Изобретение относится к машиностроению, в частности к устройствам для автоматизации процесса обработки металлов давлением.
Цель изобретения - увеличение выхода годных прессуемых изделий, снижение энергозатрат и повышение производительности работы пресса за счет рационального выбора режима прессования.
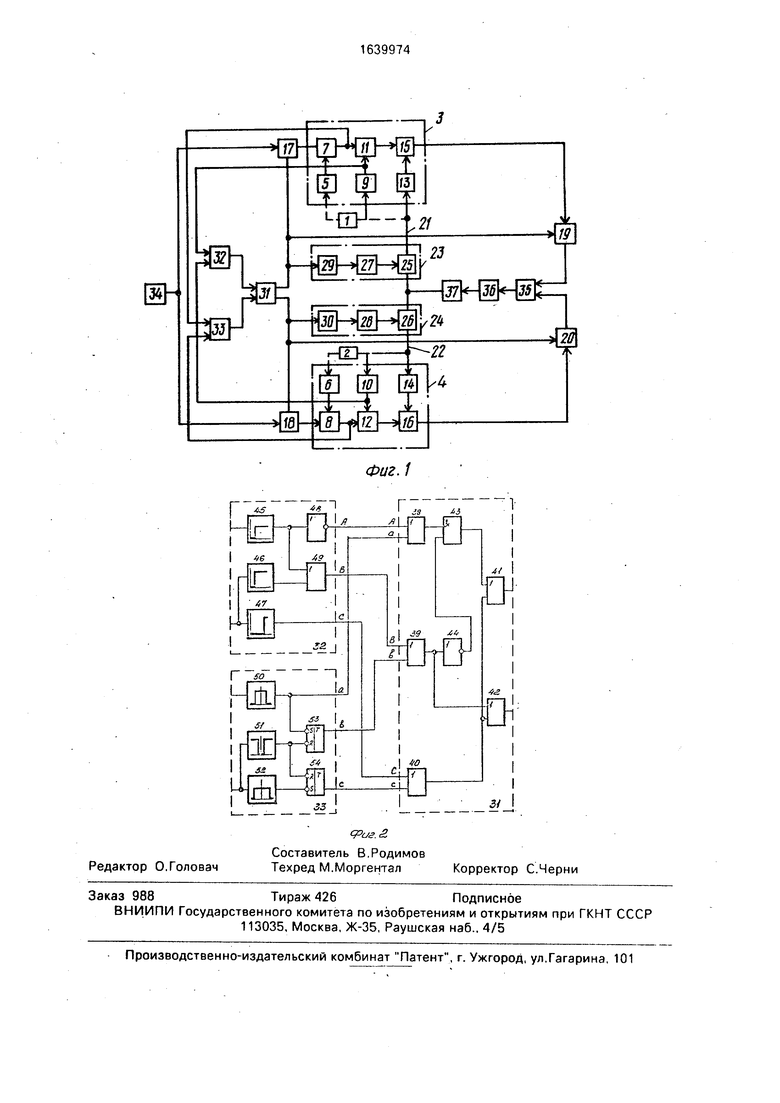
На фиг. 1 представлена блок-схема устройства; на фиг. 2 - развернутые схемы селектора усилия прессования, селектора рассогласования скорости и блока выбора режима.
Две группы 1 и 2 рабочих цилиндров соответственно первой и второй ступеней
нагружения управляются от устройства управления гидравлическим прессом, содержащим два регулятора 3 и 4 скорости прессования, по одному для каждой группы 1 и 2 рабочих цилиндров. Каждый регулятор 3. 4 скорости прессования содержит датчик 5, 6 скорости плунжера, к выходу которого подключен второй вход блока 7, 8 рассогласования скорости, датчик 9, 10 давления рабочей жидкости, к выходу которого подсоединен второй вход блока 11, 12 коррекции, датчик 13, 14 положения дросселя, к выходу которого подключен второй вход блока 15, 16 управления. Выход блока 7, 8 рассогласования скорости подсоединения к первому входу блока 11, 12 коррекции, вы10
со
ЧЭ
ю
Јь
ход которого подключен к первому входу блока 15,16 управления. Первый вход блока 7, 8 рассогласования скорости, являющийся входом регулятора 3, 4 скорости прессования, подключен к выходу ключа 17, 18, а выход блока 15,16 управления, являющийся выходом регулятора 3,4 скорости прессования, подключен к входу ключа 19, 20.
Переключение магистрали 21, 22 группы 1.2 рабочих цилиндров осуществляется каналом 23, 24 переключения, состоящим из клапана 25, 26, управляемого приводным электромагнитом 27,28 с регулятором 29,30 переключения клапана, вход которого, как и управляющий вход ключей 17-20, подклю- чен к соответствующему выходу блока 31 выбора режима.
Выходы А, В, С селектора 32 усилия прессования (фиг. 2) и выходы а, в, с селектора 33 рассогласования скорости подклю- чены к соответствующим входам блока 31 выбора режима. Выходы датчиков 9 и 10 давления рабочей жидкости подключены соответственно к первому и второму входам селектора 32 усилия прессования, а выходы блоков 7 и 8 рассогласования скорости подсоединены соответственно к первому и второму входам селектора 33 рассогласования скорости. Выход задатчика 34 скорости прессования подключен к входам ключей 17 и 18. Выходы ключей 19 и 20 подключены соответственно к первому и второму входам тиристорного преобразователя 35, выход которого присоединен к электродвигателю 36 дросселя 37 потока рабочей жидкости, соединенного с клапанами 25 и 26.
Блок 31 выбора режима содержит пять элементов ИЛИ 38-42, элемент И 43 и эле- мент НЕ 44, причем входы элемента ИЛИ 38 являются входами А и а, входы элемента ИЛИ 39-входами В и в, входы элемента ИЛИ 40 являются входами Сие блока 31 выбора режима, выход элемента ИЛИ 38 подключен к первому входу элемента И 43, выход элемента ИЛИ 39 подключен к входу элемента НЕ 44 и первому входу элемента ИЛИ 42, выход элемента И 43 подключен к первому входу элемента ИЛ И 41, выход элемента НЕ 44 подключен к второму входу элемента ИЛИ 43, выход элемента ИЛ И 40 подключен к вторым входам элементов ИЛИ 41 и 42, выходы которых являются соответственно первым и вторым выходами блока 31 выбора режима.
Селектор 32 усилия прессования содер- жит три компаратора 45-47, элемент НЕ 48 и элемент ИЛИ 49, причем вход компаратора 45 является первым входом, входы компараторов 46 и 47, соединенные между собой, являются вторым входом селектора
32 усилия прессования, выход компаратора 45 подключен к входу элемента НЕ 48 и первому входу элемента ИЛИ 49, выход компаратора 46 подключен к второму входу элемента ИЛИ 49, выход элемента НЕ 48 является выходом А, выход элемента ИЛИ 49 - выходом В, выход компаратора 47 - выходом С селектора 32 усилия прессования.
Селектор 33 рассогласования скорости содержит три компаратора 50-52 и два триггера 53 и 54, причем вход компаратора 50 является первым входом, входы компараторов 5 i и 52, соединенные между собой,являются вторым входом селектора 33 рассогласования скорости, выход компаратора 50 подключен к входу S триггера 53 и является выходом а селектора 33 рассогласования скорости, выход компаратора 51 подключен к входам R триггеров 53 и 54, выход компа ратора 52 подключен к выходу S триггера 54, выходы триггеров 53 и 54 являются соответственно выходами вис селектора рассогласования скорости.
Блок 31 выбора режима принимает сигналы задания на выбор одного из трех режимов прессования, отрабатывая их в соответствии с алгоритмом работы блока и выдает сигналы включения групп 1 и 2 рабочих цилиндров, обеспечивающих заданный режим прессования. Алгоритм работы блока 31 выбора режима следующий: при наличии сигналов задания на выходах А или а и их отсутствии на входах В, в, С и с вырабатывается сигнал включения на первом выходе блока, при наличии сигналов задания на входах В или в и их отсутствии на входах С и с вне зависимости от наличия сигналов задания на входах А и а вырабатывается сигнал включения на втором выходе блока, при наличии сигналов задания на входах С и с вне зависимости от наличия сигналов задания на входах А, а. В и в вырабатываются сигналы включения на первом и втором выходах блока.
Селектор 32 усилия прессования принимает сигналы с выходов датчиков 9 и 10 давления рабочей жидкости , обрабатывая их в соответствии с алгоритмом работы селектора и выдает логические сигналы задания на выбор одного из трех режимов прессования. Алгоритм работы селектора32 усилия прессования следующий: при наличии сигналов на входах селектора, соответствующих по величине усилиям прессования меньше максимально допустимого в режиме I прессования, вырабатывается сигнал на выходе А селектора и обеспечивается отсутствие сигналов на выходах В и С селектора, при наличии сигналов на входах селектора, соответствующих по величине усилиям прессования больше максимально допустимого в режиме I прессования, вырабатывается сигнал на выходе В селектора и обеспечивается отсутствие сигналов на выходах А и С селектора, при наличии на втором входе селектора, соответствующем по величине усилию прессования больше максимально допустимого в режиме II пресссования, вырабатывается сигнал на выходе С селектора.
Селектор 33 рассогласования скорости принимает сигналы с выходов блоков 7 и 8 рассогласования скорости, обрабатывает их в соответствии с алгоритмом работы селектора и выдает логические сигналы задания на выбор одного из трех режимов прессования. Алгоритм работы селектора 33 рассогласования скорости следующий: при наличии сигнала на первом входе селектора, соответствующем по величине рассогласованию скорости меньше максимально допустимого в режиме I прессования, и отсутствии сигнала на втором входе селектора вырабатывается сигнал на выходе а селектора и обеспечивается отсутствие на выходах вис селектора при достижении сигналом на первом входе селектора величины, соответствующей максимально допустимому в режиме I прессования рассогласованию скорости, вырабатывается сигнал на выходе в селектора, который не исчезает при последующем уменьшении величины сигнала на первом входе селектора; при достижении сигналом на втором входе селектора величины, соответствующей максимально допустимому в режиме II прессования рассогласованию скорости, вырабатывается сигнал на выходе с селектора, который не исчезает при последующем уменьшении величины сигнала на втором входе селектора; при исчезновении сигнала на втором входе селектора (т е. отсутствию рассогласования скорости) обеспечивается отсутствие сигналов на выходах вис селектора.
Устройство управления гидравлическим прессом работает следующим образом.
В начале процесса прессования осуществляется выбор режима I прессования группой 1 рабочих цилиндров первой (меньшей) ступени нагружения. Для этого по сигналу с первого выхода блока 31 выбора режима открываются ключи 17 и 19 и канал 23 переключения (через регулятор 29 переключения клапана включается приводной электромагнит 27, который открывает клапан 25), а по сигналу с второго выхода блока 31 выбора режима закрываются ключи 18,
20 и канал 24 переключения (через регулятор 30 переключения клапана выключается приводной электромагнит 28, который закрывает клапан 26). По сигналу задатчика 34
скорости прессования регулятором 3 скорости прессования, воздействует через тири- сторный преобразователь 35 на электродвигатель 36 дросселя 37 потока рабочей жидкости, осуществляется наполне0 ние рабочей жидкостью магистрали 21 и обеспечивается перемещение с заданной скоростью плунжеров группы 1 рабочих цилиндров первой ступени нагружения, Процесс регулирования скорости плунжеров
5 группы 1 рабочих цилиндров первой ступени нагружения в соответствии с заданным значением осуществляется как на холостом ходу до момента начала обжатия заготовки, так и при усилиях, меньших, чем максималь0 но допустимые в режиме I. При достижении усилий, максимально допустимых в режиме I, что определяется установкой селектора 32 усилия прессования, или при недопустимом рассогласовании скорости плунжеров груп5 пы 1 рабочих цилиндров первой ступени нагружения по отношению к заданной, что определяется установкой селектора 33 рассогласования скорости, блоком 31 выбора режима осуществляется выбор режима II 0 прессования группой 2 рабочих цилиндров второй (большей) ступени нагружения.
При этом закрываются ключи 17 и 19 и клапан 25, а открываются ключи 18, 20 и клапан 26. в результате чего производится
5 наполнение рабочей жидкостью магистрали 22. Рациональная динамика переключения клапанов 25 и 26 осуществляется регуляторами 29 и 30 переключения клапанов, представляющими собой операционные
0 усилители с мощным выходом, параметры входных цепей и цепей обратных связей которых зависят от параметров объекта регулирования (приводного электромагнита 27, 28, клапана 25, 26, магистрали 21, 22).
5 Процесс регулирования скорости плунжеров группы 2 рабочих цилиндров второй ступени нагружения осуществляется регулятором 4 скорости прессования при усилиях прессования больших,чем макси0 мально допустимые в режиме I и меньших, чем максимально допустимые в режиме II, что определяется уставками селектора 32 усилия прессования, и при допустимых ра- согласованиях скорости плунжеров групп 2
5 рабочих цилиндров второй ступени нагружения по отношению к заданной, что опре- 1 деляется уставкой селектора 33 рассогласования скорости. Если усилие прессования или рассогласование скорости оказывается больше максимально
допустимых в режиме II, блоком 31 выбора режима осуществляется выбор режима III - прессование двумя группами 1 и 2 рабочих цилиндров одновременно. При этом открываются ключи 17-20, клапаны 25 и 26 и осуществляется наполнение магистралей 21 и 22.
В режиме III в процессе прессования могут быть развиты усилия, максимально возможные на данном прессе.
Если усилие прессования меньше, чем максимально допустимое в режиме II, блоком 31 выбора режима вновь осуществляется выбор режима II. Если при работе в режиме II усилие прессования меньше максимально допустимого в режиме I, блоком 31 выбора режима вновь осуществляется выбор режима I.
Таким образом, процесс прессования в каждый момент времени осуществляется в рациональном режиме, т.Ъ. включена та группа рабочих цилиндров, которая при минимальных энергозатратах обеспечивает поддержание заданной скорости и создание необходимых усилий прессования.
Осуществление процесса прессования в рациональном режиме и автоматическое переключение с одного режима на другой без остановок в процессе прессования обеспечивает улучшение качества, и, как следствие, увеличение выхода годных прессуемых изделий при минимальном времени процесса прессования, в результате чего увеличивается производительность гидравлического пресса.
Формула изобретения Устройство управления гидравлическим прессом, содержащее задатчик скорости прессования, последовательно соединенные тиристорный преобразователь и исполнительный электродвигатель, кинематически связанный с дросселем потока рабочей жидкости, а также регулятор скорости прессования группы-рабочих цилиндров первой ступени нагружения, отличающееся тем, что, с целью увеличения выхода годных прессуемых изделий и повышения производительности работы пресса за счет рационального выбора режима прессования, оно дополнительно снабжено регулятором скорости прессования
группы рабочих цилиндров второй ступени нагружения, блоком выбора режима, селектором усилия прессования,селектором рассогласования скорости, четырьмя ключами и двумя каналами переключения, причем
каждый из двух входов селектора усилия прессования подключен соответственно к выходам датчиков давления рабочей жидкости в каждом регуляторе скорости прессования, каждый из двух входов селектора
рассогласования скорости подсоединен соответственно к выходам блоков рассогласования скорости в каждом регуляторе скорости прессования, выходы селектора усилия прессования и селектора рассогласования скорости соединены соответственно с первым и вторым входами блока выбора режима, каждый из двух выходов которого подключен к элементам управления соответствующей группы рабочих цилиндров, а
именно к управляющему входу первого ключа, включенного между выходом задат- чика скорости прессования и входам блока рассогласования регулятора скорости прессования, к управляющему входу второго ключа, включенного между выходом регулятора скорости прессования и соответствующим входом тиристорного преобразователя, и к управляющему входу канала переключения магистрали, соединяющей выход дросселя потока рабочей жидкости с соотвествующей группой рабочих цилиндров.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования расхода жидкости | 1983 |
|
SU1158979A1 |
| Устройство для регулирования расхода жидкости | 1984 |
|
SU1236434A2 |
| Устройство для управления тормозом шахтной подъемной машины | 1989 |
|
SU1757981A1 |
| Устройство для управления тормозом шахтной подъемной машины | 1989 |
|
SU1717513A1 |
| Устройство для управления асинхронным электродвигателем | 1989 |
|
SU1663734A1 |
| СПОСОБ УПРАВЛЕНИЯ ВИНТОВЫМ МЕХАНИЗМОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2013798C1 |
| Следящий электропривод редукторных механизмов с компенсацией люфта | 1986 |
|
SU1388825A1 |
| Регулятор | 1980 |
|
SU947822A1 |
| Преобразователь угол-код | 1986 |
|
SU1336242A1 |
| Устройство автоматического регулирования режимов насосной промежуточной станции многоступенчатой гидротранспортной установки | 1987 |
|
SU1572953A1 |
Изобретение относится к машиностроению, а именно к устройствам для автоматизации процесса обработки металлов давлением. Цель изобретения - повышение производительности за счет рационального выбора режима прессования. Устройство содержит задатчик скорости прессования, управляемый тиристорным преобразователем электродвигатель, соединенный с дросселем рабочей жидкости, регулятор скорости прессования группы рабочих цилиндров первой (меньшей) ступени нагру- жения. В устройство введены регулятор скорости прессования группы рабочих цилиндров второй (большей) ступени нэгруже- ния, а также блок выбора режима, селектор усилия прессования, селектор рассогласования скорости, четыре ключа и два канала переключения. За счет автоматического переключения с одного режима на другой без остановки в процессе пресования, т.е. включением той группы рабочих цилиндров, которая при минимальных затратах энергии обеспечивает поддержание заданной скорости и создание необходимых усилий прессования, повышается производительность пресса при минимальном времени прессования. 2 ил. СП с
Фиг. 1
| Регулятор скорости прессования гидравлического пресса | 1980 |
|
SU935317A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
