В ОСНОВНОМ авт. св. JMb 103321 описана многорезцовая головка для обточки валов на токарных и т. п. станках с радиально расположенными резцами, из которых половина смонтирована на подвижных резцедержателях, получающих синхронное колебательное движение в направлении подачи обтачиваемой детали от общего торцового копира с несколькими выступающими кулачками. Недостатком такой многорезцовой головки является сложность изготовления торцового копира с несколькими выступающими кулачками и быстрая изнашиваемость цилиндрических направляющих подвижных резцедержателей.
В описываемой многорезцовой головке указанные недостатки устранены, а сама головка является более простой. Для обеспечения синхронного колебательного движения всех подвижных резцов от одного общего копира подвижные резцы закреплены в выступах находящегося под воздействием копира ползуна, монтированного в обойме, закрепляемой на суппорте станка и несущей неподвижные резцы.
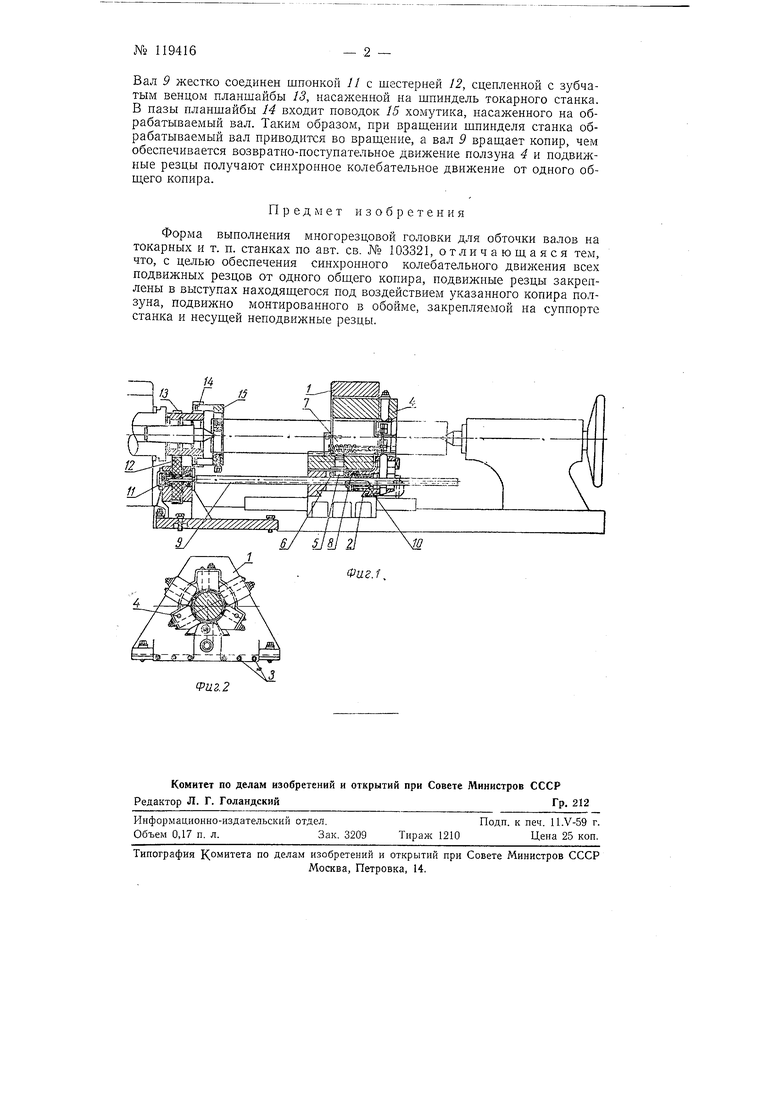
На фиг. 1 изображена схема многорезцовой головки, на фиг. 2-вид на головку с торцовой стороны.
Обойма / жестко закреплена на каретке суппорта токарного станка посредством клина 2 и болтов 3. Обойма / имеет несколько (например, три) выступов с-гнездамидля крепления в них неподвижных резцов.
Внутри обоймы 1 на направляющих типа ласточкина хвоста установлен ползун 4, снабженный выступами, иа которых закреплены все подвижные резцы, чередующиеся через один с неподвижными резцами.
В нижней части ползуна 4 находится палец 5, на выступающем конусообразном конце которого насажено (на игольчатом подшипнике) кольцо 6. Кольцо 6 пружиной 7 прижимается к копиру 5, монтированному в обойме / на валу 9 привода головки на подвижной шпонке Ю.
Вал 9 жестко соединен шпонкой //с шестерней 12, сцепленной с зубчатым венцом планшайбы 13, насаженной на шпиндель токарного станка. В пазы планшайбы 14 входит поводок 15 хомутика, насаженного на обрабатываемый вал. Таким образом, при вращении шпинделя станка обрабатываемый вал приводится во враш,енне, а вал 9 вращает копир, чем обеспечивается возвратно-поступательное движение ползуна 4 и подвижные резцы получают синхронное колебательное движение от одного общего копира.
Предмет изобретения
Форма выполнения многорезцовой головки для обточки валов на токарных и т. п. станках по авт. св. № 103321, отличающаяся тем, что, с целью обеспечения синхронного колебательного всех подвижных резцов от одного общего копира, подвижные резцы закреплены в выступах находящегося под воздействием указанного копира ползуна, подвижно монтированного в обойме, закрепляемой на суппорте станка и несущей неподвижные резцы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многорезцовая головка для обточки валов на токарных и т.п. станках | 1950 |
|
SU103321A1 |
| Способ расточки внутренней фасонной поверхности детали и устройство для его осуществления | 1989 |
|
SU1779473A1 |
| Универсальное затыловочное приспособление к токарному станку | 1935 |
|
SU45787A1 |
| Способ обточки или шлифования поршневого кольца и станок для его осуществления | 1955 |
|
SU104792A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Многошпиндельное устройство к токарному станку | 1984 |
|
SU1177060A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Плансуппортная головка с программным управлением | 1989 |
|
SU1704944A1 |
(Риг. 2
