(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки слябов | 1989 |
|
SU1671383A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки листов | 1985 |
|
SU1297957A1 |
| Способ прокатки | 1984 |
|
SU1328012A1 |
| СЛИТОК, УШИРЕННЫЙ КВЕРХУ | 1992 |
|
RU2030953C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| Слиток | 1980 |
|
SU973195A1 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Способ прокатки слябов на слябинге | 1986 |
|
SU1519797A1 |
| Способ прокатки толстых листов | 1986 |
|
SU1342542A1 |
Изобретение относится к прокатному производству, в частности к прокатке слябов из слитков на реверсивных блюмингах- слябингах. Способ состоит в том, что прокате плашмя в каждом проходе обжатие делают переменным по ширине, увеличенным у кромок. Прокатку на центральной части гладкой бочки, равной 0,45-0,6 ширины раската, ведут с постоянным обжатием, а прикромочные части - с переменным обжатием, выбираемым из соотношения. Способ позволяет повысить качество слябов. 3 ил.
Изобретение относится к прокатному производству, в частности к прокатке слябов из слитков на реверсивных станах.
Целью изобретения является экономия металла путем уменьшения донной обрези.
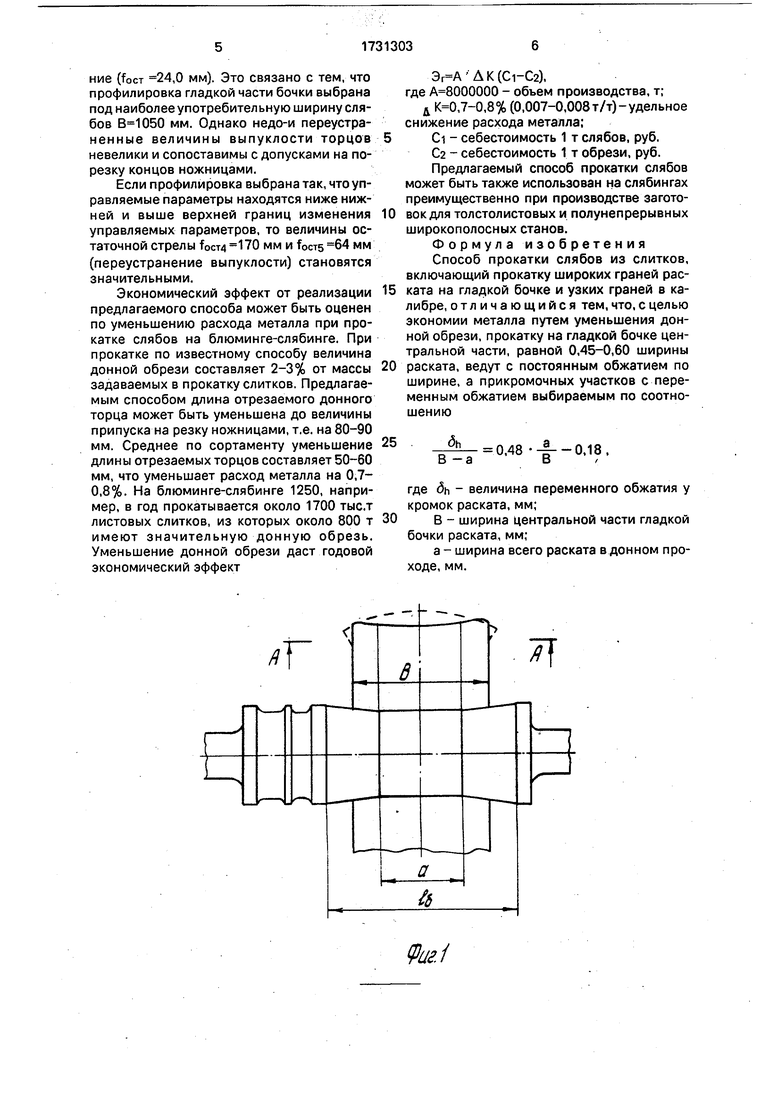
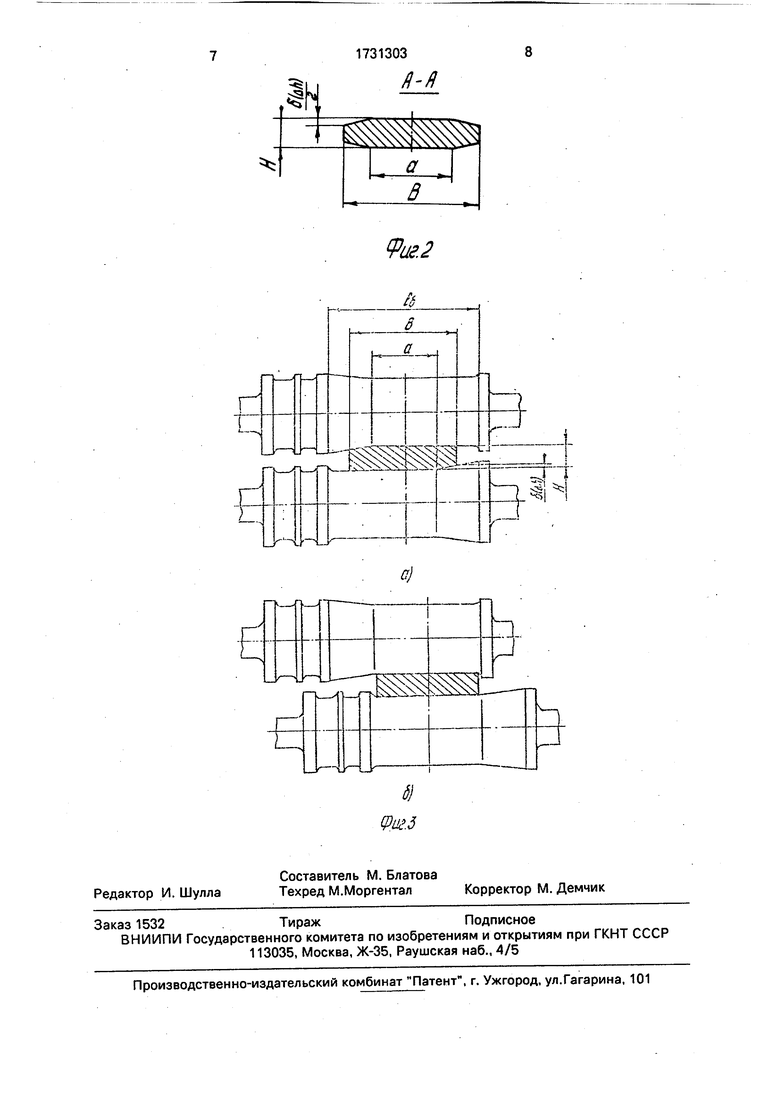
На фиг.1 изображены валки и раскат при прокатке широких граней раската на гладкой бочке по предлагаемому способу; на фиг.2 - форма поперечного сечения раската после прокатки на гладкой бочке по предлагаемому способу; на фиг.З - схема реализации предлагаемого способа.
Способ осуществляется следующим образом.
Слиток подводится рабочим рольгангом к обжимной клети и задается в валки донной или прибыльной частью. Производится несколько проходов на гладкой части бочки с реверсированием валков, раската и рабочего рольганга. Для создания неравномерной по ширине раската степени деформации делают, например, на гладкой части бочки вогнутую профилировку, имеющую цилиндрическую центральную часть длиной ,45- 0,60 от максимальной ширины раскатов В, и два боковых конических участка с диаметрами на расстоянии 0,5 В от оси прокатки на 5ь больше диаметра цилиндрической части (фиг.1). При обжатии широких граней в первом проходе боковые конические участки создают у кромок раската обжатие A hK, которое больше создаваемого цилиндрической частью бочки обжатия ДНц в центре раската. Из-за этого степень деформации кромок Јк выше, чем в центральной части раската Ец (фиг.2). Вследствие этого вытяжка прикромочных участков больше, чем центральных, это приводит к заполнению углов на концах раскатов, т.е. к устранению выпуклости торцов, образующейся из-за веерообразного уширения в неустановившихся стадиях прокатки.
При обжатии широких граней в последующих проходах разность Јк и ец возникает
vi
С
СО О CJ
вследствие разницы толщин раската у кромок и в центре (при одинаковых абсолютных обжатиях), так как толщина у кромок меньше, чем в центре, то ек Јц .
Минимальная разность обжатий ,036 (В-а) обеспечивает выравнивание торцов при прокатке слябов максимальных ширин (т.е. ,60), максимальная 5ь 0,10 (В-а) - при прокатке слябов минимальных ширин (а/в 0,45).
Необходимые для выравнивания торцов значения разницы обжатий 5h , ширины кромок (В-а)/2, на которых производится переменное обжатие, и зависимость между dh и а/в найдены экспериментально.
После выполнения нескольких проходов плашмя на гладкой части бочки раскат кантуется на 90° вокруг своей продольной оси и прокатывается на ребро за несколько проходов в калибре. Затем раскат снова кантуется на 90° и докатывается до заданной толщины сляба на гладкой части бочки. При этом образующееся веерообразное уширение компенсируется увеличенной степенью деформации прикромочных участков раската. Чем меньше толщина выкатываемого сляба, тем больше суммарная степень деформации по широким граням раската и тем больше выпуклость торцов. Однако чем меньше толщина сляба, тем при одинаковой разности абсолютных обжатий между центром и кромкой, заданной профилировкой гладкой части бочки и шириной раската, у слябов меньших толщин больше разность степеней деформации
АПк
hi-i
AhL
hi-i
где hi-i - толщина раската перед i-м проходом.
Поэтому больше разность вытяжек по ширине, обеспечивающая компенсацию увеличенной выпуклости торца. Наоборот, у слябов больших толщин суммарная (за все проходы по широким граням) степень деформации меньше, чем у слябов меньших толщин. Поэтому меньше выпуклость торцов, однако и разность степеней деформации в этом случае уменьшается. Следовательно, нет избыточной компенсации, приводящей к образованию вогнутости торцов, устранение которой также сопровождается увеличением торцовой об- рези.
После прокатки в обжимной клети раскаты передаются на ножницы, где производится обрезка неровных торцов и порезка на мерные длины. Величина донной обрези
зависит только от неровности торцов, поэтому у раскатов, прокатанных по предлагаемому способу, она меньше, вследствие чего уменьшается и расход металла на производстве 1 т слябов.
Переменное по ширине раската по указанной зависимости обжатие можно создавать не только посредством вогнутой профилировки гладкой части бочки валков
0 на блюминг-слябинг. Тот же эффект может быть достигнут, если гладкая часть бочки верхнего валка (фиг.З а) имеет, например, слева конический участок с максимальным диаметром на расстоянии 0,5 В от оси про5 катки, равным 2 5ь . и длиной (В-а)/2, а остальная часть гладкой бочки цилиндрическая, и гладкая часть бочки нижнего валка имеет такой же конический участок справа. Эффективность способа может быть суще0 ственно увеличена, если при этом валки имеют возможность перемещения в осевом направлении один относительно другого (фиг.З б). В этом случае можно плавно изменять величину разности обжатий и ширину
5 прикромочных участков с переменным обжатием, добиваясь полного выравнивания торцов во всем диапазоне изменения толщин и ширин слябов, прокатываемых на данном стане.
0 П р и м е р. На блюминге-слябинге 1250 прокатываются слябы 220x1050x1800 мм из 780x1210
слитка
х2580 мм.
660x1135 В соответствии с указанной формулой 5 выбирают элементы профилировки гладкой части бочки с длиной по среднему значению 5н /(В-а)0,068 и ,52 при наиболее употребительской ширине слябов мм. Отсюда ,52 1050 546 мм; 0 ,068 (1054-546)34 мм (разность диаметров на ширине 0,5 и в центре).
Так как , то разность диаметров у края гладкой части бочки и у центра Д0/0б-а) h/(B-a). Отсюда А D бк х
При прокатке сляба 200x1050 х 1800мм по известному способу, т.е. при 5h 0 из-за , стрела выпуклости донного торца
0 равна в среднем 224 мм. При прокатке с переменным обжатием по предлагаемому способу с максимальной разностью обжатий ( мм выпуклость торца исчезает (остаточная стрела foci имеет незначительную вогнутость ,0 мм.
На нижней границе управляемого параметра (сляб 150x1200 мм) имеет место некоторое недоустранение выпуклости (), а на верхней - переустранение (focr 24,0 мм). Это связано с тем, что профилировка гладкой части бочки выбрана под наиболее употребительную ширину слябов мм. Однако недо-и переустраненные величины выпуклости торцов невелики и сопоставимы с допусками на порезку концов ножницами.
Если профилировка выбрана так, что управляемые параметры находятся ниже нижней и выше верхней границ изменения управляемых параметров, то величины остаточной стрелы f0cT4 170 мм и focrs 64 мм (переустранение выпуклости) становятся значительными.
Экономический эффект от реализации предлагаемого способа может быть оценен по уменьшению расхода металла при прокатке слябов на блюминге-слябинге. При прокатке по известному способу величина донной обрези составляет 2-3% от массы задаваемых в прокатку слитков. Предлагаемым способом длина отрезаемого донного торца может быть уменьшена до величины припуска на резку ножницами, т.е. на 80-90 мм. Среднее по сортаменту уменьшение длины отрезаемых торцов составляет 50-60 мм, что уменьшает расход металла на 0,7- 0,8%. На блюминге-слябинге 1250, например, в год прокатывается около 1700 тыс.т листовых слитков, из которых около 800 т имеют значительную донную обрезь. Уменьшение донной обрези даст годовой экономический эффект
г
(Ci-C2), где А 8000000 - объем производства, т;
Л ,7-0,8% (0,007-0,008т/т)-удельное снижение расхода металла;
Ci - себестоимость 1 т слябов, руб.
С2 - себестоимость 1 т обрези, руб.
Предлагаемый способ прокатки слябов может быть также использован на слябингах преимущественно при производстве заготовок для толстолистовых и полунепрерывных широкополосных станов.
Формула изобретения
Способ прокатки слябов из слитков, включающий прокатку широких граней раската на гладкой бочке и узких граней в калибре, отличающийся тем, что, с целью экономии металла путем уменьшения донной обрези, прокатку на гладкой бочке центральной части, равной 0,45-0,60 ширины раската, ведут с постоянным обжатием по ширине, а прикромочных участков с переменным обжатием выбираемым по соотношению
,18.
где 5ь - величина переменного обжатия у кромок раската, мм;
В - ширина центральной части гладкой бочки раската, мм;
а - ширина всего раската в донном проходе, мм.
в
9иг1
Фиг.2
| Авторское свидетельство СССР № 1365453, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Полухин П.И | |||
| и др | |||
| Прокатное производство | |||
| - М.: Металлургия, 1982, с.136. | |||
