейной плотностью, вдоль оси конвейера. Нагрузку также можно создавать и при. помощи другого сыпучего материала, например, песка. При этом в поперечном оси конвейера направлении груз должен располагаться таким же образом, как при транспортировании, т.е. под углом естественного откоса. Осуществляют это следующим образом. Участок, на котором создают нагрузку, разбивают на несколько одинаковых частей, взвещивают одинаковые порции материала, например, по 5-10 кг на весах для статического взвешивания и эти порции высыпают на размеченные участки. Затем материал вручную разравнивают равномерно . Включают ленту конвейера вхолостую и производят взвешивание. Одновременно с включением конвейера открывают кран 10 и осуществляют по-
| Способ динамической градуировки и поверки конвейерных весов и устройство для его осуществления | 1979 |
|
SU945669A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
