1
Изобретение относится к лрокат- ному производству, конкретно к конструкциям валковых комплектов для клетей кварто, и может быть использовано для получения широкополосных станов горячей и холодной црокатки.
Целью изобретения является повышение качества готового проката за счет снижения поперечной разнотол- щинности и увеличение ресурса комплекта.
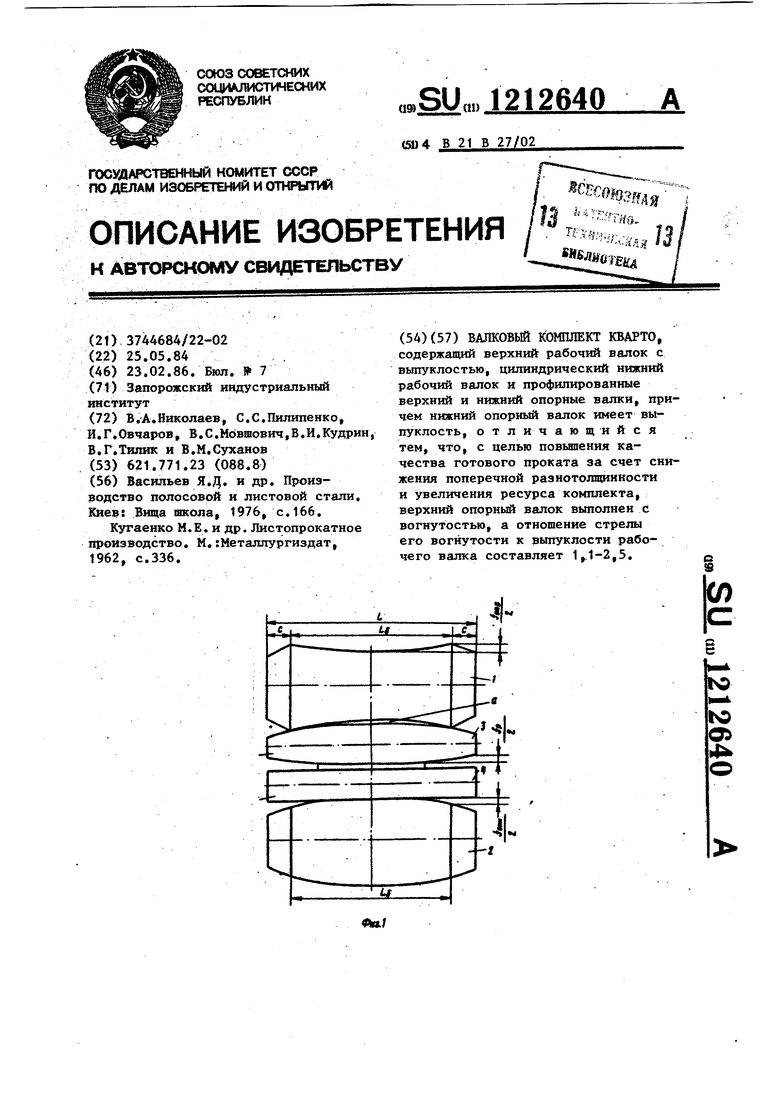
На фиг.1 представлен валковый комплект кварто, общи вид; на фиг.2 - схема нагружения валков от давления прокатки; на фиг.З - схема взаимодействия валковой пары; вогнутый опорный валок - выпуклый рабочий валок.
Валковьй комплект включает в себя верхний 1 вогнутый и нижний 2 выпукльй опорные валки, верхний 3 выпуклый и нижний 4 цилиндрический рабочие валки. Верхний опорный валок 1 на длине Ъ имеет вогнутость, величина стрелы которой в центре валка в 1,1-2,5 раза больше стрелы вьтуклости верхнего рабочего валка 3. Нижний опорный валок 2 на длине LS имеет выпуклость, величина которой в 1,3-6 раз больше выпуклости рабочего валка 3. Длина краевых скосов (врезов) равна С (0,05-0,15) (LS - длина бочки валка). Выпуклый рабочий валок устанавливают к вогнутому опорному валку. Выпуклость рабочего валка определяют предварительно исходя из величин упругих деформаций валкового узла и теплового расширения валков по известным формулам.
Валковый комплект работает следующим образом.
После установки валков в клеть и задачи в них полосы положение рабочих валков изменяется. Под действием усилия прокатки верхний рабочий валок 3 прогибается выпуклостью ввер и заполняет зазор о . Верхний опорный валок 1 изгибается также вверх, но поскольку его жесткость вьш1е, чем жесткость рабочего валка, то прогиб последнего больше. Вследствие этого длина межвалкового контакта L меньше длины бочки L§. Предлагаемые величины отношений профилировок верхних опорного и рабочего валков обуславливает большую величину межвалкового давления q В средней части длины бочки верхнего опорного валfS
212640
ка и вместе с этим преимущественный
износ средней части длины-его бочки.
Вынужденный прогиб верхнего рабочего валка 3 обуславливает изгиб выпуклостью вверх полосы 5 и нижнего рабочего валка 4. При зтом межвалковые нагрузки Яц нижней пары валков распределяются на длине L с максимумом на краевых участках о бочек. JQ Соответствующий характер межвалковых нагрузок q и q приводит к преимущественному износу средней части длины бочки верхнего опорного валка (участок т) и краевых участков нижнего опорного валка (участки п). При указанных отношениях величин вогнутости опорного валка к выпуклости рабочего валка увеличение вогнутости верхнего опорного валка в процессе зксплуата- ции компенсируется увеличением выпуклости нижнего опорного валка. При зтом увеличение прогиба верхнего рабочего валка компенсируется увеличением прогиба выпуклостью вверх нижнего рабочего валка и форма зазора Ь между ними в процессе зксплуатации опорных валков не изменяется. Это позволяет прокатывать полосы высокой точности и плоскостности при уменьшении количества перевалок рабочих и опорньос валков по сравнению с известными профилиров- камк валков.
Предлагаемые пределы отношений величин профилировок опорных и рабочих валков установлены исходя из следующего. При отношении
20
25
30
35
..2йР 1,11-2,5 межвалковые нагрузIP
ки максимальны в середине длины бочки верхнего опорного валка. Если
f ОП 6 у. а - .,
-7- I рабочий валок в ненагругр
женном состоянии в первую очередь контактирует со средним участком верхнего опорного валка. При прокатке происходит изгиб вьтуклого рабочего валка 3 выпуклостью вверх и соприкосновение его по всей длине бочки опорного валка 1. При этом концевые части рабочего валка под действием полосы перемещаются вверх, что исключает воздействие этого валка на полосу и на нижний рабочий валок. Нижний рабочий валок 4 под воздействием усилия прокатки изгибается вы- пуклостью вниз. Указанное направление прогибов верхнего и нижнего рабочих валков обусловливает максимальный износ средних по длине участков
верхнего и нижнего опорных валков. При этом в процессе эксплуатации опорных валков выпуклость рабочего валка необходимо увеличивать, что уменьшает, в свою очередь, период службы опорных валков,
При 1,1 вьтуклый рабочий tp
валок 3 в исходном состоянии контактирует с концевыми участками вогнутого опорного валка 1. Под действием полосы рабочий валок изгибается выпуклостью вверх, заполняет зазор И а его концы перемещаются вниз. Так как жесткость концевых частей нижнего рабочего валка 4 мала то они также перемещаются вниз. При таком взаимодействии валков максимальней износ получают средняя часть вогнутого опорного валка и концевые участки выпуклого опорного валка. Этим достигается взаимная компенсация выработки опорных валков и неизменность величины вьшуклости рабочих валков. Таким образом, эффект предлагаемого валкового узла начинае
проявляться при -|5lS- 1,1. Отношение IP
„SpSi- а t,tO уже обеспечивает дости р
женке предлагаемого эффекта при прокатке узких полос, когда прогиб рабочего валка значителен сам по себе. При прокатке на стане полос макВ
симальной ширины - 0,85-0,88 (В - LJ
ширина полосы) для достижения поставленной цели величина вогнутости верхнего опорного валка должна быть больше. Однако при увеличении вогнутости верхнего опорного валка необходимо соответствующим образом увеличивать вьшуклость нижнего опорного валка.
Так, при исходной выпуклости рабочего валка fp
0,4 мм и при tp
величина вогнутости верхнего опор- ,ного валка равна fone 1,2 мм а
15 величина выпуклости нижнего опорного валка равна н 1,2 мм. При такой выпуклости имеет место, во-первых, интенсивный рост межвалковых нагрузок в середине длины бочки ниж20 него опорного валка, а, во-вторых, неустойчивость нижнего рабочего валка против осевых смещений и вероятность возникновения разрушения подшипников рабочих валков. Поэтому
25 целесообразно ограничить верхний
предел отношения равным
f one f
2,5.
Предлагаемый валковый комплект обеспечивает по сравнению с базовым 30 объектом увеличение продолжительности службы опорных валков в 1,5- 1,6 раза, повышение производства листов непрерьшного стана на 1,0% и повьш1ение выпуска листов по классу
35
точности А на 2%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый узел клети кварто | 1983 |
|
SU1138199A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| ВАЛКОВЫЙ УЗЕЛ ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 1997 |
|
RU2115493C1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ВАЛКОВ ЧИСТОВОЙ ГРУППЫ КЛЕТЕЙ КВАРТО СТАНА ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2006 |
|
RU2319560C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| ЧЕТЫРЕХВАЛКОВЫЕ СИСТЕМЫ ДЛЯ КЛЕТЕЙ ЧИСТОВОЙ ГРУППЫ ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 1989 |
|
SU1591269A1 |

еде
р
и
fon 3 V
7/,/
Составитель Ю.Лямов Редактор А.Ворович Техред О.Неце
694/16 Тираж 518Подписное
ВНИШТИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Филиал ПГШ Патент, г, Ужгород, ул. Проектная, 4
Фиъ.З
Корректор И..Эрдейи
| Васильев Я./ | |||
| и др | |||
| Производство полосовой и листовой стали | |||
| Киев: Внща школа, 1976, с.166 | |||
| Кугаенко М.Е | |||
| и др, Листопрокатное производство | |||
| М.гМеталлургиздат, 1962, с.336. |
