1
(21) 4674099/02 (22) 15.02.89 (46)23.04.91. Бюл. N 15
(71)Днепропетровский металлургический институт
(72)В.В.Гетманец, В.Л.Романченко, С.С.Тильга, О.В.Филонов, Б.Ф.Бабай, В.Д.Петричук, И.Т.Ротару, В.Н.Валуев
и И.М.Любимов (53)621.771.04(088.8)
(56) Тарнавский И.Я. и др. Прокатка на блюминге. М.; Металлургиздат, 1965, с. 135,161, 183.
Сталь, 1973, № 9, с. 815-817.
(54) СПОСОБ ПРОКАТКИ НА БЛЮМИНГЕ (57) Изобретение относится к черной металлургии и может быть использовано при прокатке слитков на блюминге. Цель изобретения - повышение качества поверхности проката и уменьшение отходов металла в обрезь. Способ прокатки на блюминге включает последовательное обжатие слитка с выпуклыми гранями, с последующими кан- товками раската. Прокатку прямоугольного слитка с выпуклыми гранями осуществляют в первом калибре, образующие ручьев которого имеют выпуклость, определяемую по выражению. 1 ил. 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ калибровки валков блюминга | 1990 |
|
SU1776208A3 |
| Слиток | 1985 |
|
SU1297955A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| Способ прокатки цилиндрических слитков | 1991 |
|
SU1795916A3 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки на блюминге | 1988 |
|
SU1581392A1 |
| Способ получения блюмов и заготовок из слитков спокойных сталей | 1989 |
|
SU1650284A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1998 |
|
RU2122906C1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
Изобретение относится к черной металлургии и может быть использовано при прокатке слитков на блюминге.
Цель изобретения - повышение качества проката и уменьшение отходов металла в обрезь.
Способ состоит в том, что прокатку прямоугольного слитка с выпуклыми гранями осуществляют в первом калибре, образующие ручьев которого имеют выпуклость f 1,65 exp(0,24n + 0,012Ahcp + 4,55lg/hCp),
,65,
где h - число проходов; AhCp - средяя величина обжатия; lg/hcp - отношение длины дуги захвата к средней толщине раската (фактор формы очага деформации).
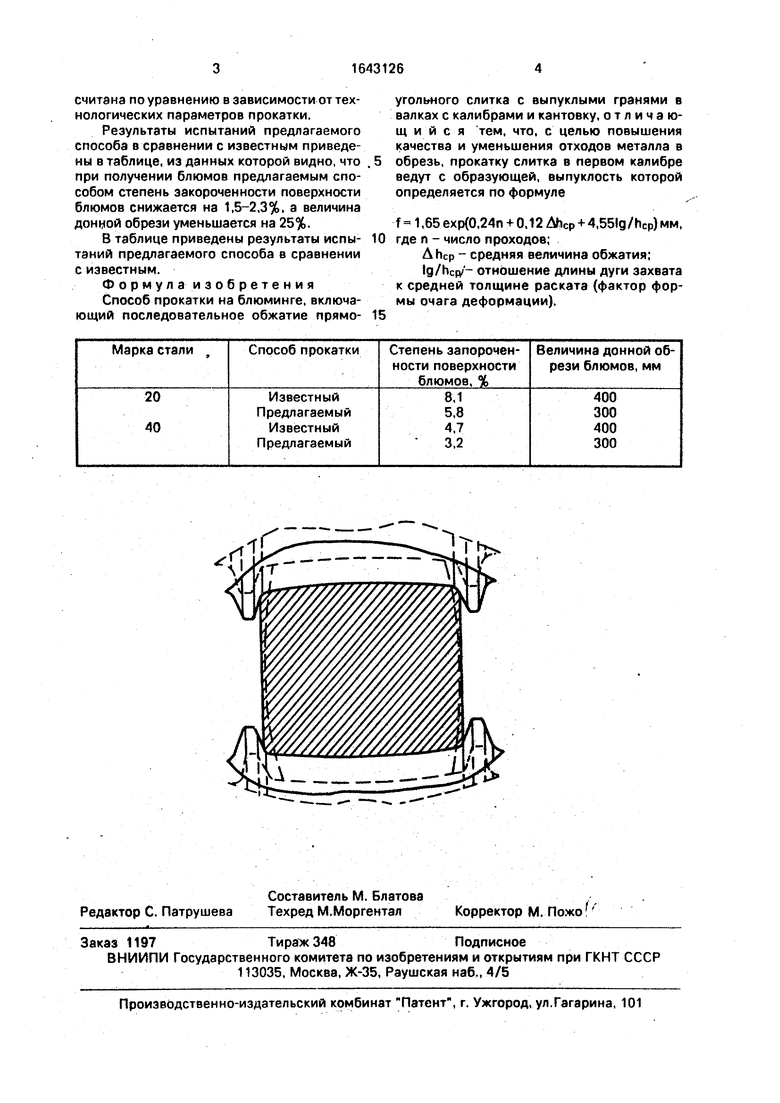
На чертеже изображена конфигурация первого калибра валков блюминга и изменение поперечного сечения слитка при обжатии.
Конфигурация первого калибра валков блюминга установлена в результате экспериментальных исследований особенностей формоизменения боковых граней раската в
первом калибре блюминга, имеющего плоскую и вогнутую форму. Опыты проводили на блюминге 1300, при прокатке слитков массой 8, 10, 12 т, а также на лабораторном стане 130; свинцовые образцы имитировали слитки в масштабе 1:10. Рациональная величина выпуклости ручья первого калибра по данным исследований, в зависимости от средней величины обжатия A hep, числа проходов h и фактора формы очага деформации lg/hcp, определяется по уравнению; .eSe e0 012.559 Пример. Слитки конверторного производства сталей марок 20 и 40, сечеR1R
нием -т с-стс х 2100 мм и массой 8,5 т
/ ОЭ X О/О
каждый нагревают в нагревательных колодцах обжимного цеха с 550-900°С до 1300+10°С в течение 5,5-6 ч. Затем на блюминге 1300 осуществляют прокатку слитков на блюмы сечением 300x300 мм по режиму обжатий 2(1)к4(1)к4(И)к2(1И)к 1(1 V)K. Первый калибр валков блюминга имеет выпуклую форму ручьев, величина выпуклости f расOs
J
CJ
N3 0
считана по уравнению в зависимости от технологических параметров прокатки.
Результаты испытаний предлагаемого способа в сравнении с известным приведены в таблице, из данных которой видно, что при получении блюмов предлагаемым способом степень закороченности поверхности блюмов снижается на 1,5-2,3%, а величина дон мой обрези уменьшается на 25%.
В таблице приведены результаты испытаний предлагаемого способа в сравнении с известным.
Формула изобретения
Способ прокатки на блюминге, включающий последовательное обжатие прямо0
5
угольного слитка с выпуклыми гранями в валках с калибрами и кантовку, отличающийся тем, что, с целью повышения качества и уменьшения отходов металла в обрезь, прокатку слитка в первом калибре ведут с образующей, выпуклость которой определяется по формуле
,65exp(0,24n+0.12Ahcp + 4,55lg/hcp)MM, где л - число проходов;
A hcp - средняя величина обжатия;
Ig/hcR/- отношение длины дуги захвата к средней толщине раската (фактор формы очага деформации).
