1
(21) 4689914/33
(22) 10.05,89
(46) 23.04.91. Бюл. № 15
(71)Специальное конструкторско- технологическое бюро Стройдеталь и Днепропетровский институт инженеров железнодорожного транспорта им, 11.11. Калинина
(72)В.В. Алексеев, A.M. Кагитин и А.Ф. Насляев
(53)666.97.03,55(088,8)
(56)Авторское свидетельство СССР № 1184690, кл„ В 28 В 21/78, 1983.
(54)УСТРОЙСТВО ДЛЯ ТЕ1ШОВПАЖНОСТ- НОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
(57)Изобретение относится к строительству, в частности к тепловлажностной обработке таких изделий как труб, колец, блоков, изделий коробчатой формы на предприятиях строй- индустрии и непосредственно на строительных объектах. Цель изобретения - упрощение устройства и интенсификация процесса тепловлажностной обработки. Устройство содержит основание 1, съемную крышку 2 с отражающими экранами, поддон 3 с целью и парораспределитель 5 с соплами Лаваля„ Парораспределитель выполнен в виде трубчатого кольца с радиальными отводами, расположенными по периметру кольца и под углом к горизонтали не более 5 . На основании жестко закреплены опорные стяжки. Радиальные отводы могут иметь разную длину. 3 ил.
1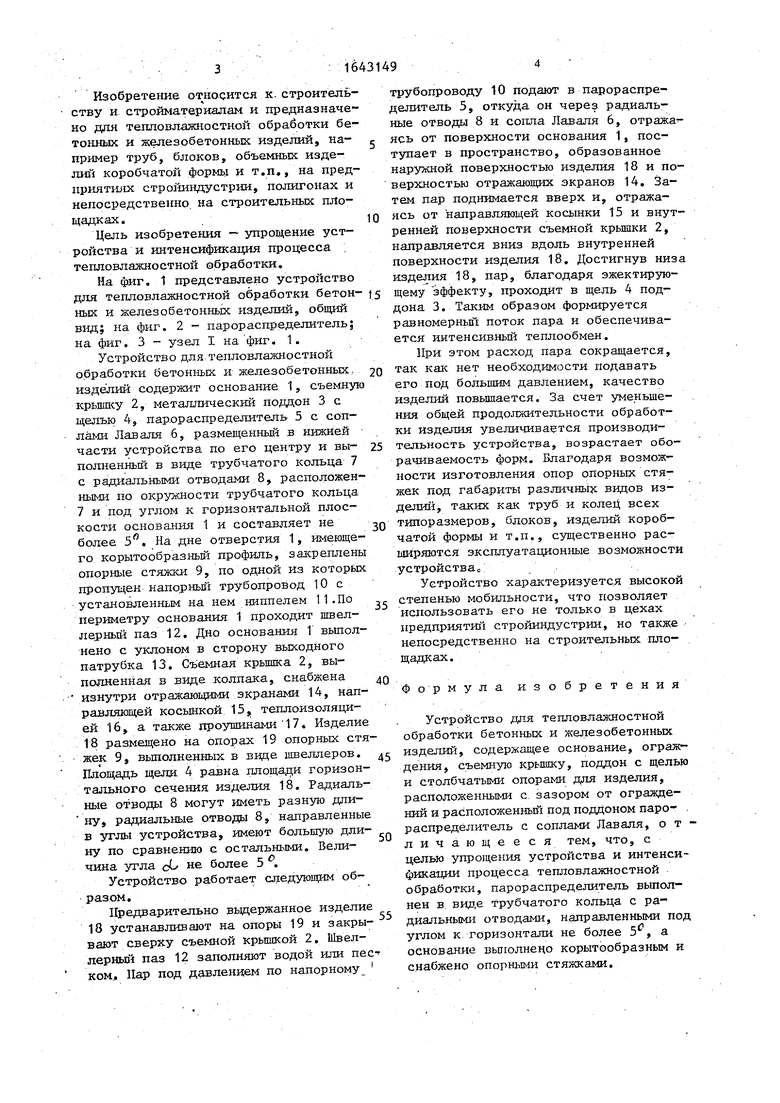
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для тепловлажностной обработки трубчатых изделий | 1988 |
|
SU1608055A2 |
| Устройство для тепловлажностной обработки трубчатых изделий | 1986 |
|
SU1498621A2 |
| Устройство для тепловлажностной обработки трубчатых изделий | 1985 |
|
SU1278232A2 |
| Устройство для тепловлажностной обработки трубчатых изделий | 1983 |
|
SU1184690A1 |
| Устройство для тепловой обработки железобетонных труб | 1975 |
|
SU557082A1 |
| Устройство для изготовления железобетонных виброгидропрессованных труб | 1978 |
|
SU766868A1 |
| Форма для изготовления криволинейных изделий из бетонных смесей | 1983 |
|
SU1090559A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Устройство для изготовления трубчатых изделий из бетонных смесей | 1980 |
|
SU919888A1 |
| Устройство для тепловой обработки трубчатых изделий | 1989 |
|
SU1678632A1 |

фиг.1
Изобретение относится к. строительству и стройматериалам и предназначено для тепловлажностной обработки бетонных и железобетонных изделий, на- пример труб, блоков, объемных изделий коробчатой формы и т.п., на предприятиях стройиндустрии, полигонах и непосредственно на строительных площадках.
Цель изобретения - упрощение устройства и интенсификация процесса тепловлажностной обработки.
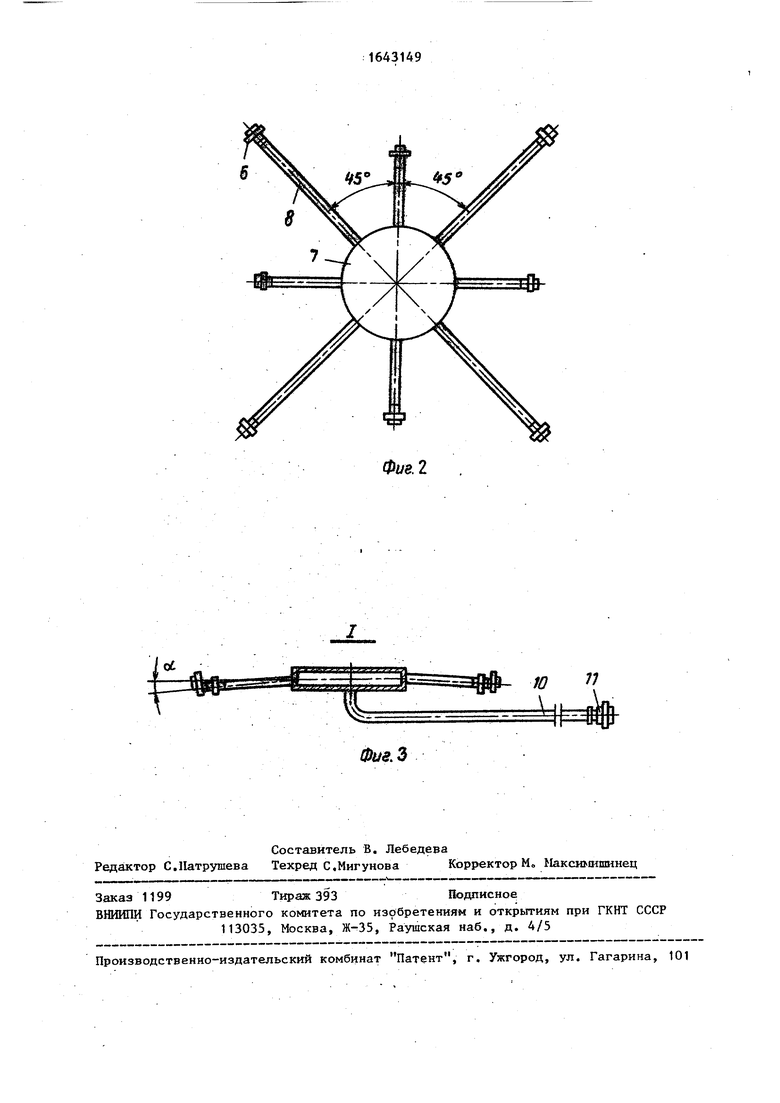
На фиг. 1 представлено устройство для тепловлажностной обработки бетон- ных и железобетонных изделий, общий вид; на фиг. 2 - парораспределитель; на фиг. 3 - узел I на фиг. 1.
Устройство для тепловлажностной обработки бетонных и железобетонных изделий содержит основание 1, съемную крышку 2, металлический поддон 3 с щелью 4, парораспределитель 5 с соплами Лаваля 6, размещенный в нижней части устройства по его центру и вы- полненный в виде трубчатого кольца 7 с радиальными отводами 8, расположенными по окружности трубчатого кольца 7 и под углом к горизонтальной плоскости основания 1 и составляет не более 5я. На дне отверстия 1, имеющего корытообразный профиль, закреплены опорные стяжки 9, по одной из которых пропущен напорный трубопровод 10 с установленным на нем ниппелем 11 .По периметру основания 1 проходит швеллерный паз 12. Дно основания 1 выполнено с уклоном в сторону выходного патрубка 13. Съемная крышка 2, выполненная в виде колпака, снабжена изнутри отражающими экранами 14, направляющей косынкой 15, теплоизоляцией 16, а также проушинами 174 Изделие 18 размещено на опорах 19 опорных стяжек 9, выполненных в виде швеллеров. Площадь щели 4 равна площади горизонтального сечения изделия 18. Радиальные отводы 8 могут иметь разную дли- ну, радиальные отводы 8, направленные в утлы устройства, имеют большую дли- ну по сравнению с остальными. Величина угла сЬ не более 5 °.
Устройство работает следующим образом.
Предварительно выдержанное изделие 18 устанавливают на опоры 19 и закрывают сверху съемной крышкой 2. Швеллерный паз 12 заполняют водой или пес ком. Нар под давлением по напорному
0 5 Q ,. о 5
5
трубопроводу 10 подают в парораспределитель 5, откуда он через радиальные отводы 8 и сопла Лаваля 6, отражаясь от поверхности основания 1, поступает в пространство, образованное наружной поверхностью изделия 18 и поверхностью отражающих экранов 14. Затем пар поднимается вверх и, отражаясь от направляющей косынки 15 и внутренней поверхности съемной крышки 2, направляется вниз вдоль внутренней поверхности изделия 18. Достигнув низа изделия 18, пар, благодаря эжектирую- щему эффекту, проходит в щель 4 поддона 3. Таким образом формируется равномерный поток пара и обеспечивается интенсивный теплообмен.
При этом расход пара сокращается, так как нет необходимости подавать его под большим давлением, качество изделий повышается. За счет уменьшения общей продолжительности обработки изделия увеличивается производительность устройства, возрастает оборачиваемость форм. Благодаря возможности изготовления опор опорных стяжек под габариты различных видов изделий, таких как труб и колец, всех типоразмеров, блоков, изделий коробчатой формы и т.п., существенно расширяются эксплуатационные возможности устройствас
Устройство характеризуется высокой степенью мобильности, что позволяет использовать его не только в цехах предприятий стройиндустрии, но также непосредственно на строительных площадках.
Формула изобретения
Устройство для тепловлажностной обработки бетонных и железобетонных изделий, содержащее основание, ограждения, съемную крышку, поддон с щелью и столбчатыми опорами для изделия, расположенными с зазором от ограждений и расположенный под поддоном парораспределитель с соплами Лаваля, отличающееся тем, что, с целью упрощения устройства и интенсификации процесса тепловлажностной обработки, парораспределитель выполнен в виде трубчатого кольца с радиальными отводами, направленными под углом к горизонтали не более 5е, а основание выполнено корытообразным и снабжено опорными стяжками.
Фиа.2
Фиг.Ъ
