1
(21)4656564/33
(22)01.04.89
(46) 23.04.91. Бюл. К 15
(71)Всесоюзный научно-исследовательский и проектно- технологический институт электрокерамики
(72)В.А.Апеко, М.Б.Лебедев, К.Н.Логвинов и И.М.Сова (53) 666.97.03 (088.8)
(56) Никулин Н.В. и Кортнез В.В. Производство электрокерамических изделий. - М.: Высшая школа, 1976, с. 78, рис. 48.
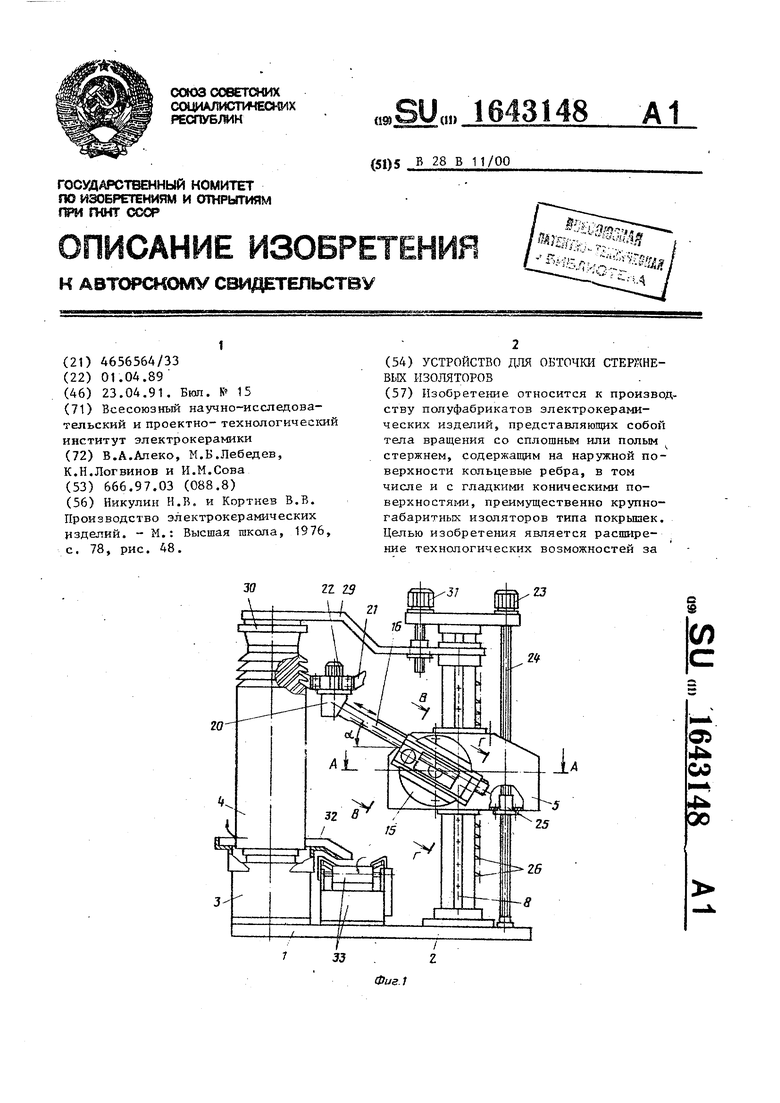
(54) УСТРОЙСТВО ДЛЯ ОБТОЧКИ СТЕРДНЕ- ВЫХ ИЗОЛЯТОРОВ
(57) Изобретение относится к производству полуфабрикатов электрокерамических изделий, представляющих собой тела вращения со сплошным или полым стержнем, содержащим на наружной поверхности кольцевые ребра, в том числе и с гладкими коническими поверхностями, преимущественно крупно- габаритцьЕх изоляторов типа покрышек. Целью изобретения является расширение технологических возможностей за
| название | год | авторы | номер документа |
|---|---|---|---|
| Копировальное приспособление к вертикальному станку для обточки ребер сырых фарфоровых изоляторов | 1960 |
|
SU132027A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБТОЧКИ КРИВОШИПНЫХ ПАЛЬЦЕВ ВЕДУЩИХ ПАРОВОЗНЫХ КОЛЕС | 1927 |
|
SU6235A1 |
| Станок для обточки заготовок изоляторов | 1988 |
|
SU1588549A1 |
| Способ обточки стержневых изоляторов | 1987 |
|
SU1609671A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Многорезцовая головка для обточки валов на токарных и т.п. станках | 1958 |
|
SU119416A2 |
| Устройство для обработки заготовок изоляторов | 1988 |
|
SU1645155A1 |
| Ручной переносный станок для обточки пальцев паровозных скатов | 1928 |
|
SU9820A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| Устройство для обработки концов деталей типа труб | 1974 |
|
SU536010A1 |
23
(Л
ОЭ 4ь 00
00
счет обеспечения обточки различных по конфигурации и габаритам изоляторов. Резцовая головка укреплена на штоке 16, который смонтирован на поворотной планшайбе 15 суппорта 5 в ползуне кривошипно-ползунного механизма и снабжен реечной передачей и фиксатором. При этом ползун укреплен на поворотной планшайбе в направляю,-
Изобретение относится к производству полуфабрикатов электрокерамических изделий, представляющих собой тела вращения со сплошным или полым
стержнем, содержащем на наружной по- верхности кольцевые ребра, в том числе и с гладкими коническими поверхностями, преимущественно крупногабаритных изоляторов.
Целью изобретения является расширение технологических возможностей за счет обеспечения обточки различных по конфигурации и габаритам изоляторов,
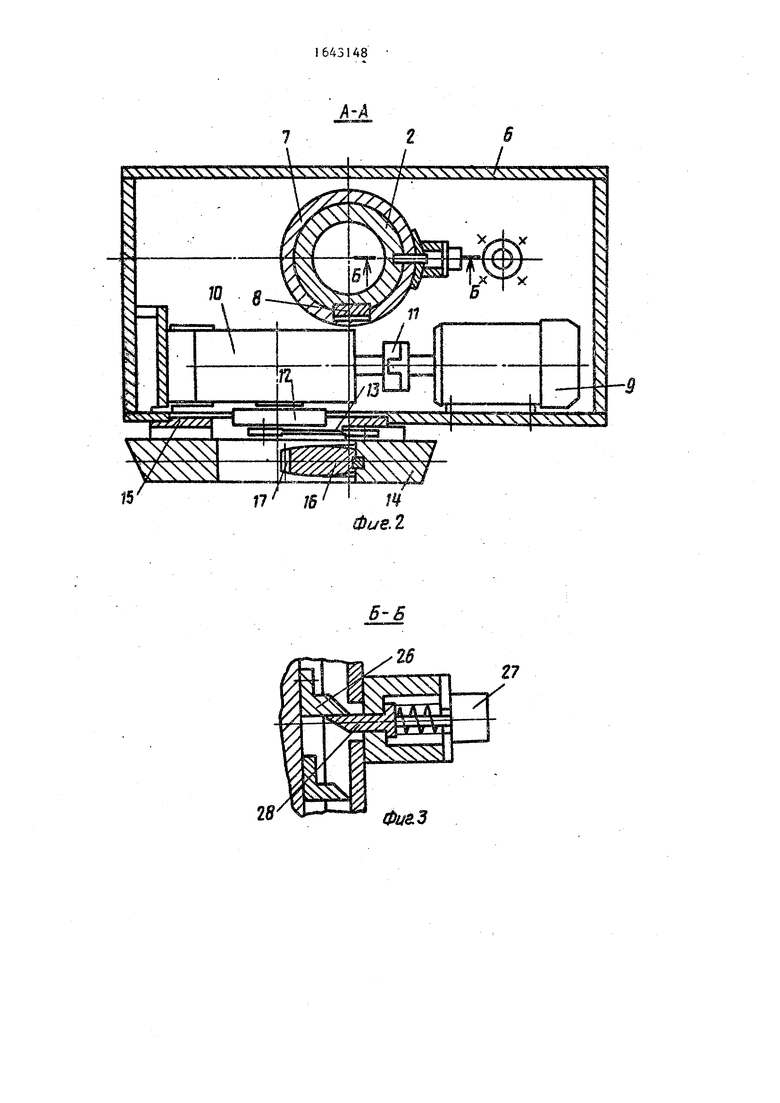
На фиг. 1 показано устройство для обточки стержневых изоляторов, общий вид; на фиг. 2 - разрез А-А на фиг. 1 , на фиг. 3 - разрез Б-Б на
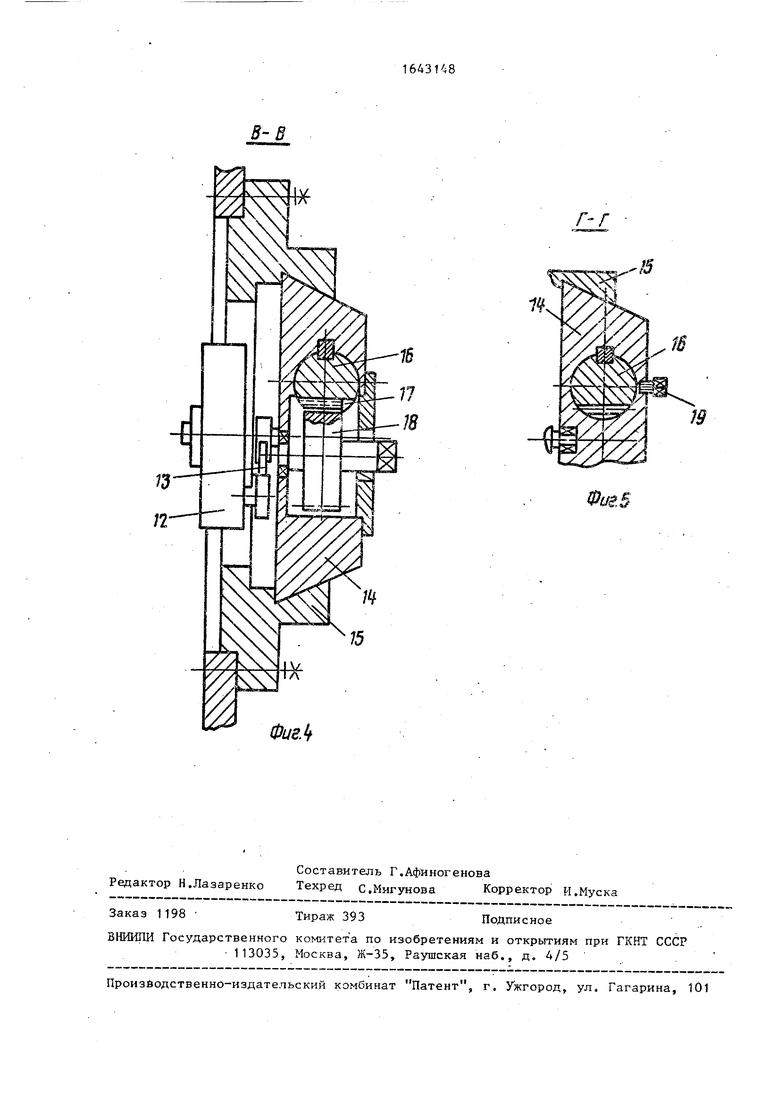
фиг. 2; на фиг. 4 - разрез В-В на
фиг. 1; на фиг. 5 - разрез Г-Г на 1
фиг. 1.
Устройство содержит станину в ви- де основания 1 и вертикальной колонны 2, шпиндель 3 для установки и вращения заготовки 4 стержневого изоля- тора. Суппорт 5 состоит из корпуса 6 (фиг.2), в котором укреплена втулка 7 с, возможностью перемещения по колонне 2 и направляющей шпонке 8. В корпусе 6 смонтированы электродвига- тель 9 и редуктор 10, соединенные муфтой 11, образующие привод подачи резца, На выходном валу редуктора 10 укреплен кривошип 12, связанный шатуном 13 с ползуном 14, установленным в направляющих планшайбы 15 (фиг,4). Ыток 16 смонтирован в ползуне 14 параллельно его направляющим, при этом на нижней стороне он имеет зубчатую рейку 17, с помощью которой он свя- зан с зубчатым колесом 18, смонтированным в ползуне 14 под штоком 16 с возможностью вращения. Для неиЬщих. При обточке изоляторов резцовая головка с помощью реечной передачи устанавливается на требуемом расстоянии от заготовки, а угол наклона ребер изолятора устанавливается путем поворота на заданный угол поворотной планшайбы относительно суппорта. 5 ил.
25
|
JCt
и х30
1 35
- а-В- 5 0 у50. м, 55 движного жесткого соединения штока 16 с ползуном 14 имеется фиксатор 19 (фиг.5), На конце штока 16 укреплена резцовая головка 20 с резцами 21 и приводом 22..
Привод прерывистого (шагового) перемещения суппорта содеожит реверсивный механизм 23 с винтом 24, закрепленный в корпусе 6 суппорта гай-, кой 25, а также жестко установленные на колонне 2 упоры 26 и подпружиненный (соединенный) с путевым выключателем 27 ограничитель 28 (фиг. 3).
В верхней части вертикальной ко- лоины 2 установлена с возможностью скольжения по ее наружной поверхности траверса 29 с устройством 30 прижима и фиксации верхнего конца заготовки (фиг.1). Траверса 29 снабжена реверсивным приводом 31 на основе передачи винт-гайка.
Для отвода стружки устройство снабжено лотксм 32 и ленточным конвейером 33.
Устройство для оброчки стержневых изоляторов работает следующим образом.
На шпилтгль 3 устанавливают заготовку 4 изолятора. В зависимости от ее наружного диаметра резцовую головку 20 располагают на требуемом расстоянии от заготовки. В случае регулировки или уточнения этого расстояния необходимо ослабить фиксатор 19 и реечной зубчатой передачей, т.е. поворотом зубчатого колеса 18 в ту или иную сторону} осуществить переметение штока 16 зубчатой рейкой 17, а вместе с ним и резцовую
головку 20, приближая ее к заготовке или удаляя от нее. Затем опускают траверсу 29 с помощью реверсивного привода 3| и устройством 30 прижимают и фиксируют верхний конец заготовки 4. Угол об подачи резца устанавливают путем поворота планшайбы 15 вокруг своей оси. Исходное положение суппорта находится в верхней части заготовки. Обточку осуществляют сверху вниз. С включением реверсивно го привода 23 винт 24 начинает вращаться, ввинчиваясь в гайку 26 и перемещая суппорт 5 вниз. После того как ограничитель 28 пройдет мимо упора 26 и сработает путевой выключатель 27, осуществится реверс (изменение) направления вращения привода 23 и винта 24. Ограничитель 28 в результате обратного хода суппорта 5 прижимается к упору 26, и момент, необходимый для вращения винта 24, возрастает. При этом его вращение прекращается, например от самовыключающей муфты привода .3. В это же время включается электродвигатель 9, который посредством муфты 11 л редуктора 10 приводит в движение кривошипно-ползунный механизм кривошип 12, шатун 13 и ползун 14, а жестко связанный с ползуном фиксатором 19 шток 16 с резцоьой головкой 20 начинает движение под острым углом об в сторону вращающейся заготовки 4. В момент соприкосновения с заготовкой режущие кромки фасонного резца 21 оформляют (обтачивают) часть поверхности изолятора. Обточив заготовку в крайнее от ззгбтовки положение, электродвигатель 9 отключается, а реверсивньй привод 23 включается и цикл повторяется.
Резцами 21 обтачивается и оформляется поэтапно наружная конфигурация стержневого изолятора. Резцовая головка 20 имеет столько резцов, сколько зон обработки установлено на изоляторе. Повторяющиеся зоны обрабатываются одним и тем же реэцом. Смена резцов осуществляется приводом 22 в период перемещения суппорта к
последующей исходной изоляции для обработки, которая осуществляется аналогично описанной, В крайнем, нижнем, положении обточка заканчивается, обточенный изолятор снимается
0 а суппорт перегоняется в крайнее верхнее исходное положение .для обточки следующей заготовки. Образую- . щиеся отходы в виде стружки попадают на лоток 32 и далее ленточным
5 конвейером 33 уносятся из зоны
обточки на последующую переработку.
0
5
0
5
0
Формула изобретения
Устройство для обточки стсржяевых изоляторов, включающее основание, на котором установлены шпиндель для заготовки изолятора и вертикальная колонна с подвижно устанотзленным на ней суппортом, на котором смонтирована резцовая головка, механизм го- дачи резцовой головки в виде кривошип но-ползуиного механизма с приводом, отличающееся тем., что, с целью расширения технологических возможностей за счет обеспечения обточкк различных по конфигурации и габаритам изоляторов, оно снабжено смонтированной на суппорте поворотной планшайбой, в которой выполнены направляющие для ползуна кривошип- но-шатунного механизма, причем планшайба снабжена зубчатым колесом и укрепленным в ней штоком, на котором выполнена зубчатая рейка, взаимодействующая с зубчатым .колесом, при этом резцовая головка укреплена на штоке, а кривошип соединен с выходным валом привода подачи резцовой головки.
ЈЪПф
1 ЗПф
91 jii
8Vl«9i
Фиг4
Составитель Г.Афиногенова Редактор Н.Лазаренко Техред с.Мнгунова Корректор И.Муска
Заказ 1198
Тираж 393
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Г-Г
16
Фиг,
Подписное
