Известен полуавтомат для удаления и выправления затяжных металлических гребешков, имеюш,ий захватывающие клещи и взаимодействующий с ними подпружиненный толкатель. Для отделения гребещка от колодки толкатель перемещается возвратно-поступательно.
Предлагаемый полуавтомат обеспечивает .объединение операций удаления и выправления затяжных металлических гребешков и повыщения производительности труда. Для этого полуавтомат снабжен взаимодействующими с захватывающими клещами и толкателем формующими матрицами, имеющими форму готовых гребешков. Под матрицами смонтирован стол с вырезом, соответствующим по форме готовым гребешкам и служащим для их отвода. Перемещение захватывающих клещей формующих матриц и толкателя осуществляется при помощи пневмопривода.
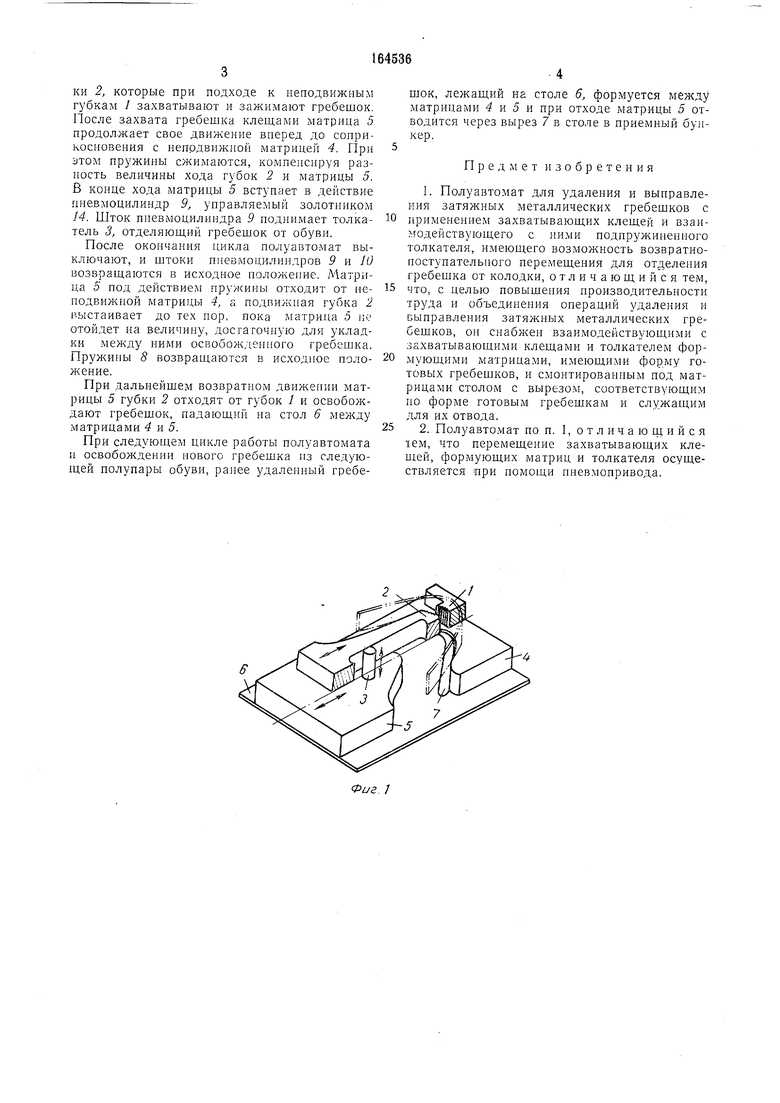
Па фиг. 1 схематически изображен рабочий орган полуавтомата; на фиг. 2 - полуавтомат в продольном разрезе; на фиг. 3 -то же, вид сверху.
Полуавтомат имеет захватывающие клещи, губки 1 которых неподвижны, а губки 2 подвижны, подпружиненный толкатель 3 и взаимодействующие с клещами и толкателем формующие матрицы 4 W. 5, имеющие форму готовых гребешков. При этом матрица 4 неподвил на, а матрица 5 перемещается возвратнопоступательно вдоль стола 6, смонтнрованногс под матрицами. Вырез 7 в столе соответствует по форме готовым гребешкам с учетом остаточной деформации.
Матрица 5 пружинами 8 связана с подвижными губками 2.
Перемещение захватывающих клещей, формующих матриц и толкателя осуществляется при помощи пневмопривода, содерлчащего пневмоцилнндры 9 и 10.
Шток 11 пневмоцилиндра/f через траверсу 12 и тяги 13 соединен с подвил ной матрицей 5. В нижней части ее прикреплен пневмоциJIИHдp 9, шток которого связан с толкателем 5. Последний получает возвратно-поступательное двил ;ение в вертикальной плоскости.
Полуавтомат работает следующим образом.
Обувь с затяжным гребешком устанавливают на толкатель 3 следом вниз таким образом, чтобы выступающая часть гребещка поместилась между губками У и 2 захватывающими клей. Формующие матрицы 4 к 5 быть раскрыты.
При включении пневмопривода сначала приводится в действие цнлиндр 10, шток 11 которого в свою очередь приводит в движение подвижную матрицу 5 вместе с пневмоцилиндром 9 в сторону неподвижной матрицы 4. Одновременно он перемещает подвижные губки 2, которые при подходе к неподвижным губкам / захватывают и зажнмают гребешок. После захвата гребешка клеш,ами матрнца 5 продолжает свое движение вперед до соприкосновения с неподвижной матрицей 4. При этом пружины сжимаются, компенсируя разность величины хода губок 2 и матрицы 5. В конце хода матрицы 5 вступает в действие гшевмоцилиндр 9, управляемый золотником 14. Шток пневмоцилиндра 9 поднимает толкатель 3, отделяющий гребешок от обуви.
После окончания цикла полуавтомат выключают, и штоки пневмоцилиндров 9 к 10 возвращаются в исходное положение. Матрица 5 под действием пружиу-1ы отходит от неподвижной матрицы 4, а подвижная губка 2 выстаивает до тех нор, пока матрица 5 не отой.ает на величину, достаточную для укладки между ними освобожденного гребешка. Пружины 8 возвращаются в исходное положение.
При дальнейшем возвратном движении матрицы 5 губки 2 отходят от губок 1 и освобождают гребешок, падающий на стол 6 между матрицами 4 и 5.
При следующем цикле работы полуавтомата н освобождении нового гребешка из следующей полупары обуви, ранее удаленный гребеШОК, лежащий нг столе 6, формуется между матрицами 4 и 5 и при отходе матрицы 5 отводится через вырез 7 в столе в приемный бункер.
Предмет изобретения
1.Полуавтомат для удаления и выправления затяжных металлических гребешков с применением захватывающих клещей и взаимодействующего с ними подпружииенного толкателя, имеющего возможность возвратнопоступательпого перемещения для отделения гребешка от колодки, отличающийся тем, что, с целью повышеиия производительности труда и объединения операций удаления и выправления затяжных металлических гребешков, он снабжен взаимодействующими с захватывающими клещами и толкателем формующими матрицами, имеющими форму готовых гребещков, и смонтированным под матрицами столом с вырезом, соответствующим но форме готовым гребешкам и служащим для их отвода.
2.Полуавтомат по п. 1, о т л и ч а ю щ и и с я тем, что перемещение захватывающих клещей, формующих матриц и толкателя осуществляется при помощи пневмопривода.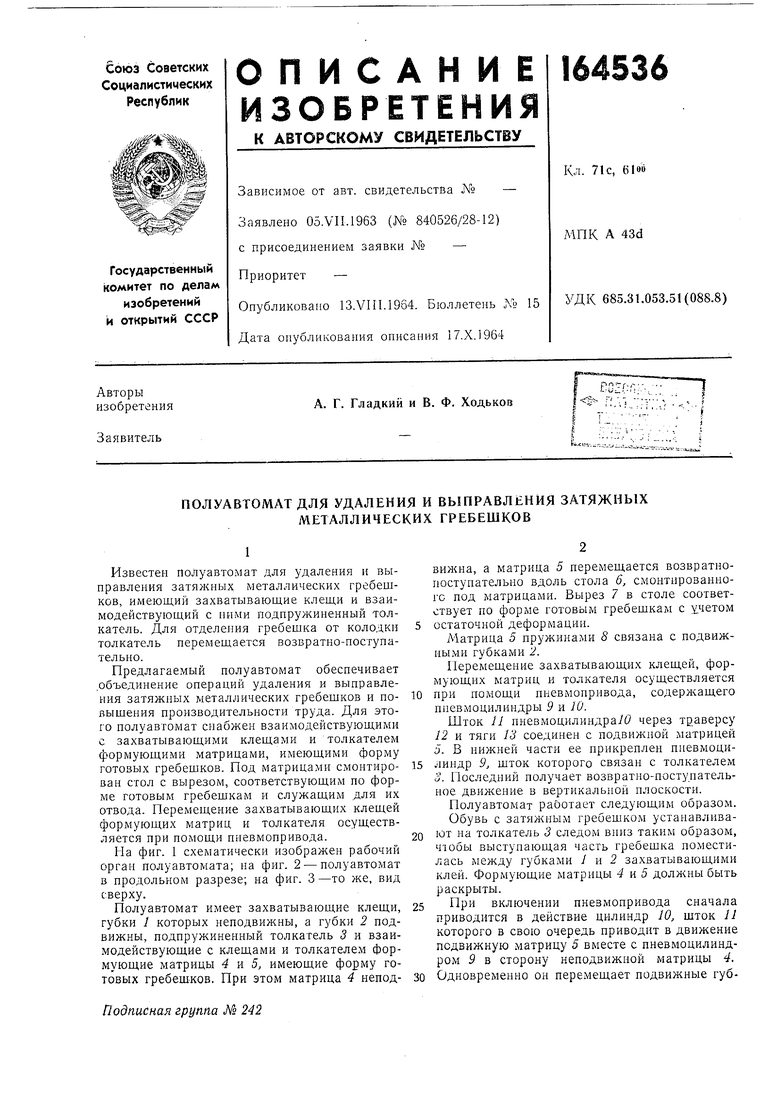
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки деталей | 1983 |
|
SU1206043A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Машина для прочесывания щетины | 1935 |
|
SU51029A1 |
| Автомат для контактной точечной сварки | 1985 |
|
SU1263474A1 |
| Автомат для изготовления радиаторов термоэлектрических батарей | 1978 |
|
SU747653A1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НАТЯЖЕНИЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛОВ | 2005 |
|
RU2278758C1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ И СУШКИ ПЯТОЧНОЙ ЧАСТИ ЗАГОТОВКИ ОБУВИ | 1967 |
|
SU201933A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Автомат для изготовления гофрированных деталей из ленты | 1977 |
|
SU725754A1 |
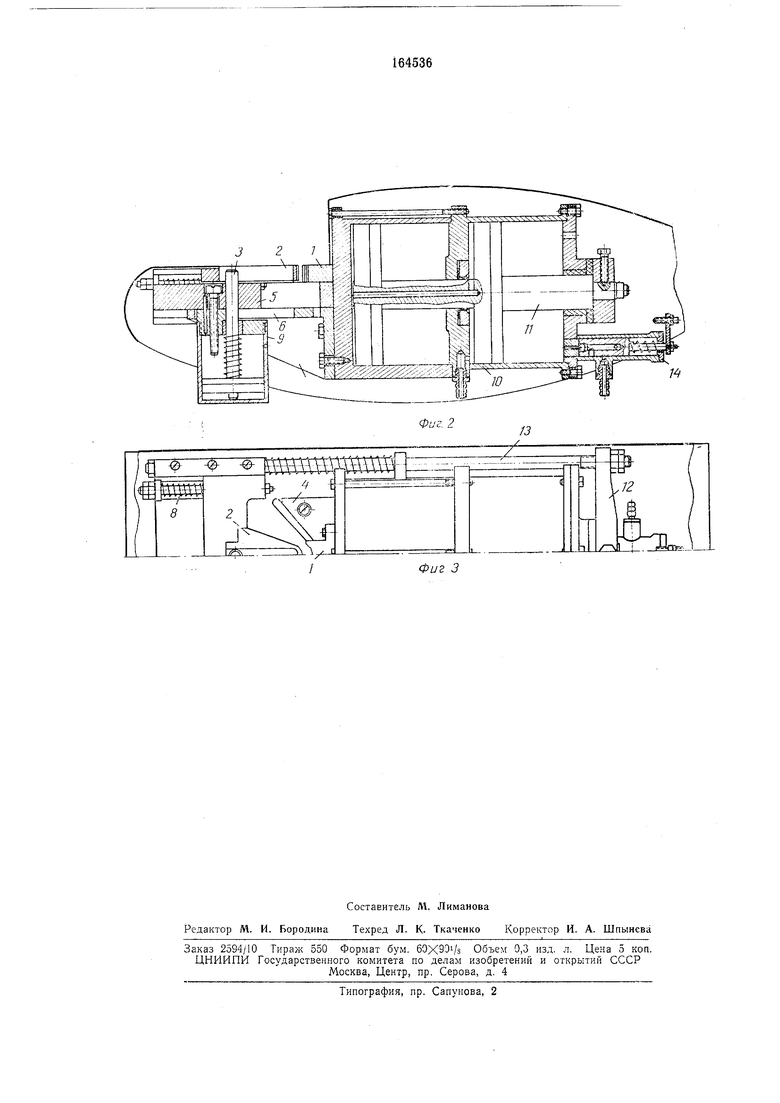
Фиг 3
