t
(61) 1308430
(21)4491388/08
(22)06„10.88
( 4b) 30004о91„ БгсЛо № 16
(71)Рязанское специальное, конструкторское бюро станкостроения
(72)К„ЕоШкинев и Н.В.Печерсков
(53)621„941(08808)
(56)Авторское свидетельство СССР Ь 1308430, кло В 23 В 19/00, 1988,
(54)УСТРОЙСТВО ДЛЯ УГЛОВОЙ ОРИЕНТАЦИИ ШПИНДЕЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА
(57)Изобретение относится к станкостроению и может быть использовано в станках для угловой ориентации рабочего органа Целью изобретения является повышение надежности станка в ра- боте Устройство содержит привод главного (скоростного) движения шпинделя 4 и привод с двигателем 6 углового позиционирования шпинделя. Выбор зазоров и подтормаживания шпинделя осуществляется механизмом, расположенным на винте и снабженным гайками 17 и подпружиненными вилками с колодками 14а 5 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для угловой ориентации шпинделя металлорежущего станка | 1990 |
|
SU1773676A1 |
| Устройство для угловой ориентации шпинделя металлорежущего станка | 1986 |
|
SU1308430A1 |
| Устройство для угловой ориентации шпинделя металлорежущего станка | 1991 |
|
SU1794595A1 |
| Устройство подключения привода угловой ориентации к шпинделю металлорежущего станка | 1990 |
|
SU1745406A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Устройство для исследования процессов обработки | 1983 |
|
SU1138702A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Держатель вращающегося инструмента | 1988 |
|
SU1627335A1 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ ШПИНДЕЛЯ | 2001 |
|
RU2203161C2 |
| Способ защиты гидростатических направляющих стола карусельного станка | 1988 |
|
SU1664501A1 |
Изобретение относится к станкостроению, может быть использовано в станках для угловой ориентации рабочего органао
Целью изобретения является повышение надежности работы станка путем снижения влияния инерционных масс деталей, закрепленных на шпинделе.
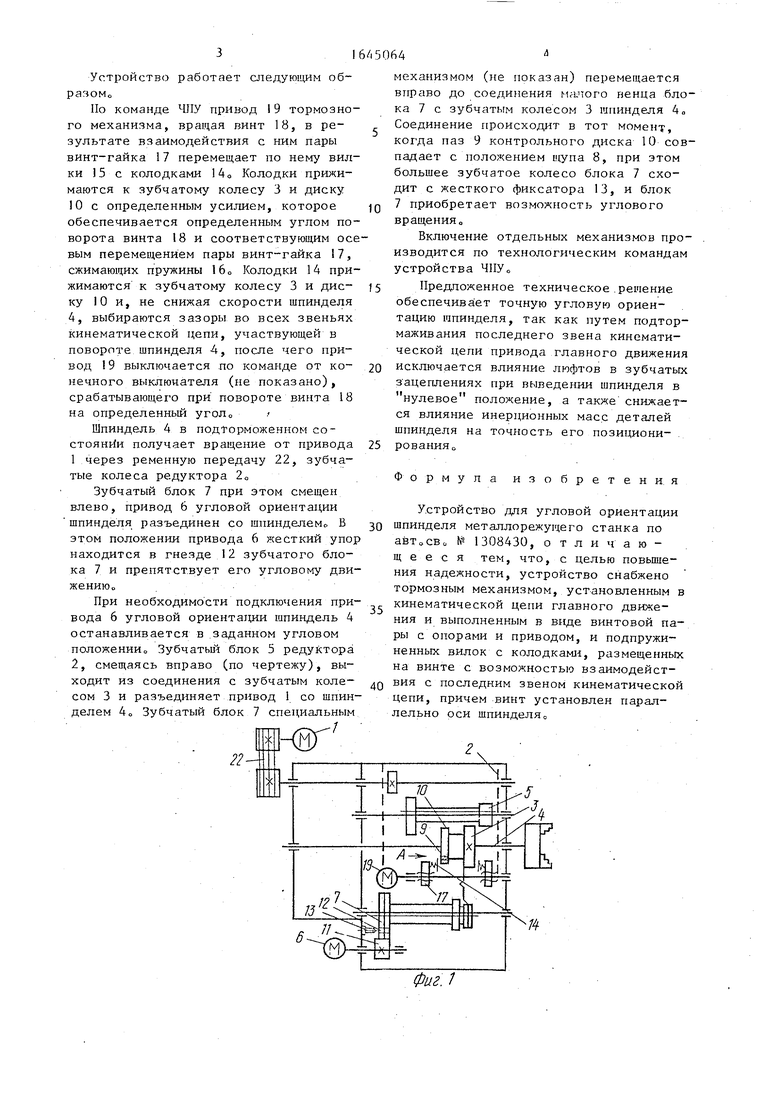
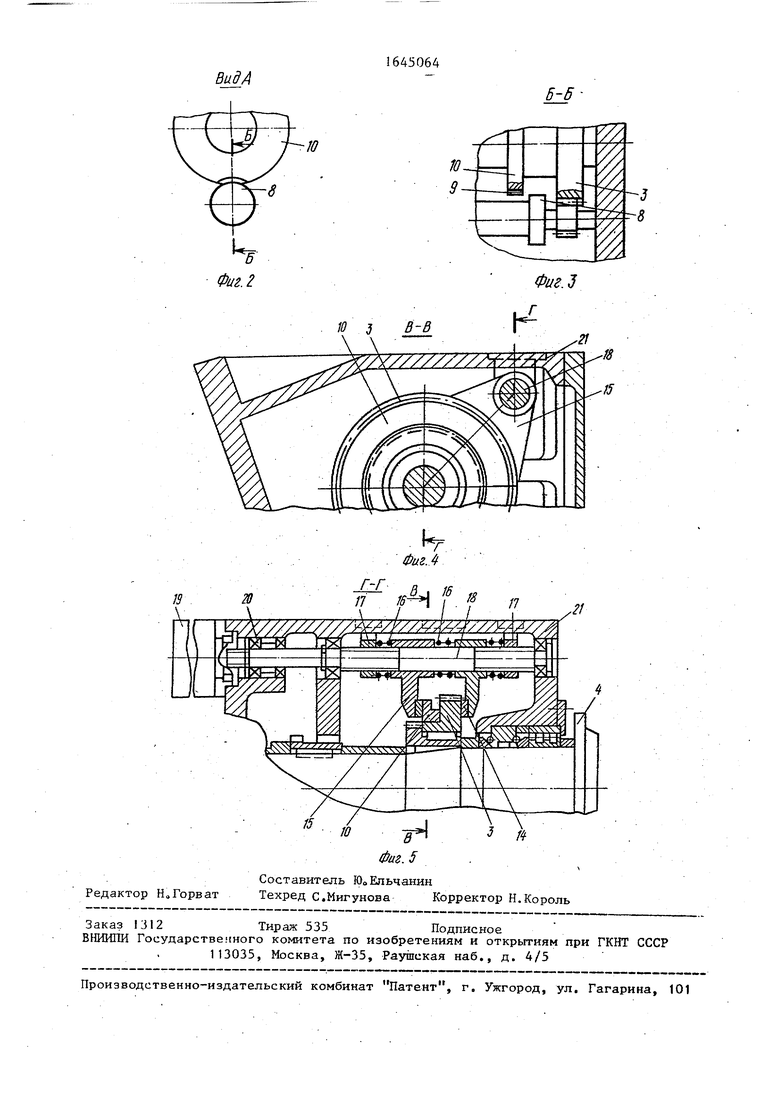
На фиго изображена кинематическая схема устройства; на фиго2 - вид А на фиг Л; на - разрез Б-Б на фиг.,2; на фиг о 4 - разрез В-В на фиго5;, на фиг„5 - разрез Г-Г на фиг.4„
Устройство для угловой ориентации шпинделя металлорежущего станка содержит привод 1 главного (вращательного) движения шпинделя, механический редуктор 2, зубчатое колесо 3 которого жестко закреплено на шпинделе 4, зубчатый блок 5 редуктора 2, привод 6 угловой ориентации шпинделя, подвижный в осевом направлении двойной зубчатый блок 7, на котором жестко закреплен специальный щуп 80 Щуп 8 взаимодействует с пазом 9 контрольного циска 10, жестко соединенного с зубчатым колесом редуктора 20 Большее зубчатое колесо колесо блока 7 взаимодействует с жестко установленным зубчатым колесом il и имеет гнездо 2, которым взаимодействует с жестким фиксатором 13
Зубчатое колесо 3,жестко расположенное на шпинделе 4, взаимодействует с тормозным механизмом., Тормозной механизм включает в себя плоские колодки 14, жестко закрепленные на вилках 15, пружины Ь, механизм 17 (пара винт-гайка) перемещения выюк 15 по винту 18, соединенному с приводом 19 его вращения и установленному параллельно оси шпинделя 4 в опорах 20 качения, размещенных в корпусе 21 шпиндельной бабки. Привод 1 связан с редуктором 2 ременной передачей 22„
С
СП
SS&y
Устройство работает следующим об- рачомо
Но команде ЧПУ привод 19 тормозного механизма, вращая винт 18, в результате взаимодействия с ним пары винт-гайка 17 перемещает по нему вилки 15 с колодками 140 Колодки прижимаются к зубчатому колесу 3 и диску 10 с определенным усилием, которое обеспечивается определенным углом поворота винта 18 и соответствующим осевым перемещением пары винт-гайка 17, сжимающих пружины 160 Колодки 14 прижимаются к зубчатому колесу 3 и диску 10 и, не снижая скорости шпинделя 4, выбираются зазоры во всех звеньях кинематической цепи, участвующей в повороте шпинделя 4, после чего привод 19 выключается по команде от конечного выключателя (не показано), срабатывающего при повороте винта 18 на определенный угол0
Шпиндель 4 в подторможенном со- стоянии получает вращение от привода 1 через ременную передачу 22, зубчатые колеса редуктора 20
Зубчатый блок 7 при этом смещен влево, привод 6 угловой ориентации шпинделя разъединен со шпинделем В этом положении привода 6 жесткий упор находится в гнезде 12 зубчатого блока 7 и препятствует его угловому движению
механизмом (не показан) перемещается вправо до соединения малого венца бло ка 7 с зубчатым колесом 3 шпинделя 4„ Соединение происходит в тот момент, когда паз 9 контрольного диска 10 совпадает с положением щупа 8, при этом большее зубчатое колесо блока 7 сходит с жесткого фиксатора 13, и блок
JQ 7 приобретает возможность углового вращения.
Включение отдельных механизмов производится по технологическим командам устройства ЧНУо
)5 Предложенное техническое решение обеспечивает точную угловую ориентацию шпинделя, так как путем подтор- маживания последнего звена кинематической цепи привода главного движения
20 исключается влияние люфтов в зубчатых
25
зацеплениях при выведении шпинделя в
нулевое положение, а также снижается влияние инерционных масс деталей шпинделя на точность его позиционирования о
Формула изобретения
Устройство для угловой ориентации 30 шпинделя металлорежущего станка по авт0св0 № 1308430, отличающееся тем, что, с целью повышения надежности, устройство снабжено тормозным механизмом, установленным в При необходимости подключения при- кинематической цепи главного движевода 6 угловой ориентации шпиндель 4 останавливается в заданном угловом положении Зубчатый блок 5 редуктора 2, смещаясь вправо (по чертежу), выходит из соединения с зубчатым колесом 3 и разъединяет привод 1 со шпинделем 4о Зубчатый блок 7 специальным
22
40
ния и выполненным в виде винтовой пары с опорами и приводом, и подпружиненных вилок с колодками, размещенных на винте с возможностью взаимодействия с последним звеном кинематической цепи, причем винт установлен параллельно оси шпинделя0
45064&
механизмом (не показан) перемещается вправо до соединения малого венца блока 7 с зубчатым колесом 3 шпинделя 4„ Соединение происходит в тот момент, когда паз 9 контрольного диска 10 совпадает с положением щупа 8, при этом большее зубчатое колесо блока 7 сходит с жесткого фиксатора 13, и блок
JQ 7 приобретает возможность углового вращения.
Включение отдельных механизмов производится по технологическим командам устройства ЧНУо
)5 Предложенное техническое решение обеспечивает точную угловую ориентацию шпинделя, так как путем подтор- маживания последнего звена кинематической цепи привода главного движения
20 исключается влияние люфтов в зубчатых
зацеплениях при выведении шпинделя в
нулевое положение, а также снижается влияние инерционных масс деталей шпинделя на точность его позиционирования о
Формула изобретения
Устройство для угловой ориентации 30 шпинделя металлорежущего станка по авт0св0 № 1308430, отличающееся тем, что, с целью повыше
ния и выполненным в виде винтовой пары с опорами и приводом, и подпружиненных вилок с колодками, размещенных на винте с возможностью взаимодействия с последним звеном кинематической цепи, причем винт установлен параллельно оси шпинделя0
Фиг. /
Фиг. 2
л
Ин
Lnjf
15
10
-И
Редактор Н„Горват
8 Фаг. 5
Составитель Ю0Ельчанин Техред С.МигуноваКорректор Н.Король
Фиг.З
ФигЛ
Ин
njf
/
2
/
-И
