С/)
С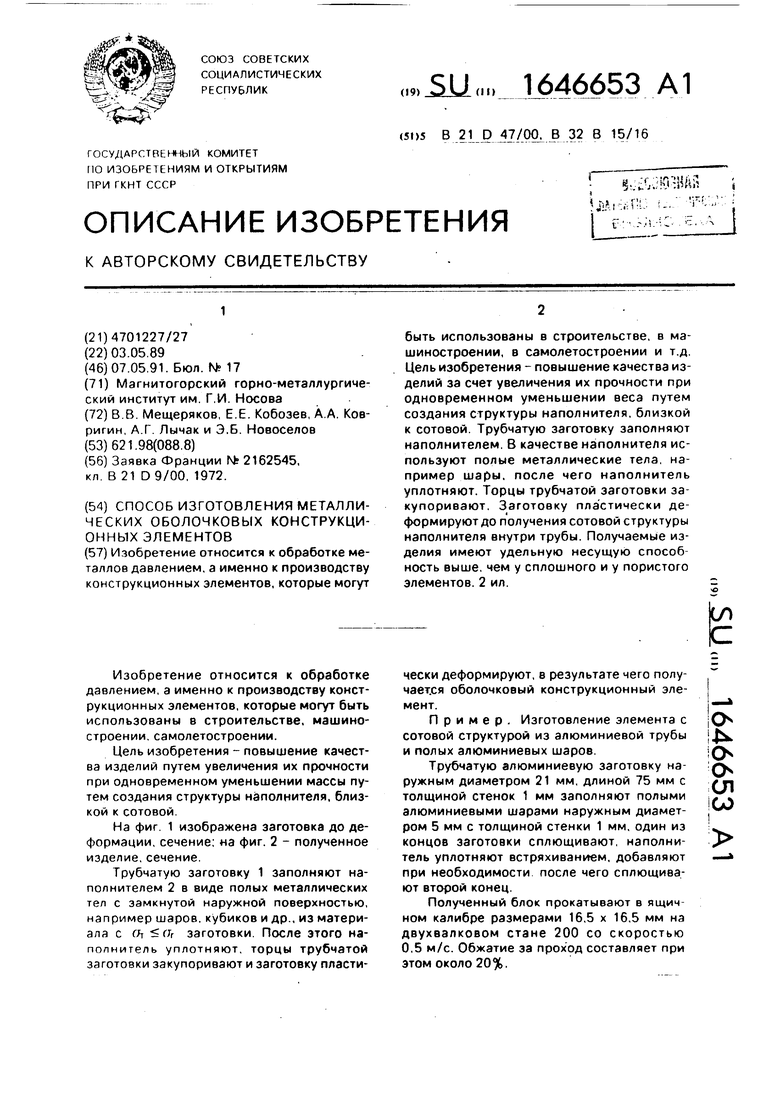
| название | год | авторы | номер документа |
|---|---|---|---|
| Несущая конструкция малого космического аппарата из пеноалюминиевого материала | 2018 |
|
RU2710126C2 |
| УПРУГИЙ МЕТАЛЛИЧЕСКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, АРМИРОВАННЫЙ ВОЛОКНАМИ, ИМЕЮЩИЙ СЛОИСТУЮ СТРУКТУРУ И ИМЕЮЩИЙ ВЫСОКУЮ УДАРНУЮ ВЯЗКОСТЬ | 2004 |
|
RU2383440C2 |
| Способ изготовления оболочкового конструкционного элемента с несплошным наполнителем | 1989 |
|
SU1680446A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОХЛАЖДАЕМОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И ОХЛАЖДАЕМАЯ ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1995 |
|
RU2094170C1 |
| ТРУБЧАТЫЙ ЭЛЕМЕНТ ЭЛЕКТРОХИМИЧЕСКОГО УСТРОЙСТВА С ТОНКОСЛОЙНЫМ ТВЕРДООКСИДНЫМ ЭЛЕКТРОЛИТОМ (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2625460C2 |
| Комбинированная звукопоглощающая панель | 2016 |
|
RU2639759C2 |
| Способ получения конструкционногоэлЕМЕНТА ТипА биОСТРуКТуРА | 1978 |
|
SU793671A1 |
| Способ получения изделий, содержащих композицию с металлической матрицей | 1989 |
|
SU1797603A3 |
| Способ изготовления тепловой трубы с капиллярной структурой | 1987 |
|
SU1470454A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2526357C1 |
Изобретение относится к обработке металлов давлением, а именно к производству конструкционных элементов, которые могут быть использованы в строительстве, в машиностроении, в самолетостроении и т.д. Цель изобретения - повышение качества изделий за счет увеличения их прочности при одновременном уменьшении веса путем создания структуры наполнителя, близкой к сотовой. Трубчатую заготовку заполняют наполнителем. В качестве наполнителя используют полые металлические тела, например шары, после чего наполнитель уплотняют. Торцы трубчатой заготовки закупоривают. Заготовку пластически деформируют до получения сотовой структуры наполнителя внутри трубы. Получаемые изделия имеют удельную несущую способность выше, чем у сплошного и у пористого элементов. 2 ил.
Изобретение относится к обработке давлением, а именно к производству конструкционных элементов, которые могут быть использованы в строительстве, машиностроении, самолетостроении.
Цель изобретения - повышение качества изделий путем увеличения их прочности при одновременном уменьшении массы путем создания структуры наполнителя, близкой к сотовой.
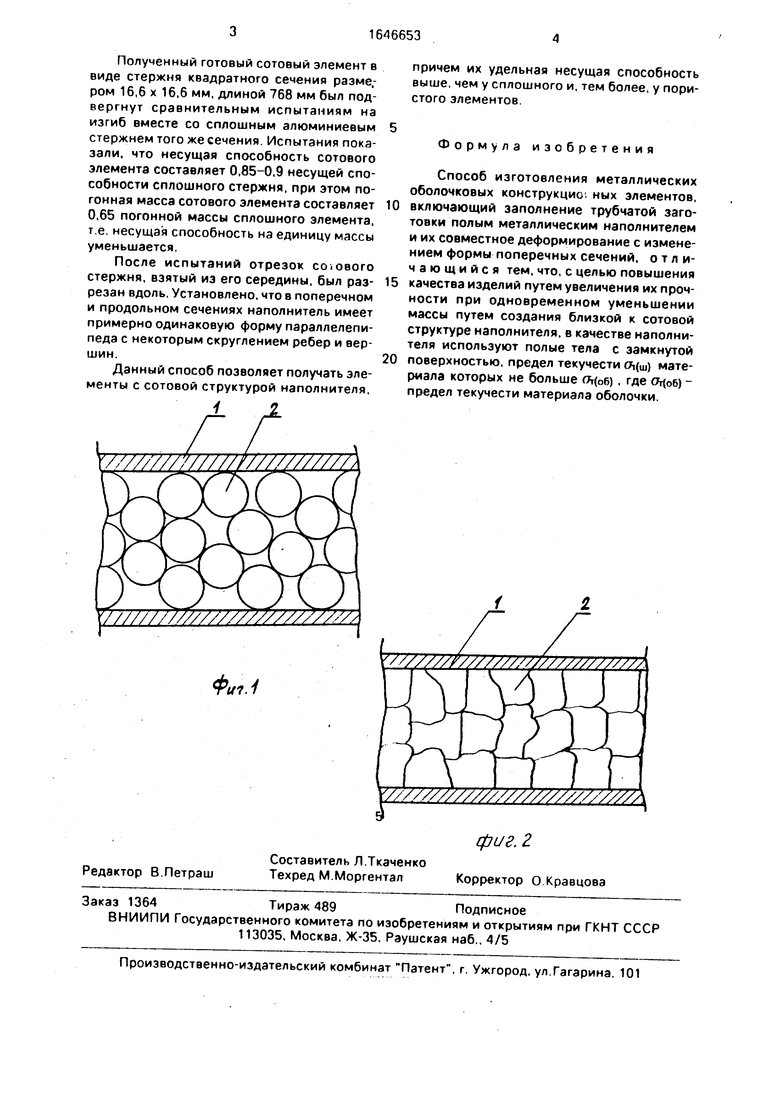
На фиг. 1 изображена заготовка до деформации, сечение: на фиг. 2 - полученное изделие,сечение.
Трубчатую заготовку 1 заполняют наполнителем 2 в виде полых металлических тел с замкнутой наружной поверхностью, например шаров, кубиков и др., из материала с «т Ог заготовки. После этого наполнитель уплотняют, торцы трубчатой заготовки закупоривают и заготовку пластически деформируют, в результате чего полу- чает.ся оболочковый конструкционный элемент.
Пример. Изготовление элемента с сотовой структурой из алюминиевой трубы и полых алюминиевых шаров.
Трубчатую алюминиевую заготовку наружным диаметром 21 мм, длиной 75 мм с толщиной стенок 1 мм заполняют полыми алюминиевыми шарами наружным диаметром 5 мм с толщиной стенки 1 мм. один из концов заготовки сплющивают, наполнитель уплотняют встряхиванием, добавляют при необходимости после чего сплющивают второй конец.
Полученный блок прокатывают в ящичном калибре размерами 16,5 х 16,5 мм на двухвалковом стане 200 со скоростью 0,5 м/с. Обжатие за проход составляет при этом около 20%.
о ± о о
СП SCO
Полученный готовый сотовый элемент в виде стержня квадратного сечения размером 16,6 х 16,6 мм, длиной 768 мм был подвергнут сравнительным испытаниям на изгиб вместе со сплошным алюминиевым стержнем того же сечения. Испытания показали, что несущая способность сотового элемента составляет 0,85-0,9 несущей способности сплошного стержня, при этом погонная масса сотового элемента составляет 0,65 погонной массы сплошного элемента, т е. несущая способность на единицу массы уменьшается.
После испытаний отрезок со.ового стержня, взятый из его середины, был разрезан вдоль. Установлено, что в поперечном и продольном сечениях наполнитель имеет примерно одинаковую форму параллелепипеда с некоторым округлением ребер и вершин.
Данный способ позволяет получать элементы с сотовой структурой наполнителя,
i
причем их удельная несущая способность выше, чем у сплошного и, тем более, у пористого элементов.
Формула изобретения
Способ изготовления металлических оболочковых конструкцией ных элементов,
включающий заполнение трубчатой заготовки полым металлическим наполнителем и их совместное деформирование с изменением формы поперечных сечений, отличающийся тем. что, с целью повышения
качества изделий путем увеличения их прочности при одновременном уменьшении массы путем создания близкой к сотовой структуре наполнителя, в качестве наполнителя используют полые тела с замкнутой
поверхностью, предел текучести сл(ш) материала которых не больше 0т(0б). где ) - предел текучести материала оболочки.
| САМОРЕГУЛИРУЮЩАЯСЯ ВЕТРОТУРБИНА | 1999 |
|
RU2162545C2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
