Од
оз ф ф
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к электроэрозионной обработке проволочным электродом-инструментом.5
Известно устройство для электроэрозионной обработки проволочным электродом-инструментом, перемещаемым механизмом перемотки, который состоит из подающей и приемной катушек, 0 а также верхней и нижней направляющих, расположенных по обе сторонь: обрабатываемой детали, устанавливаемой на рабочем столе, содержащее механизм автоматической заправки прово- 15 лочного электрода-инструмента, снабженный приспособлением для отрезки проволоки С 1
Однако это устройство не может обеспечить надежную заправку прово- 20 лочных электродов, выполненных из различных металлов- и сплавов и имеющих малый диаметр.
Поскольку проволочнь е электроды диаметром менее 0,1 мм имеют малую 25 формоустойчивость, то при их автоматической заправке свободный конец упирается в стенки заходного отверстия детали или вспомогательного приспособления в виде трубки, в резуль- 30 тате-чего конец проволочного электрода не достигает тянущих роликов и нарушается цикл автоматической заправки проволоки. Это относится к проволочным электродам, выполненным из тугоплавких металлов или сплавов,например из вольфрама, молибдена, сплавов вольфрам-рений, молибден-вольфрам и др. Такие проволочные электроды широко используемые в электроэрозион- JQ ной обработке,не могут быть автоматически заправлены в известное устройство, поскольку свободный (заправочный) конец этих прозолочньпс электродов обладает высокой упругостью и об- 45 разует либо виток,либо петлю, значи-iтельно превышающие диаметр заходного отверстия, выполненного в детали.
Способность указанных провохючньсх: электродов образовывать на свободном 50 конце петлю также не позволяет осуществить заправку в подвижную трубку, так как усилие проталкивания проволочного электрода может оказаться больше, чем формоустойчивость запра- 55 вочного участка электрода от подающих роликов до входа в трубку и в этом промежутке будет образовываться
петля из невои1ед111его в трубку проволочного электрода. Кроме того, сво- бодный конец проволочного электрода после выхода трубки закручивается не образуя прямолинейного участка, необходимого для его захвата гянуявими роликами.
Цель изобретения - расширение технологических возможностей устройства за счет обеспечения возможности заправки проволочного электрода-инструмента малого диаметра.
Поставленная цель достигается тем что в устройстве для электроэрозионмой обработки проволочным эле :тродоминструментом, механизм перемотки которого состоит из подаюишй и приемной катушек, содержащее также верхнюю и ний:нюю направляющие, рас;положенные по обе стороны рабочегс стола, и механизм автоматической заправки проволочного электрода-инструмента, снабженный приспособлением для отрезки проволоки, механизм автоматической заправки проволочного электрода-инструмента выполнен в виде установленного между рабочим столом и нижней направляющей с возможностью возвратно-поступательного перемещения в горизонтальной плоскости захвата и ловителя, установленного кад рабочим столом с возможностью вертикального возвратно-поступательного перемещения, причем нижняя кап завляющая снабжена упором для переги(5а проволочного электрода-инструмента по направлению к захвату, а ловитсшь вь;полнен в ви,а;е крючка.
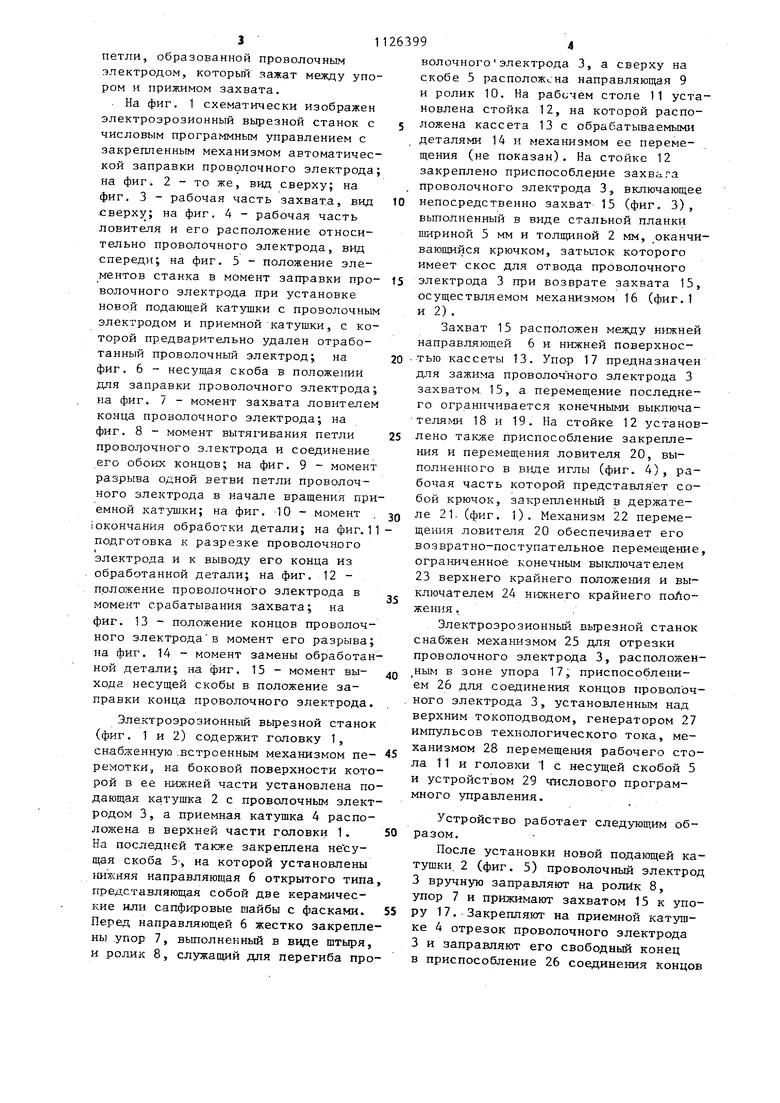
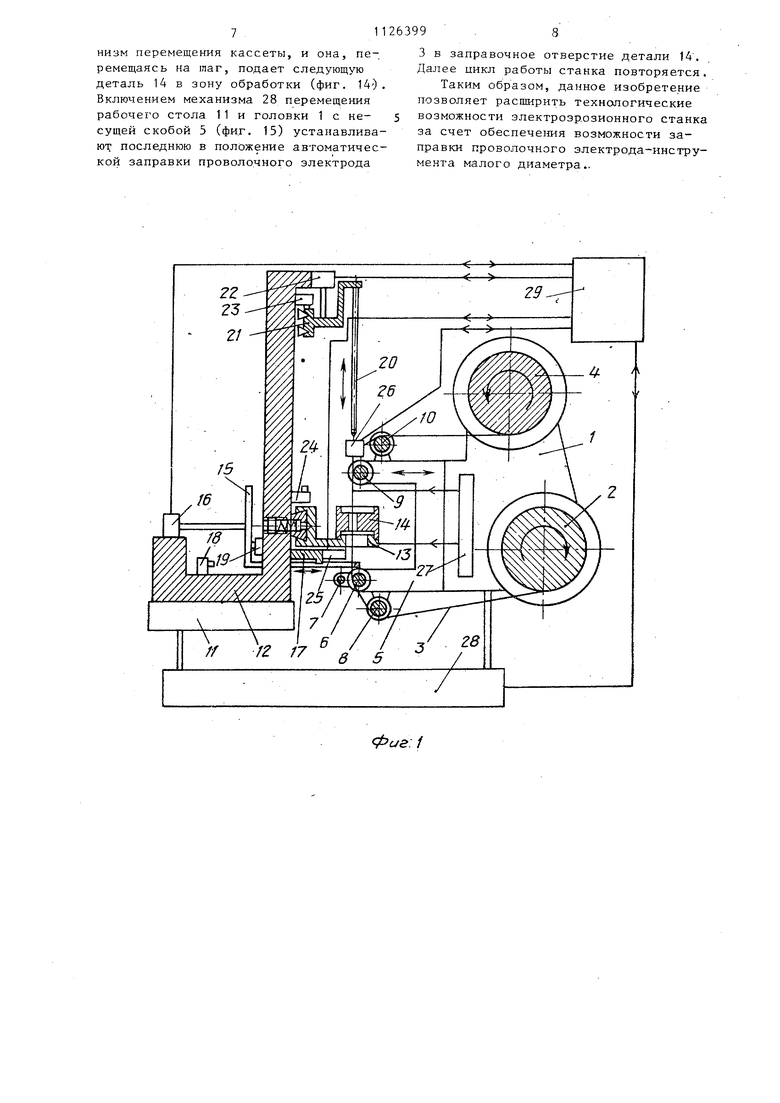
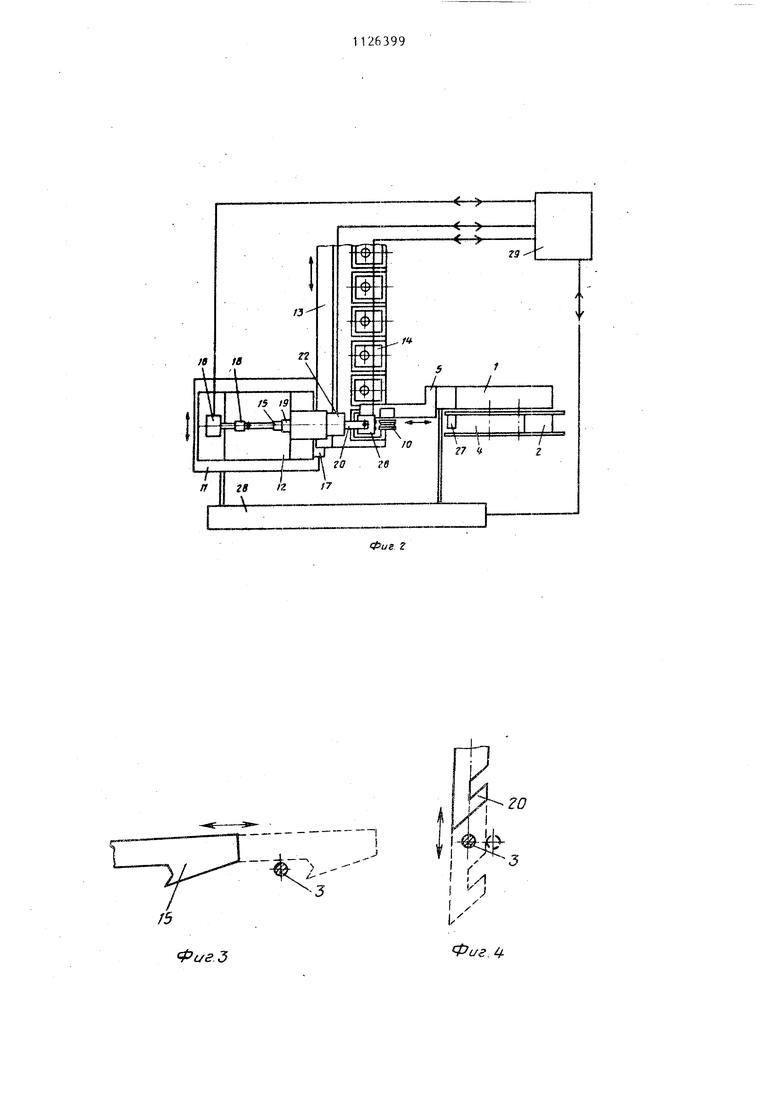
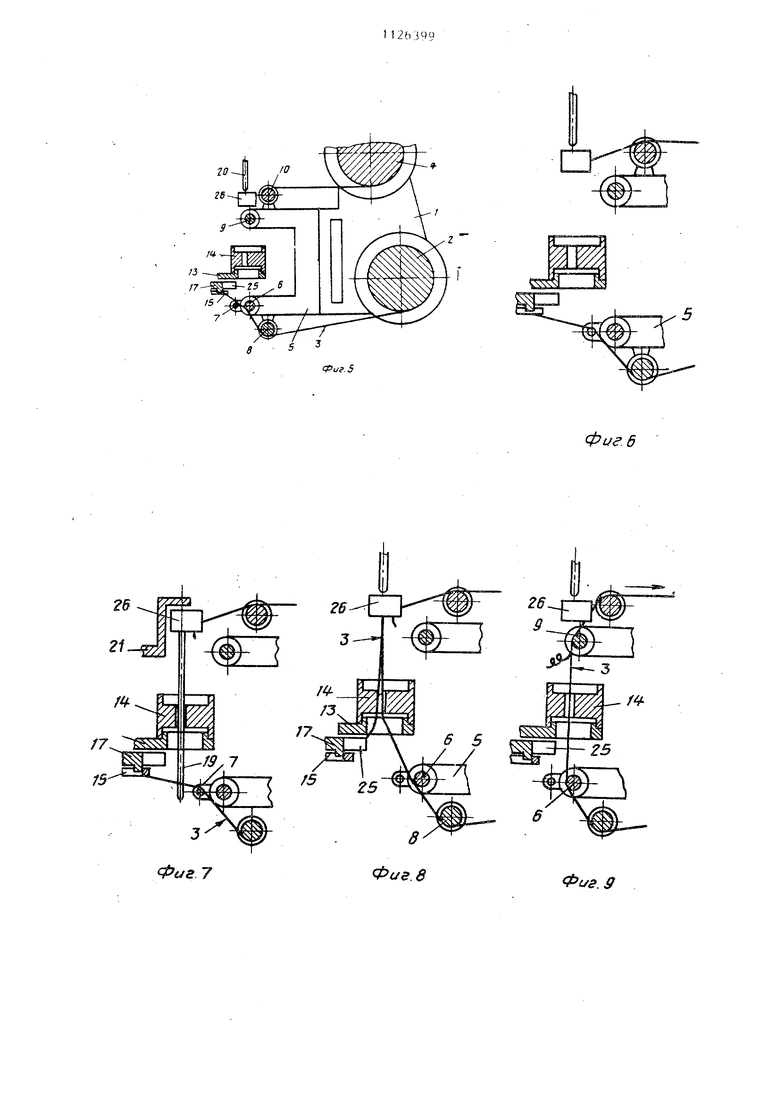
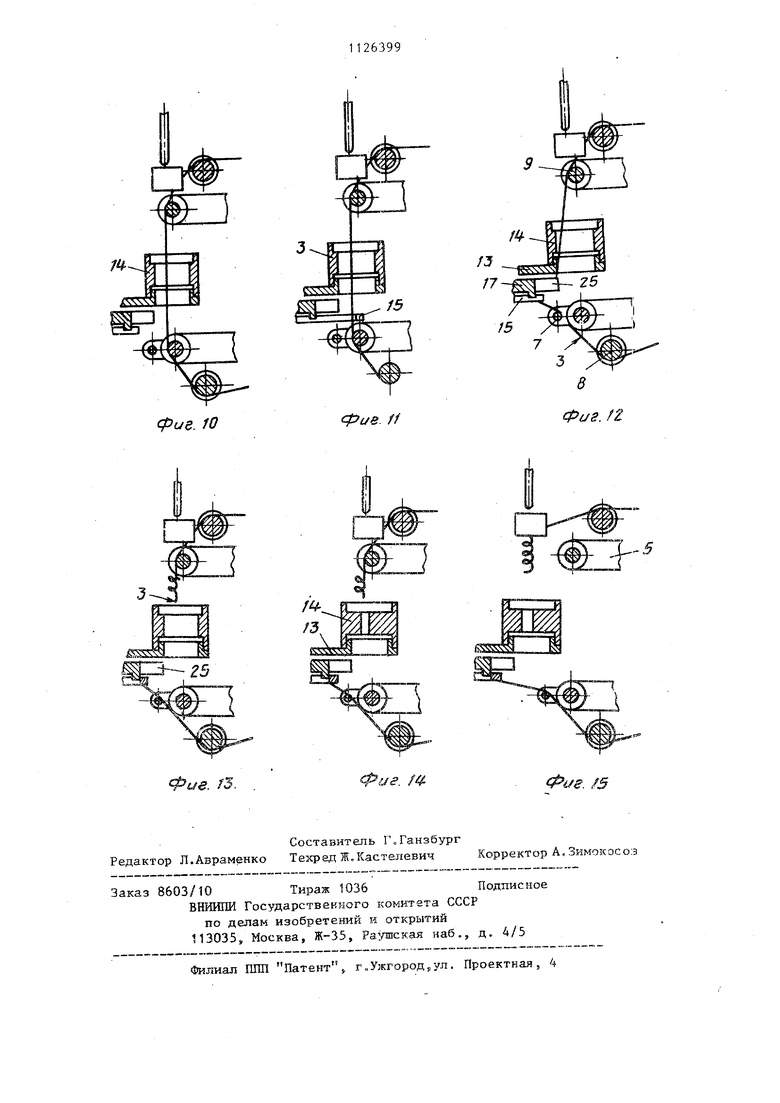
Автоматическая заправка пронолочного электрода в предлагаемом устройстве может быть осуществлена н ;зависимо от диаметра и материала электрода потому;, что устройство снабя;ено механизмом, фиксирующим в натянутом положении нижний конец проволо ного электрода захватом/ установленным между рабочим столом и нижней направляющей.. При перемещении игль лсвителя сквозь заходное отверстие детали в крайнее нижнее положение его крючок зацепляет и вытягивает нил-;иий натянутый конец проволочного электрода в механизк ,для соединения его обоих концов, где и происходит сраuo вaниe5 например, скобами вь тяиу ;ой петли и конца проволочного электрода намотанного на гфиемную кагуш :у, После этого производится отрезка кэнца 31 петли, образованной проволочным электродом, которьм зажат между упором и прижимом захвата. . На фиг. 1 схематически изображен электроэрозионный вырезной станок с числовым программным управлением с закрепленным механизмом автоматической заправки проволочного электрода на фиг. 2 - то же, вид сверху; на фит. 3 - рабочая часть захвата, вид сверху; на фиг. 4 - рабочая часть ловителя и его расположение относительно проволочного электрода, вид спереди; на фиг. 5 - положение элементов станка в момент заправки проволочного электрода при установке новой подающей катушки с проволочным электродом и приемной катушки, с которой предварительно удален отработанный проволочный электрод; на фиг. 6 несущая скоба в положении для заправки проволочного электрода; на фиг. 7 - момент захвата ловителем конца проволочного электрода; на фиг. 8 - момент вытягивания петли провох1очного электрода и соединение .его обоих концов; на фиг. 9 - момент разрыва одной ветви петли проволочного электрода в начале вращения при емной катушки; на фиг. -10 - момент {Окончания обработки детали; на фиг. 1 подготовка к разрезке проволочного электрода и к выводу его конца из обработанной детали; на фиг. 12 положение проволочного электрода в момент срабатывания захвата; на фиг. 13 - положение концов проволочного электродав момент его разрыва на фиг. 14 - момент замены обработан ной детали; на фиг. 15 - момент выхода несущей скобы в положение заправки конца проволочного электрода Электроэрозионный вырезной стано (фиг. 1 и 2) содержит головку 1, снабженную .встроенньм механизмом пе ремотки, на боковой поверхности кот рой в ее нижней части установлена п дающая катушка 2 с проволочньш элек родом 3, а приемная катушка 4 распо ложена в верхней части головки 1. На последней также закреплена несущая скоба 5-, на которой установлены шшняя направляющая 6 открытого тип представляющая собой две керамичесрсие или сапфировые шайбы с фасками. Перед направляющей 6 жестко закрепл ны упор 7, выполненный в виде штыря и ролик 8, служаЕций для перегиба пр 94 волочногоэлектрода 3, а сверху на скобе 5 расположена направляющая 9 и ролик 10. На рабочем столе 11 установлена стойка 12, на которой расположена кассета 13 с обрабатываемыми деталями 14 и механизмом ее перемещения (не показан). На стойке 12 закреплено приспособле{ше захвата проволочного электрода 3, включающее непосредственно захват 15 (фиг. 3), выполненный в виде стальной планки шириной 5 мм и толщиной 2 мм, оканчивающийся крючком, затьиок которого имеет скос для отвода проволочного электрода 3 при возврате захвата 15, осуществляемом механизмом 16 (фиг.1 и 2). Захват 15 расположен между нижней направляющей 6 и нижней поверхностью кассеты 13. Упор 17 предназначен для зажима проволочного электрода 3 захватом. 15, а перемещение последнего ограничивается конечными выключателями 18 и 19. На стойке 12 установлено также приспособление закрепления и перемещения ловителя 20, выполненного в виде иглы (фиг. 4), рабочая часть которой представляет собой крючок, закрепленный в держателе 21. (фиг, 1). Механизм 22 перемещения ловителя 20 обеспечивает его возвратно-поступательное перемещение, ограниченное конечным выключателем 23 верхнего крайнего положения и выключателем 24 Hi-DKHero крайнего поЛожения. Электроэрозионный вьфезной станок снабжен механизмом 25 для отрезки проволочного электрода 3, расположенным в зоне упора 17, приспособлением 26 для соединения концов проволочного электрода 3, установленным над верхним токоподводом, генератором 27 импульсов технологического тока, механизмом 28 перемещения рабочего стола 11 и головки 1 с несущей скобой 5 и устройством 29 числового программного управления. Устройство работает следу-тощим образом. После установки новой подающей катушки, 2 (фиг. 5) проволочный электрод 3 вручную заправляют на ролИк 8, упор 7 и прижимают захватом 15 к упору 17, Закрепляют на приемной катушке 4 отрезок проволочного электрода 3 и заправляют его свободный конец в приспособление 26 соединения концов проволочного электрода 3. При этом ловитель 20 находится s крайнем верх нем положении, определяемом конечным выключателем 23. Кассету 13 (фиг.2) с деталью .14, предназначенной для обработки, устанавливают в исходное положение.После этого станок гот)ОВ к з правке проволочного электрода в автоматическом режиме. Управление работой станка осущест вляется устройством 29 (фиг. 1 и 2) числового программного управления. С помощью механизма 28 рабочий стол 11 с головкой 1 и с несущей ско бой 5 перемещается так, что направ ляющие 6 и 9 не препятствуют прохождению ловителя 20 в заходное отверстие детали 14 (фиг. 6), Затем приводится в действие механизм 22 перемещения держателя 21 с ловителем 20. Механизм 22 перемен1ения ловителя 20 выполнен в виде пневмодилиндра со ШТОКОМ; либо в виде электродвигателя с ходовым винтом и гайкой. Рабочая часть ловителя 20 последовательно проходит через приспособление 26 для соединения концов проволочного электрода 3 и заходное отверстие детали 14 и затем входит в контакт с проволочным электродом 3,, натянутым между упором 17 (фиг. 7). При этом проволочный электрод 3 попадает в прорезь крючка рабочей части ловитепя 20 (фиг. 4). Нижнее положение ловителя 20 onpe деляется конечным выключателем 24, после срабатывания которого механизм перемещения 22 держателя 21 с ловителем 20 поднимает последний с концом проволочного электрода 3 в крайнее положение 5 определяемое конечным выю1ючателем 23 (фиг. 8,), Во время движения ловите 1Я 20 вверх одна ветвь петли, образованной проволочнь м электродом 3,, попадает в Mexai-шзм 25, служаюашй для отрезки проволочного электрода 3, а часть г1етли вводится в приспособление 26 для соединения концов проволочного электрода 3, где.и происходит скрепление вытянутой ловителем 20 л.етли с концом проволочного электрода 3, ранее закрепленного на катушке 4, Соедйнени,е концов злектрода может быть осуществлено од1шм из известньш способов, HanpHhjep скруткой, обжтгмом скобаг-ш из пластичных материалов, сваркой и т.д. При использовании проволоки диаметром менее 0,1 мм, изготовленной из -тугоплавких металлов, -делесообразно скреплять ее конды обжимом скобами из пластичных металлов (медь, алюминий) „ Дпя соединения кондов проволочного электрода диаметром 0,20,3 мм можно применять сварку. После соединения концов проволочного электрода 3 в приспособлении 26 механизмом 25 производится отрезка конца петли, образованной проволочным электродом 3, который зажат между упором 17 и прил-сймом захвата 15 (фиг. 9). При использовании проволоч- ного электрода диаметром менее О,1 мм отрезку конца проволоки целесообразно производить пропусканием сжигаюпшго импульса электрического тока, а при использовании медной или латунной проволоки диаметром 0,2-0,3 мм рациональнее отрезку производить ножами. После отсоединения конца петли от упора 17 вращением приемной катушки 4 место соединения концов проволочного электрода 3 с остатками выводится из рабочей .зоны и наматывается на катушку 4. Bключeниe механизма 28 рабочего стола 11 и головки 1 осуществляется перемещение щей скобь 5, которая, занимает рабочее положение, когда ось .npoBOJiO4Hoго электрода 3 проходит ч€-.рез заходное отверстие в обрабатгэтаемой дета-ли 14. .После включения генератора 27 импульсов технологи-ческого тока гроизводится .электроэрозионная обработка детали 14 по заданной, программе, а после ее Обработки (фиг. 10) генератор 27 и привод вращения приемкой катушки 4 отключаются. Включается механизм 16 перемещения захвата 15 и последними перемещается в .наиранлении нижней направляющей 6 до у;оментг срабат.ывакия концевого выключател.я 19 (фиг. 11). После срабатывания концевого выключателя 19 механизм 16 перемещает захват 15 с проволочньм электродом 3 к упору 17 (фиг. 12) до срабатывания концевого выключателя 18 (фиг. 1 и 2), При этом ветвь проволочного злектрода .3, прохо.дятдая через обработанную деталь 14; попадает в механизм 25 дл.я отрезки про)зопочного электрода 3., который отрезается после срабатывания ксн.цевого вкчшю.:;-теля 18 (фш% П) ,. Включаете механизм перемещения кассеты, и она, перемещаясь на шаг, подает следующую деталь 14 в зону обработки (фиг. 14-). Включением механизма 28 перемещения рабочего стола 11 и головки 1 с несущей скобой 5 (фиг. 15) устанавливают последнюю в положение автоматической заправки проволочного электрода
3 в заправочное отверстие детали 14. Далее цикл работы станка повторяется. Таким образом, данное изобретение позволяет расширить технологические возможности электроэрозионного станка за счет обеспече1шя возможности заправки проволочного электрода-инструмента малого диаметра..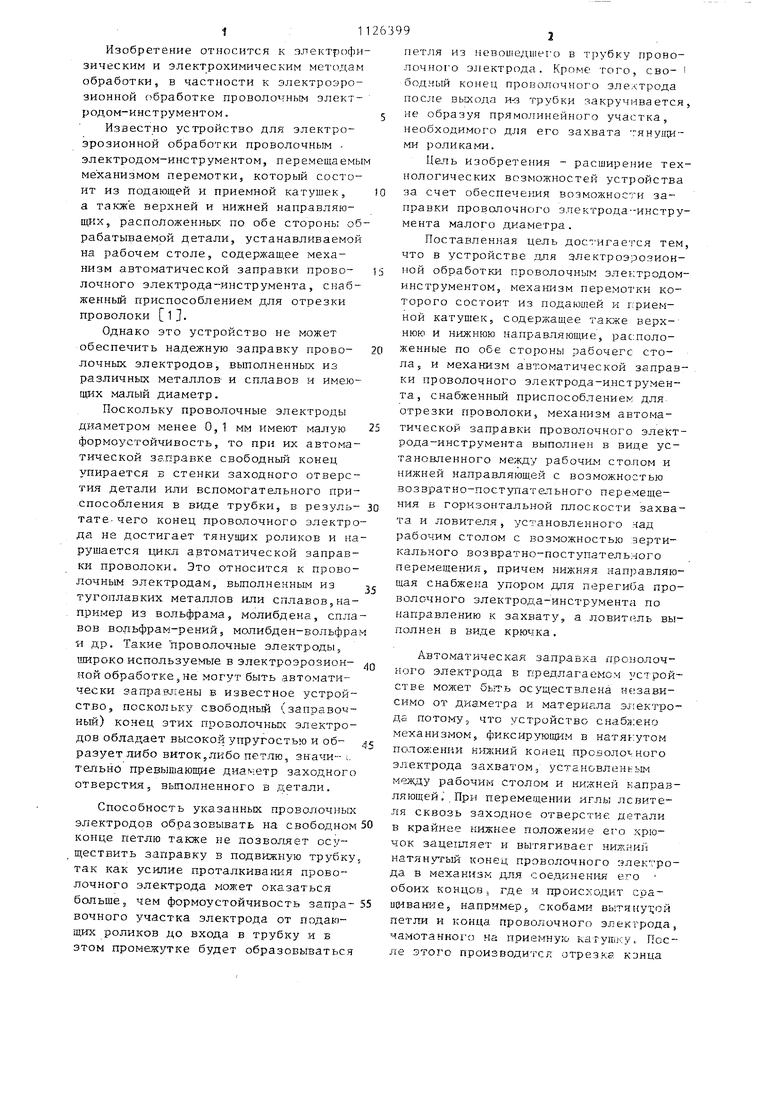

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Устройство для электроэрозионной обработки | 1984 |
|
SU1311878A2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ЭЛЕКТРОДА-ПРОВОЛОКИ В ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКАХ | 1995 |
|
RU2094186C1 |
| Устройство для электроэрозионной обработки | 1987 |
|
SU1602636A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| Устройство для автоматической заправки проволочного электрода-инструмента | 1989 |
|
SU1703317A1 |
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| Устройство к электроэрозионному станку для перемещения электрода-проволоки | 1980 |
|
SU992148A1 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Устройство для автоматической заправки электрода-проволоки в электроэрозионных вырезных станках | 1981 |
|
SU1009684A1 |
УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ проволочньм электродом-инструментом, механизм перемотки которого состоит из подающей и приемной катушек, содержащее также верхнюю и нижнюю направляющие, расположенные по обе стороны рабочего стола, и механизм автоматической заправ ки проволочного электрода-инструмента , снабженный приспособлением для отрезки проволоки, отличающееся тем, что, с целью расширеНИН технологических возможностей за счет обеспечения возможности заправки проволочного электрода-инструмента малого диаметра механизм автоматической заправки проволочного электрода-инструмента выполнен в виде установленного между рабочим столом и нижней направляющей с возможностью возвратно-поступательного перемещения в горизонтальной плоскости захвата и ловителя, установленного над рабочим столом с возможностью вертикального возвратно-поступательного перемещения, причем нижняя направляющая снабжена упором для перегиба ijpoволочного электрода-инструмента по направлению к захвату, а ловитель выполнен в виде крючка.
фиг: 1
г 5
Фаг.
Фиг. 5
рж
фиг. 6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 755491, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
