1
Изобретение относится к черной металлургии и может быть использова но при прокатке слитков спокойной стали на блюминге.
Целью изобретения является повышение качества проката и снижение оходов металла в обрезь.
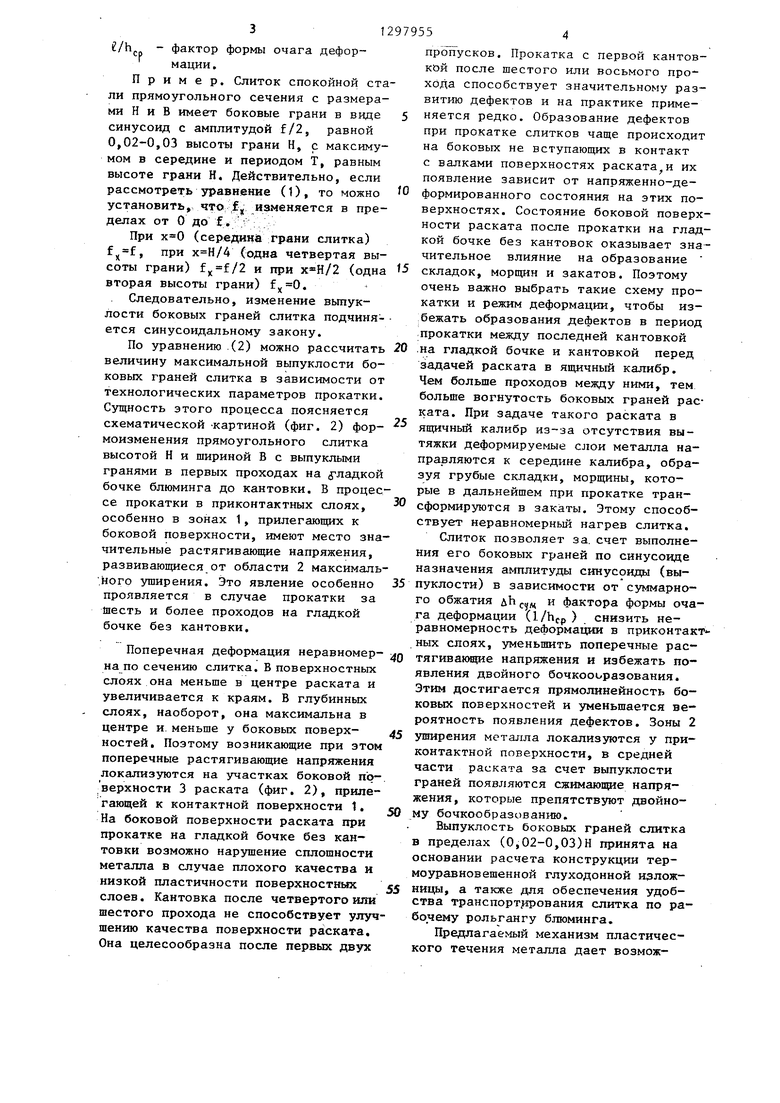
На фиг. 1 изображен слиток для прокатки блюма; на фиг. 2 - слиток с боковыми гранями в зависимости от технологических параметров прокатки
Слиток для прокатки блюмов включает выпуклые боковые грани, форма которых очерчена синусоидой с амплитудой 0,02-0,03 высоты Н слитка и периодом, равным высоте слитка.
Такая форма поверхности двух боковых граней слитка установлена в результате вьтолненных экспериментальных исследований процесса формообразования при прокатке свинцовых образцов на лабораторном стане с диметром валков 110 мм. Боковые поверности образцов, имитирующих слитки в масштабе 1:10, были вьшолнены плос кими и фигурными - в виде параболы и синусоиды в поперечных стечениях оразцов . Прокатку образцов с различн формой боковых поверхностей осуществляли по режимам деформации, предус матривакжснм первую кантовку после второго, четвертого и щестого проходов.
Наиболее рациональной формой боковых поверхностей на образцах до прокатки для улучшения качества боквых граней является синусоидальная, которая в большей степени способствует уменьшению неравномерности деформации по высоте боковых граней,
.Форма боковых поверхностей слитков, определенная в результате ис- следований, описьшается уравнением
X
де Н
f/2
f
f f/2 (H-sin(ir/2 + -), (1)
H
50
высота боковой грани слитка; амплитуда синусоиды;. максимальная высота наплыва металла на середине боковой грани для компенсации бочко- образования,
X - переменная величина, характеризующая часть высоты боковой грани (на середине гра- ее где f ни , на концах грани х Н/2).uh
Использование указанной формы боовых граней слитка. при схемах проСлимоизме ке на товок чае, к перату изводи на гла до пер зависи схемы деформ вой к личин лости нению
f/ihe.
+1,55
cijM
катки и режимах обжатий-, которые определяют конкретную величину-f,обес- печивает получение рациональной формы боковых граней раскатов после прокатки.
В зависимости от схемы прокатки слитка (два, четыре или шесть прохо- - дов), суммарного обжатия ь , и геометрических факторов очага деформации величина f определяется по уравнению
,,Jl5(E/h, ; -.9,33(E/h,J,
,55,
ср Ср
(2)
0
0
где и h - длина и средняя высота
очага деформации. Величина амплитуды на середине грани рассчитывается в зависимости от геометрических параметров слитка. Из практического опыта установлено, что выпуклая форма боковых граней слитка, выполненная по синусоиде, позволяет снизить растягивающие напряжения в приконтактных слоях и уменьшить неравномерность деформации при прокатке на гладкой бочке без кантовки за два, четыре, шесть и более проходов. Кроме того, такая форма боковых граней благотворно должна сказаться на стойкости изложниц, позволит облегчить операцию извлечения слитков.
Слиток учитывает особенности формоизменения боковых граней при прокатке на гладкой бочке блюминга без кан- товок. Это особенно важно в том случае, когда из-за нестабильного температурного нагрева приходится производить по шесть и более проходов на гладкой бочке с малыми обжатиями до первой кантовки, Кроме того, в зависимости от суммарного обжатия, схемы прокатки, фактора формы очага деформации на гладкой бочке до первой кантовки можно прогнозировать величину амплитуды синусоиды (выпуклости) боковых граней слитка по уравнению
15(E/h )
-9,33(E/h,p),p +
максимальная величина выпуклости на середине грани; суммарное обжатие в первых проходах на гладкой бочке до кантовки ,
/hj - фактор формы очага деформации.
Пример. Слиток спокойной стали прямоугольного сечения с размерами Н и В имеет боковые грани в виде синусоид с амплитудой f/2, равной 0,02-0,03 высоты грани Н, с максимумом в середине и периодом Т, равным высоте грани Н. Действительно, если рассмотреть уравнение (1), то можно установить, что fj изменяется в пределах от о до .- :;
При (середина грани слитка) , при (одна четвертая высоты грани) и при (одна вторая высоты грани) ,0.
Следовательно, изменение выпуклости боковых граней слитка подчиняется синусоидальному закону.
По уравнению (2) можно рассчитать величину максимальной выпуклости боковых граней слитка в зависимости от технологических параметров прокатки. Сущность этого процесса поясняется схематической -картиной (фиг. 2) фор- моизменения прямоугольного слитка высотой Н и шириной В с выпуклыми гранями в первых проходах на ладкой бочке блюминга до кантовки. В процессе прокатки в приконтактных слоях, особенно в зонах 1, прилегающих к боковой поверхности, имеют место значительные растягивающие напряжения, развивающиеся от области 2 максималь ,horo уширения. Это явление особенно проявляется в случае прокатки за шесть и более проходов на гладкой бочке без кантовки.
ных слоях, уменьшить поперечные расПоперечная деформация неравномер- д тягивакщие напряжения и избежать появления двойного бочкоооразования. Этим достигается прямолинейность боковых поверхностей и уменьшается вероятность появления дефектов. Зоны 2 45 уширения металла локализуются у прн- контактной поверхности, в средней части раската за счет выпуклости граней появляются сжимающие напряжения, которые препятствуют двойно50 му бочкообразованию.
Выпуклость боковых граней слитка
в пределах (0,02-0,03)Н принята на основании расчета конструкции термоуравновешенной глуходонной излож- 55 ницы, а также для обеспечения удобства транспорти ования слитка по рабочему рольгангу блюминга.
Предлагаемый механизм пластического течения металла дает возможна по сечению слитка. В поверхностных слоях она меньше в центре раската и увеличивается к краям. В глубинных слоях, наоборот, она максимальна в центре и. меньше у боковых поверхностей. Поэтому возникающие при этом поперечные растягивающие напряжения локализуются на участках боковой по- верхности 3 раската (фиг. 2), прилегающей к контактной поверхности 1. На боковой поверхности раската при прокатке на гладкой бочке без кантовки возможно нарушение сплошности металла в случае плохого качества и низкой пластичности поверхностных слоев. Кантовка после четвертого или шестого прохода не способствует улучшению качества поверхности раската. Она целесообразна после первых двух
-5
fO
20
979554
пропусков. Прокатка с первой кантовкой после шестого или восьмого прохода способствует значительному развитию дефектов и на практике применяется редко. Образование дефектов при прокатке слитков чаще происходит на боковых не вступающих в контакт с валками поверхностях раскатали их появление зависит от напряженно-деформированного состояния на этих поверхностях. Состояние боковой поверхности раската после прокатки на гладкой бочке без кантовок оказывает значительное влияние на образование складок, морщин и закатов. Поэтому очень важно выбрать такие схему прокатки и режим деформации, чтобы избежать образования дефектов в период прокатки между последней кантовкой на гладкой бочке и кантовкой перед задачей раската в ящичный калибр. Чем больше проходов между ними, тем больше вогнутость боковых граней раската. При задаче такого раската в яЕ(ичный калибр из-за отсутствия вытяжки деформируемые слои металла направляются к середине калибра, образуя грубые складки, морщины, которые в дальнейшем при прокатке трансформируются в закаты. Этому способствует неравномерный нагрев слитка.
Слиток позволяет за. счет выполнения его боковых граней по синусоиде назначения амплитуды синусоиды (вы- 35 пуклости) в зависимости от суммарного обжатия дЬ f. и фактора формы очага деформации (I/hep) снизить неравномерность деформации в приконтакТ
30
ность управлять процессом формоиз- , менения металла на необходимых участ- кАх раската за счет формы боковых граней слитка, режима обжатия и параметра очага деформации.
Формула изобретения Слиток для прокатки блюмов, содержащий выпуклые боковые грани, о тличающийся тем, что, с целью повьшения качества проката и снижения отходов металла, в об- резь , боковые грани слитка очерчены синусовдой с амплитудой 0,02 0,03 высоты грани слитка и периодом , равным высоте гра- ни слитка,
; оаг-вмн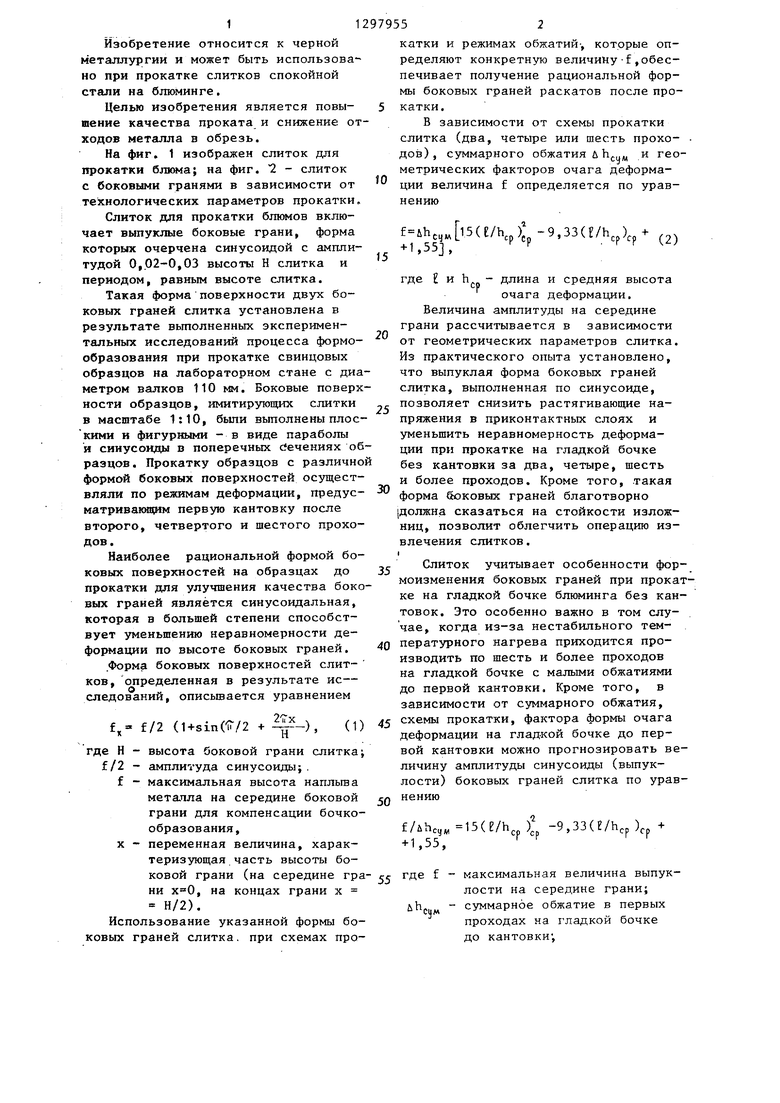
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слитков и заготовок | 1987 |
|
SU1480906A1 |
| СПОСОБ ПРОКАТКИ БЛЮМОВ | 1995 |
|
RU2094136C1 |
| Способ прокатки слитков из высоколегированных сталей на обжимных станах | 1988 |
|
SU1636075A1 |
| Прокатный валок | 1990 |
|
SU1755978A1 |
| Способ прокатки слитков на реверсивном обжимном прокатном стане | 1985 |
|
SU1308407A1 |
| СТАЛЬНОЙ СЛИТОК | 2007 |
|
RU2368454C2 |
| СПОСОБ ПРОКАТКИ БЛЮМОВ | 1995 |
|
RU2088348C1 |
| Способ прокатки на блюминге | 1989 |
|
SU1643126A1 |
| Способ прокатки цилиндрических слитков | 1991 |
|
SU1795916A3 |
| Прокатный валок | 1987 |
|
SU1544513A1 |
Изобретение относится к черной металлургии и может быть использова.но при прока1ке слитков спокойной стали на блюмннгах. Цель изобретения - повышение качества проката и снижение отходов металла в обрезь. Боковые грани слитка выполнены выпуклыми и имеют форму синусоиды с амплитудой 0,02-0,03 грани слитка и периодом, равным высоте грани слитка. Указанная форма боковых граней слитка, схема прокатки и режим деформации позволяют уменьшить неравномерность уширения по высоте раската, улучшить качество пов ерх- ности блюмов, снизить утяжку торцовых участков раската и уменьшить отходы металла с концевой обрезью 2 ил. (Л
ВНИИПИ Заказ 847/11
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Тираж 481
Подписное
| Слиток | 1982 |
|
SU1069886A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Изложница для разливки металла | 1974 |
|
SU486851A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
