Изобретение относится к механосборочному производству и может быт использовано, например, для сборки обоймы печатающего механизма приборов с валиками и осями.
Целью изобретения является повышение производительности за счет обеспечения возможности одновременной подачи комплектующих деталей, на позицию сборки.
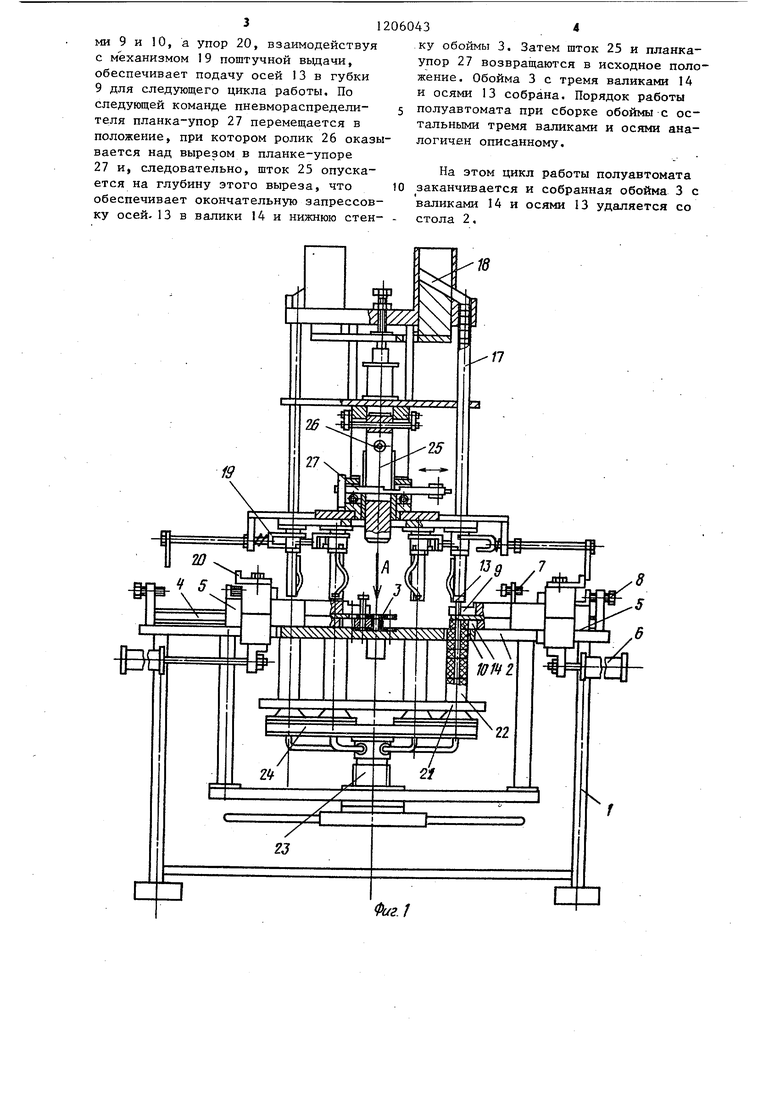
На фиг. 1 изображен предлагаемый полуавтомат, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 4.
Полуавтомат состоит из станины 1 стола 2 для установки базовой детали (обоймы) 3, на котором в направляющих 4 установлены шесть ползунов 5, Перемещение ползунов 5 осуществляется пневмоцилиндрами 6 и ограничивается регулируемыми упорами 7 и 8. На ползунах 5 расположены захватные устройства в виде двух пар соосно установленных захватных губок 9 и 10, приводных клиновых толкателей 1 и подвижной подпружиненной заслонки 2, предназначенной для ограничения перемещения комплектующих деталей - осей 13 и валиков 14 при их поступлении в захватные губки. Заслонка установлена с возможностью взаимодействия с упорами 15.
Приводные клиновые толкатели 11 соединены винтовыми парами с штоками блока пневмоцилиндров .16 и служат для приведения в действие захватных губок 9 и 10. Подача осей 13 в губки 9 прдизводится по трубчатым лоткам 17 из загрузочных устройств 18. Механизм 19 поштучной вьщачи осей 13 срабатывает от упора 20 при перемещении ползуна 5 в исходное положение. Платформа 21, на которо соосно трубчатым лоткам 17 устанавливаются трубчатые лотки 22 с валиками 14, соединенные в сменную касе ту, имеет возможность перемещения благодаря винту 23, что обеспечивает герметизацию пневматической системы 24, служащей для подачи валиков 14 в губки 10. Запрессовка осей 13 в обойму 3 и в валики 14 осуществляется запрессовочным штоком 5, в котором выполнен сквозной продольный паз. В пазу mtoKa
060432
закреплен ролик 26 и расположена
подвижная планка-упор 27 с вырезом. Движение штока 25 и планки-упора 27 осуществляется пневмоцилиндрами
5 (не показаны). Команды на перемещение исполнительных механизмов с пневмоприводом подаются от кулачкового вала через блок пневмораспре- делителей (не показаны).
10 Полуавтомат работает следующим образом.
В центр стола 2 устанавливается обойма 3. В исходном положении в губки 9 при срабатывании механизма
15 19 поштучной выдачи от упора 20 поступают оси 13. По команде пневморас- пределителя подается сжатый воздух в пневмосистему 24, который перемещает столб валиков 14, находящихся в
20 лотках 22, и валики поступают в губки 10. Подпружиненная заслонка 12 обеспечивает фиксированное положение осей 13 и валиков 14. Затем подается воздух в блок пневмоцилиндров 16,
25 толкатели 11 перемещаются и своими клиновьми поверхностями взаимодействуют с губками 9 и 10. Последние соответственно осуществляют зажим осей 13 и валиков 14.
Г
30 По следующей команде пневмораспре- делителя пневмоцилиндры 6 перемещают по направляющим 4 три ползуна 5 (остальные три ползуна остаются в исходном положении) до упоров 7 (фиг. 2).
35 При этом заслонка 12 под действием, пружин выходит из зоны губок (фиг.5). При дальнейшем движении губки 10 с валиками l4 вводятся между стенками . обоймы 3, а губки 9 с осями 13 рас
40 полагаются над верхней стенкой обоймы. Правильное расположение осей 13 и валиков 14 относительно обоймы 3 обеспечивают упоры 7. Затем срабатывает пневмоцилиндр, приводящий в
45 движение шток 25, которьш запрессовывает оси 13 через отверстия в верхней стенке обоймы 3 в валики 14 до момента пока ролик 26 не достигнет планки-упора 27. Данное положение
50 не позволяет штоку 25 упереться в губки 9. В дальнейшем при перемещении толкателей 11 в исходное положение под действием блока пневмоцилиндров 16 происходит разжим губок 9 и
55 10. Ползуны 5 возвращаются в исходное положение. Подпружиненная заслонка 12, встречаясь с упорами 15, занимает исходное положение между губками 9 и 10, а упор 20, взаимодействуя с механизмом 19 поштучной вьщачи, обеспечивает подачу осей 13 в губки 9 для следующего цикла работы. По следующей команде пневмораспредели- теля планка-упор 27 перемещается в положение, при котором ролик 26 оказывается над вырезом в планке-упоре 27 и, следовательно, шток 25 опускается на глубину этого выреза, что обеспечивает окончательную запрессовку осей- 13 в валики 14 и нижнюю стен- ку обоймы 3. Затем шток 25 и планка- упор 27 возвращаются в исходное положение. Обойма 3 с тремя валиками 14 и осями 13 собрана. Порядок работы полуавтомата при сборке обоймы с остальными тремя валиками и осями аналогичен описанному.
На этом цикл работы полуавтомата заканчивается и собранная обойма 3 с валиками 14 и осями 13 удаляется со стола 2,
18
Фиг.1
ФигЗ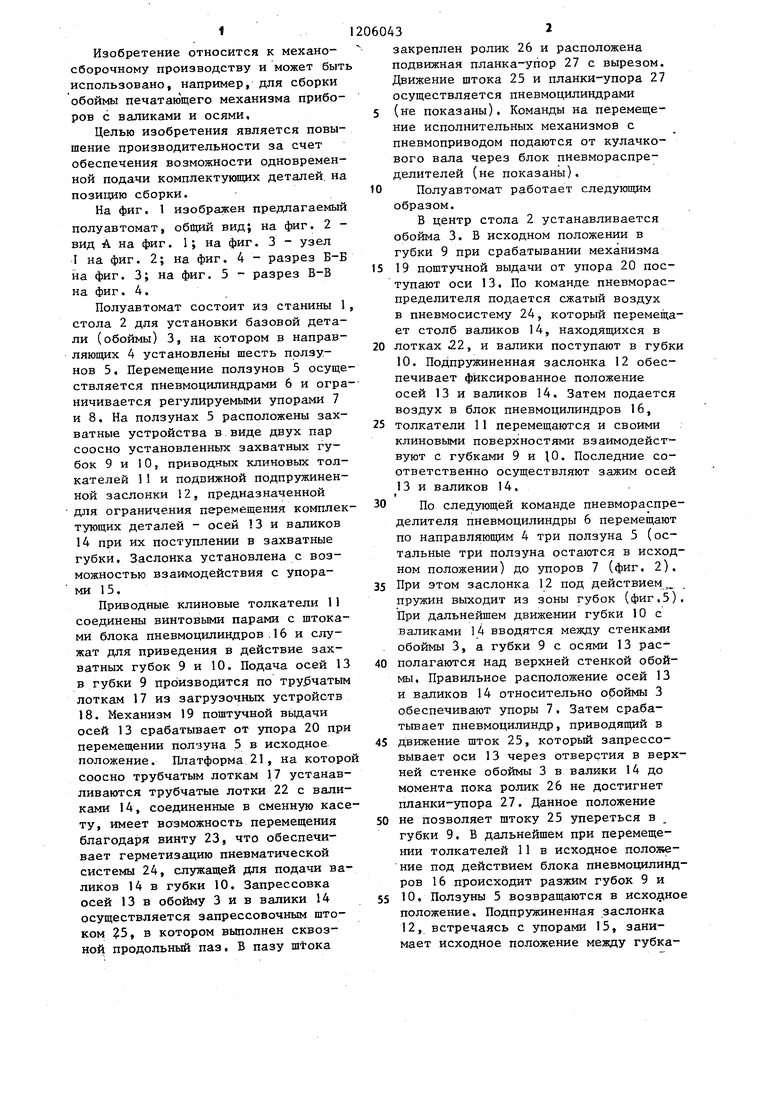
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачидЕТАлЕй | 1979 |
|
SU841913A1 |
| Автомат для обработки отверстий в деталях | 1986 |
|
SU1342679A1 |
| Автоматическая линия для дозирования и упаковки сыпучих или штучных материалов | 1989 |
|
SU1705191A1 |
| Автомат для сборки | 1987 |
|
SU1428561A2 |
| Устройство для крепления кнопок на изделии | 1989 |
|
SU1666047A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Автомат для заливки стеклоизоляции в цоколь | 1987 |
|
SU1511786A1 |
| Клепальный станок | 1975 |
|
SU526432A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |

1Z
в
ffpfg
ч
л . л л л л л
./ // -f i 4 J:iLJx: 4 vv
10
t
fl
В-В
ФигМ Г
Фсггд
ВНИИПИ Заказ 8606/13. Тираж VT Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, 4
| Белоусов А.П., Дащенко А.И., Полянский М.П | |||
| Автоматизация процессов в машиностроении | |||
| М.: Высшая шко ла, 1973, с | |||
| Способ укрепления электродов в катодных лампах | 1923 |
|
SU411A1 |
| У | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
