Изобретение относится к обработке материалов резанием и может быть использовано при обработке шлицевых валов
Цель изобретения - повышение производительности обработки и стойкости инструмента за счет устранения удара по главной задней поверхности режущего инструмента в момент выхода его вершины из заготовки.
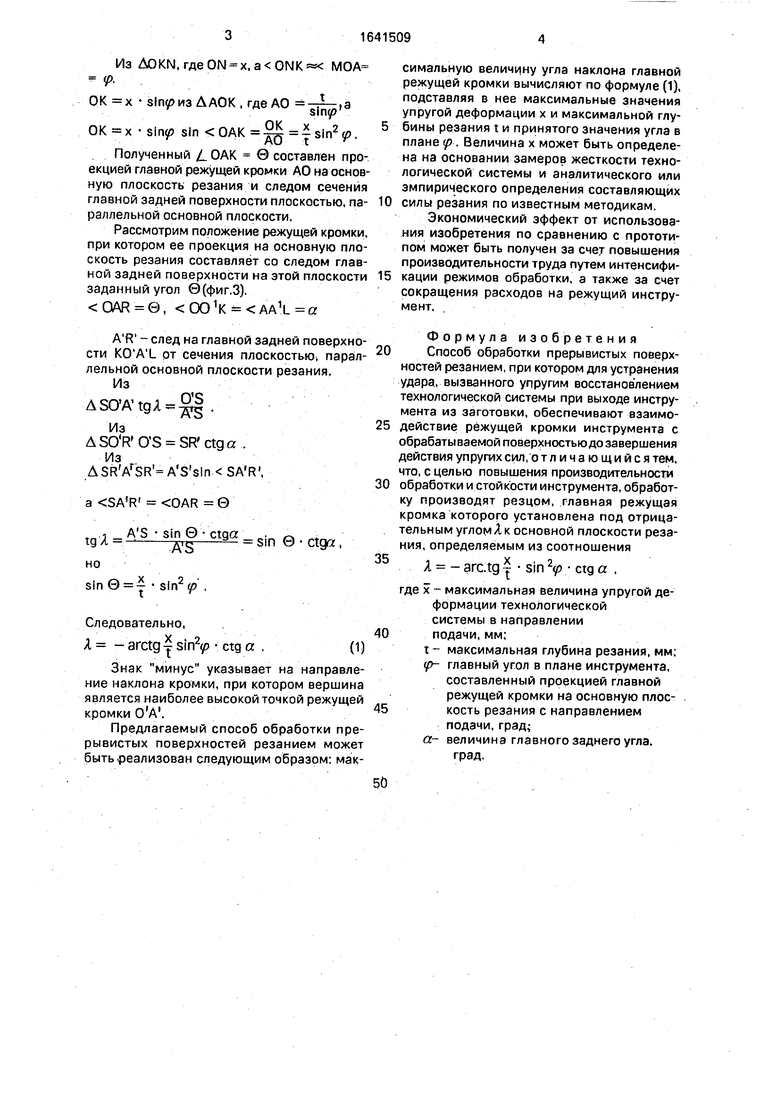
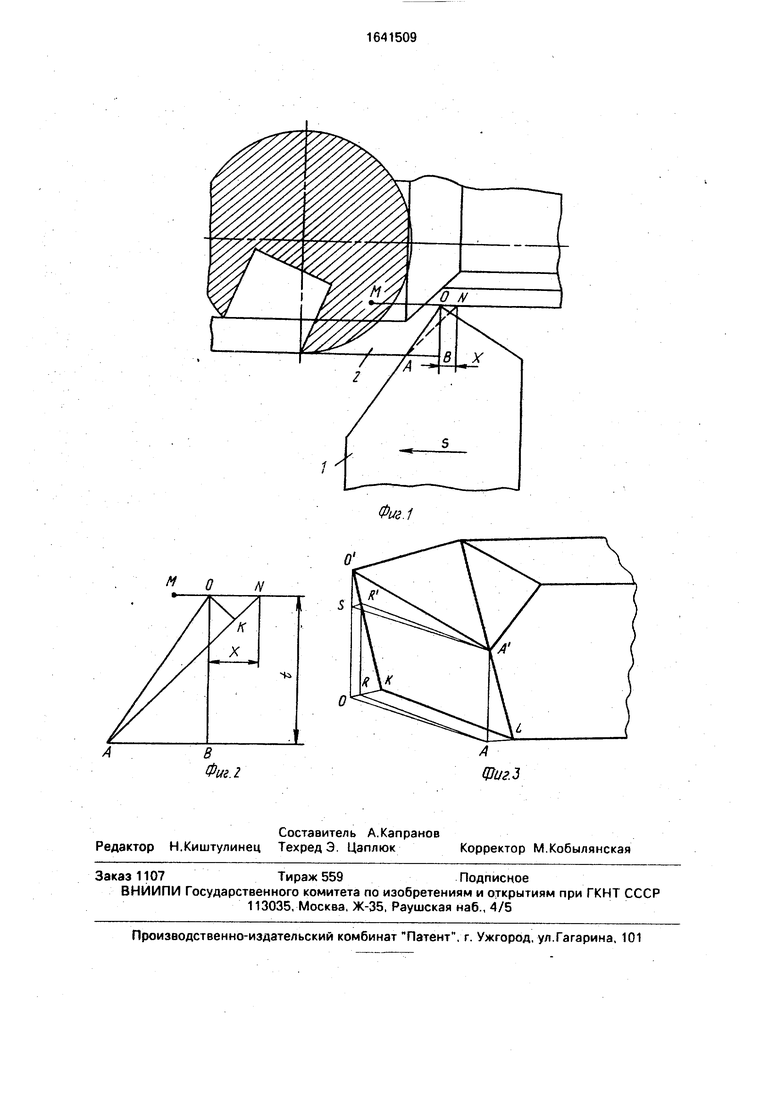
На фиг. 1 представлена схема обработки по предлагаемому способу; на фиг.2 и 3 - схемы для расчетов его геометрических параметров.
Предлагаемый способ осуществляют следующим образом.
Режущим инструментом 1 обрабатывают заготовку 2, сообщая ему продольную подачу S. Заготовка 2 представлена в виде шлицевого вала, обрабатываемого по наружному диаметру.
Удар по главной задней поверхности инструмента 1 отсутствует, если образованная при выходе инструмента 1 кромка обрабатываемой поверхности не входит в контакт с его задней поверхностью
Рассмотрим проекцию на основную плоскость резания режущей кромки ОА инструмента 1 и кромки AN обрабатываемой поверхности. Положение последней объясняется тем, что участок ONA остается несрезанным ON - х - величина приращения продольной подачи, равная исходной упругой деформации технологической системы в направлении подачи В сечениях, параллельных основной плоскости, след главной задней поверхности должен составлять с проекцией главной режущей кромки угол ONA Из ДОАВ (фиг.2) ОА OB/sin ОАВ, где 0В t - максимальная глубина резания, а ОАВ р- главный угол в плане.
(Л
С
о
О1
о ю
;
Из AOKN, гдеОМ х,а ОМКяк МОА - ОК х ЛАСК, где АО
ОК х sirup sin OAK I sin2 p.
Полученный @ составлен проекцией главной режущей кромки АО на основную плоскость резания и следом сечения главной задней поверхности плоскостью, параллельной основной плоскости.
Рассмотрим положение режущей кромки, при котором ее проекция на основную плоскость резания составляет со следом главной задней поверхности на этой плоскости заданный угол Э(фиг.З),
OAR 0, OO1K
A R - след на главной задней поверхности KO A L от сечения плоскостью, параллельной основной плоскости резания.
Из
ASO A tgA -$f .
Из ASO R O S SR ctga .
Из ASR ArSR ArS sln SA R ,
a SA R OAR 0
tgA A S-sin0 ctga s|n Q . ауг t
HO
sln0 | sln2).
(D
Следовательно,
A - arctg Y sin2# ctg a ,
Знак минус указывает на направление наклона кромки, при котором вершина является наиболее высокой точкой режущей кромки О А .
Предлагаемый способ обработки прерывистых поверхностей резанием может быть реализован следующим образом: мак
симальную величину угла наклона главной режущей кромки вычисляют по формуле (1), подставляя в нее максимальные значения упругой деформации х и максимальной глу5 бины резания t и принятого значения угла в плане р . Величина х может быть определена на основании замеров жесткости технологической системы и аналитического или эмпирического определения составляющих
10 силы резания по известным методикам.
Экономический эффект от использования изобретения по сравнению с прототипом может быть получен за счет повышения производительности труда путем интенсифи15 кации режимов обработки, а также за счет сокращения расходов на режущий инструмент.
Формула изобретения 20 Способ обработки прерывистых поверхностей резанием, при котором для устранения удара, вызванного упругим восстановлением технологической системы при выходе инструмента из заготовки, обеспечивают взаимо- 25 действие режущей кромки инструмента с обрабаты ваемой поверхностью до завершения действия упругих сил, отличающийся тем, что, с целью повышения производительности 30 обработки и стойкости инструмента, обработку производят резцом, главная режущая кромка которого установлена под отрицательным углом А к основной плоскости резания, определяемым из соотношения
35 А - arc.tg sin V ctg a ,
где х - максимальная величина упругой деформации технологической системы в направлении 40подачи, мм;
t - максимальная глубина резания, мм; р- главный угол в плане инструмента, составленный проекцией главной режущей кромки на основную плос- 45кость резания с направлением
подачи, град;
а- величина главного заднего угла, град.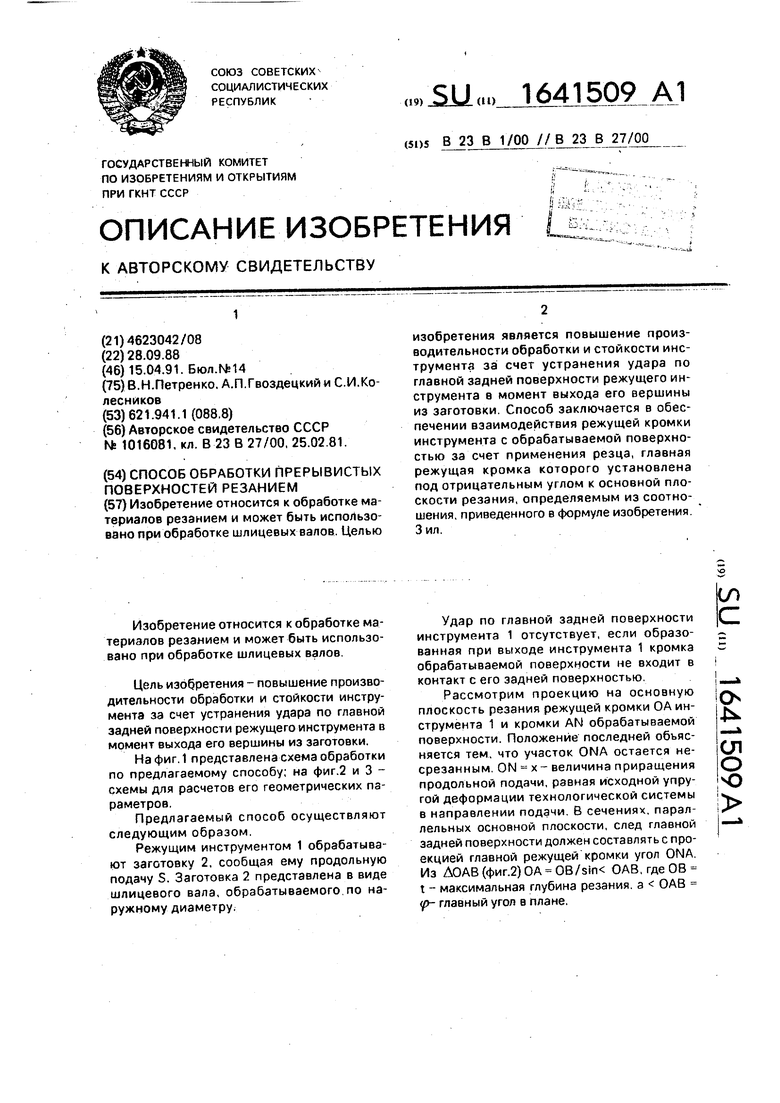
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения характеристик зоны резания | 1987 |
|
SU1567325A1 |
| Режущий инструмент | 1990 |
|
SU1717292A1 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| БЕЗВЕРШИННЫЙ РЕЗЕЦ | 1996 |
|
RU2149079C1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| Способ обработки материалов резанием | 1990 |
|
SU1797517A3 |
| Ротационный резец | 1988 |
|
SU1634372A1 |
Изобретение относится к обработке материалов резанием и может быть использовано при обработке шлицевых валов. Целью изобретения является повышение производительности обработки и стойкости инструмента за счет устранения удара по главной задней поверхности режущего инструмента в момент выхода его вершины из заготовки. Способ заключается в обеспечении взаимодействия режущей кромки инструмента с обрабатываемой поверхностью за счет применения резца, главная режущая кромка которого установлена под отрицательным углом к основной плоскости резания, определяемым из соотношения, приведенного в формуле изобретения Зил.
О
/V
| Резец | 1981 |
|
SU1016081A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
