Изобретение относится к технологии лазеров большой мощности и может быть использовано при изготовлении оптических элементов повышенной прочности для СО2 и других лазеров, а также других приборов ИК-диапазона.
Целью изобретения является повышение качества оптического элемента за счет увеличения его несущей способности, а также одновременно увеличения выхода годных деталей путем уменьшения растрескивания.
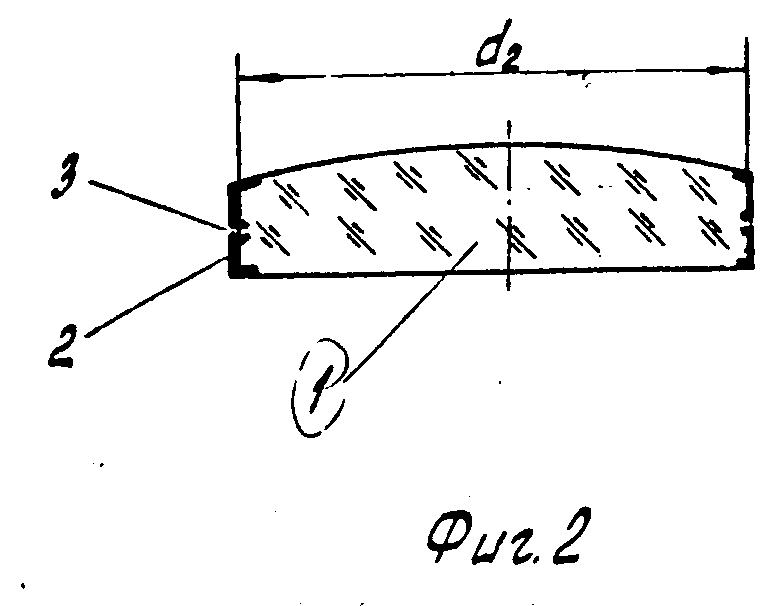
На фиг. 1 представлено сечение заготовки с установленными по торцам кольцами перед прессованием; на фиг. 2 изображена линза с кольцами после прессования.
По торцам заготовки 1 были установлены соответствующего профиля дюралевые кольца 2 с соосно выполненными кольцевыми выступами 3. При изготовлении оптических элементов из щелочно-галоидных кристаллов (ЩГК) путем пластического прессования исходной заготовки, включающего ее одновременное запрессование по периметру в оправу, заложенную вместе с заготовкой между пуансоном и матрицей, прессование ведут при удельных давлениях 1,2-3,5 кг/мм2, момент его окончания определяют по достижению заданной высоты оптического элемента, а в качестве оправы устанавливают по торцам заготовки два профильных кольца, каждое из которых имеет цилиндрическую часть и часть, контактирующую с рабочей поверхностью элемента, причем высота цилиндрической части кольца не превышает 0,2-0,5 конечной высоты боковой образующей оптического элемента, на внутренней поверхности цилиндрической части кольца выполнен кольцевой выступ, внутренний диаметр которого совпадает с исходным диаметром заготовки, а наружный диаметр определяют из выражения d2 d , где d2 диаметр внутренней поверхности цилиндрической части кольца; d1 диаметр заготовки, равный внутреннему диаметру выступа; h1 начальная высота заготовки; h2 конечная высота заготовки.
, где d2 диаметр внутренней поверхности цилиндрической части кольца; d1 диаметр заготовки, равный внутреннему диаметру выступа; h1 начальная высота заготовки; h2 конечная высота заготовки.
Заготовку высотой 16 мм прессовали на прессе II-500 при температуре 260оС со скоростью 0,10 мм/мин, а при комнатной температуре со скоростью 0,010 мм/мин до конечной высоты 15,5 мм. При использовании формованных линз в универсальном сопле, применяемом при лазерной обработке металлов, избыточное давление технологического газа удалось поднять до 10 атм в отличие от прототипа (5-6 атм), что привело к увеличению несущей способности линзы в 1,5 раза. Диаметр фокусного пятна полученного элемента составил 0,6 мм, а частота рабочих поверхностей соответствовала чистоте поверхностей пуансона и матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления оптических элементов из щелочно-галоидных материалов | 1990 |
|
SU1760486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ МОЩНЫХ CO -ЛАЗЕРОВ | 1988 |
|
SU1544044A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1998 |
|
RU2143971C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ИЗ ЩЕЛОЧНОГАЛОИДНЫХ КРИСТАЛЛОВ | 1988 |
|
SU1651602A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ САМОРАСПРОСТРАНЯЮЩЕГОСЯ ВЫСОКОТЕМПЕРАТУРНОГО СИНТЕЗА | 1991 |
|
RU2009023C1 |
| СПОСОБ ПРОКАТКИ И ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457051C1 |
| Способ изготовления колец | 1990 |
|
SU1766564A1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2602936C2 |
Изобретение относится к технологии лазеров большой мощности и может быть использовано при изготовлении оптических элементов повышенной прочности для CO2 и других лазеров, а также других приборов ИК - диапазона. Целью изобретения является повышение качества оптического элемента за счет увеличения его несущей способности, а также одновременно увеличения выхода годных деталей путем уменьшения растрескивания. По торцам заготовки 1 установлены дуралевые кольца 2 соответствующего профиля с соосно выполненными кольцевыми выступами 3. 2 ил.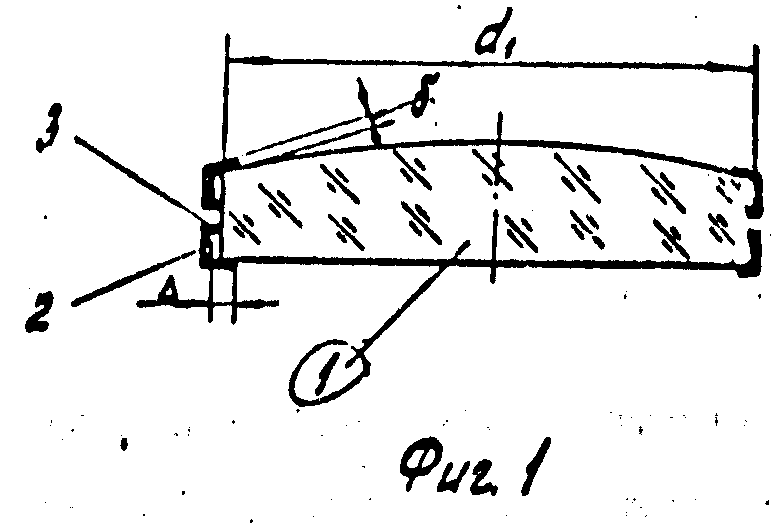
СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ CO2 -ЛАЗЕРОВ, включающий запрессование заготовки из щелочно-галоидных кристаллов по перимету в оправу, заложенную вместе с заготовкой между матрицей и пуансоном, отличающийся тем, что, с целью повышения качества оптического элемента за счет увеличения его несущей способности, а также одновременно увеличения выхода годных изделий путем уменьшения растрескивания, запрессование производят при удельных давлениях 1,2 3,5 кг/мм2, момент его окончания определяют по достижению заданной высоты оптического элемента, а в качестве оправы используют установленные по торцам заготовки два профильных кольца, каждое из которых имеет цилиндрическую часть и часть, контактирующую с рабочей поверхностью элемента, причем высота цилиндрической части кольца составляет 0,2 0,5 конечной высоты боковой образующей оптического элемента, на внутренней поверхности цилиндрической части кольца выполнен кольцевой выступ, внутренний диаметр которого равен исходному диаметру заготовки, а наружный определяют из выражения
где d2 диаметр внутренней поверхности цилиндрической части кольца;
d1 диаметр заготовки, равный внутреннему диаметру выступа;
h1 начальная высота заготовки;
h2 конечная высота заготовки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ МОЩНЫХ CO -ЛАЗЕРОВ | 1988 |
|
SU1544044A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
