1
(21)-4705303/08
(22)24,03,89
-(46) 30.04.91. Бкш. ir 16 (75) М.В.Уденеев и А.А.Шевалдин
(53)621.9.048 (088.8)
(56)Авторское свидетельство СССР № 1419836, кл. В 23 Н 7/10, 1986.
(54)УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ
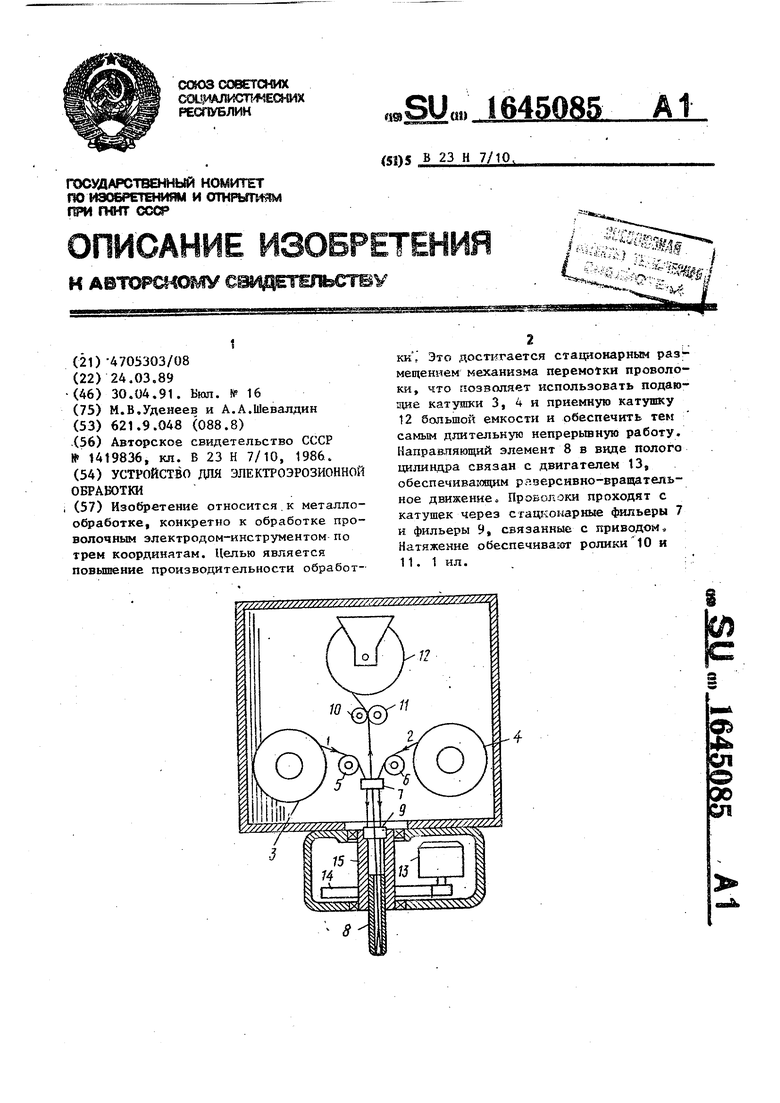
(57)Изобретение относится к металлообработке, конкретно к обработке проволочным электродом-инструментом по трем координатам. Целью является повышение производительности обработки . Это достигается стационарным размещением механизма перемотки проволоки, что позволяет использовать подающие катушки 3, ч и приемную катушку 12 большой емкости и обеспечить тем самым длительную непрерывную работу. Направляющий элемент 8 в виде полого цилиндра связан с двигателем 13, обеспечивающим рдзерсивно-вращатель- ное движение. Проволоки проходят с катушек через сгацкокарные фильеры 7 и фильеры 9, связанные с приводом. Натяжение обеспечивают ролики 10 и 11. 1 ил.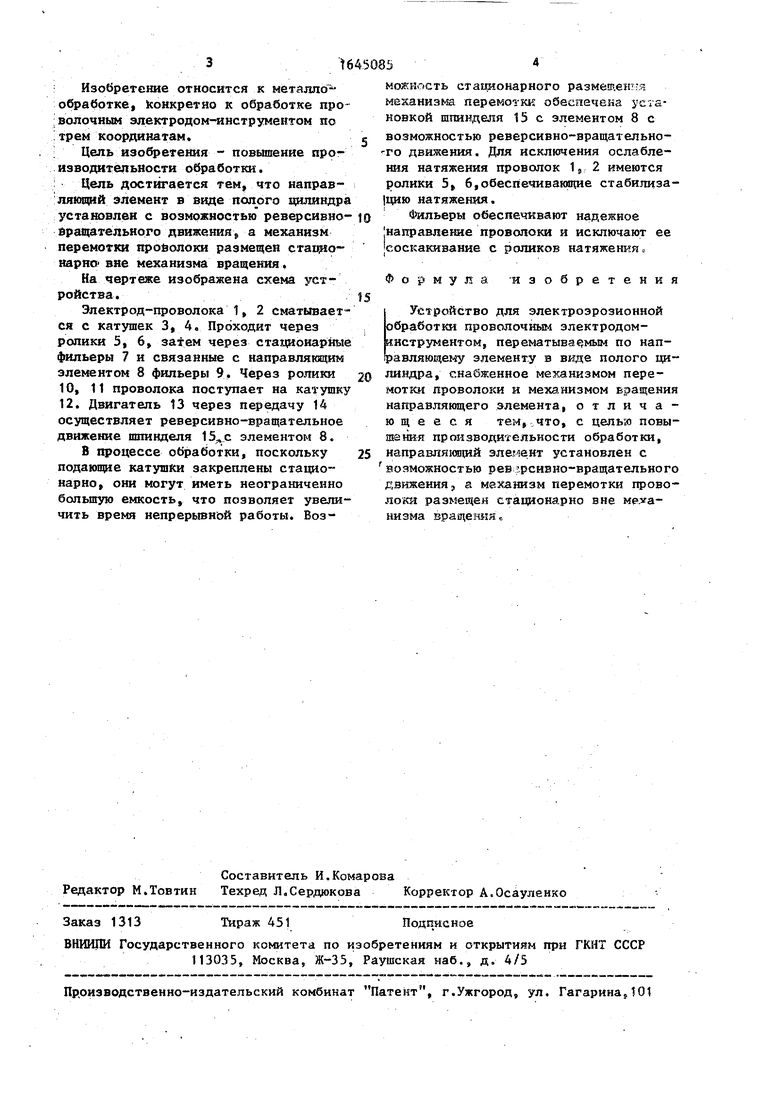
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО ФОРМООБРАЗОВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2455133C1 |
| Устройство для электроэрозионной обработки | 1984 |
|
SU1311878A2 |
| Устройство для электроискрового вырезаниящЕлЕй | 1979 |
|
SU837709A1 |
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| Устройство к электроэрозионному станку для перемотки электродапроволоки | 1978 |
|
SU657948A1 |
| СПОСОБ ЭРОЗИОННО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2466835C2 |
| Устройство для электроэрозионной обработки проволочным электродом- инструментом | 1977 |
|
SU738814A1 |
| Электроэрозионный станок | 1980 |
|
SU948598A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СЛОЖНОФАСОННЫХ ПОВЕРХНОСТЕЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1992 |
|
RU2014184C1 |
4
Ф
Ј СИ
Изобретение относится к металле- обработке, Конкретно к обработке проволочным электродом-инструментом по трем координатам.
Цель изобретения - повышение производительности обработки.
Цель достигается тем, что направляющий элемент в виде полого цилиндра установлен с возможностью реверсивно- йращательного движения, а механизм перемотки проволоки размещен стацяо- нарно вне механизма вращения.
На чертеже изображена схема устройства .
Электрод-проволока 1,2 сматывается с катушек 3, 4. Проходит через ролики 5, 6, затем через стационарные фильеры 7 и связанные с направляющим элементом 8 фильеры 9. Через ролики 10, 11 проволока поступает на катушку 12. Двигатель 13 через передачу 14 осуществляет реверсивно-вращательное движение шпинделя элементом 8.
В процессе обработки, поскольку подающие катушки закреплены стационарно, они могут иметь неограниченно большую емкость, что позволяет увеличить время непрерывной работы. ВозСоставитель И.Комарова Редактор М.Товтин Техред Л.Сердюкова Корректор А.Осауленко
Заказ 1313
Тираж 451
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
можнпсть стационарного размещена механизма перемотки обеспечена установкой шпинделя 15 с элементом 8 с возможностью реверсивно-вращательно- -го движения. Для исключения ослабления натяжения проволок 19 2 имеются ролики 5, 6,обеспечивающие стабилиза- |цию натяжения.
Фильеры обеспечивают надежное направление проволоки и исключают ее соскакивание с роликов натяжения
Формула -изобретения
Устройство для электроэрозионной обработки проволочным электродом- инструментом, перематываемым по направляющему элементу в виде полого цилиндра, снабженное механизмом перемотки проволоки и механизмом вращения направляющего элемента, отличающееся тем, что, с целью повы- Ш2НКЯ производительности обработки, направляющий элемент установлен с возможностью рев рснвно-вращательного движения, а механизм перемотки проволока размещен стационарно вне механизма вращения.
Подписное
